3、JT-AOI各类元件参数设定说明.pdf - 第5页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料) 5 、二极管,三极管,电源三极管类元件设定标准: (图 5-A ) (图 5-B ) 详细说明: 以 SOT23 三极管为例 ( 二极管,三极管,电源三极管做法相同 ) 。 1 、 焊盘定位框: 如图 5-A 中所选择的为 元件焊盘检测定位框 ,其主要作用为确定该焊接区域的具体位置。 颜色调整如下: R : 20~70 、 G : 30~130 、 B : 30~190, 检测值使用…

JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
1、本体颜色设定方法为电脑自动取色,方法如下:将鼠标光标放置在电容元件本体中间,点击鼠标
右键,电脑自动分析本体颜色,并设定检测颜色值。电容本体颜色设定时,单项颜色的长度不能超过 60,
检测最小要求值设定为 30%即可检测到元件类不良中的 1/3 偏移、缺件等,当对偏移检测要求严格时,可
将检测值提高到 36%、42%等,具体视产品品质标准而定。
4、CHIP 类元件焊锡设定标准:
图(4-A) 图(4-B)
详细说明:
CHIP 类元件焊锡检测框设定如图(4-A),
1、电阻的焊锡检测框范围如下:一端界线为元件本体电极的内线,另一端要框到焊锡形状的月牙形
边上,即焊锡的爬坡与平坡的分界线。
颜色设定如下:R:0~120、G:25~175 、B:25~255,注意:红色值的上限不能超过 130,绿色的
上限尽量不要超过 160,因焊锡的主要颜色为蓝色,故焊锡的颜色设定也以蓝色为主。焊锡的最小值一般
默认为 36,测试时可根据产品品质标准,进行相应的严格或宽松的调整。
例如:下图中的电阻上面焊盘为正常焊锡,且焊接非常饱满,完全达到品质要求,通过软件检出的
值为 56%,编程人员在需要编辑程式时就应该考虑该元件的焊接锡量减少到多少百分比为品质标准不可
接受,如少锡到 1/2 时不能接受,那就将检测最小要求值设定为 52*1/2,即设定为 28.
而下边焊盘为焊接少锡,检出焊锡值为 15%,而设定为焊锡最小要求值为 28,故不能达到品质要求,
可判定不良品。
图(4-C)
第 4 页 共 9 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
5、二极管,三极管,电源三极管类元件设定标准:
(图5-A) (图5-B)
详细说明:
以 SOT23 三极管为例(二极管,三极管,电源三极管做法相同)。
1、 焊盘定位框:
如图 5-A 中所选择的为元件焊盘检测定位框,其主要作用为确定该焊接区域的具体位置。
颜色调整如下:R:20~70、G:30~130、B:30~190,检测值使用默认值即可,如图 5-B 所示。注:
钽电容元件使用二极管类型进行定义。
(图5-C) (图5-D)
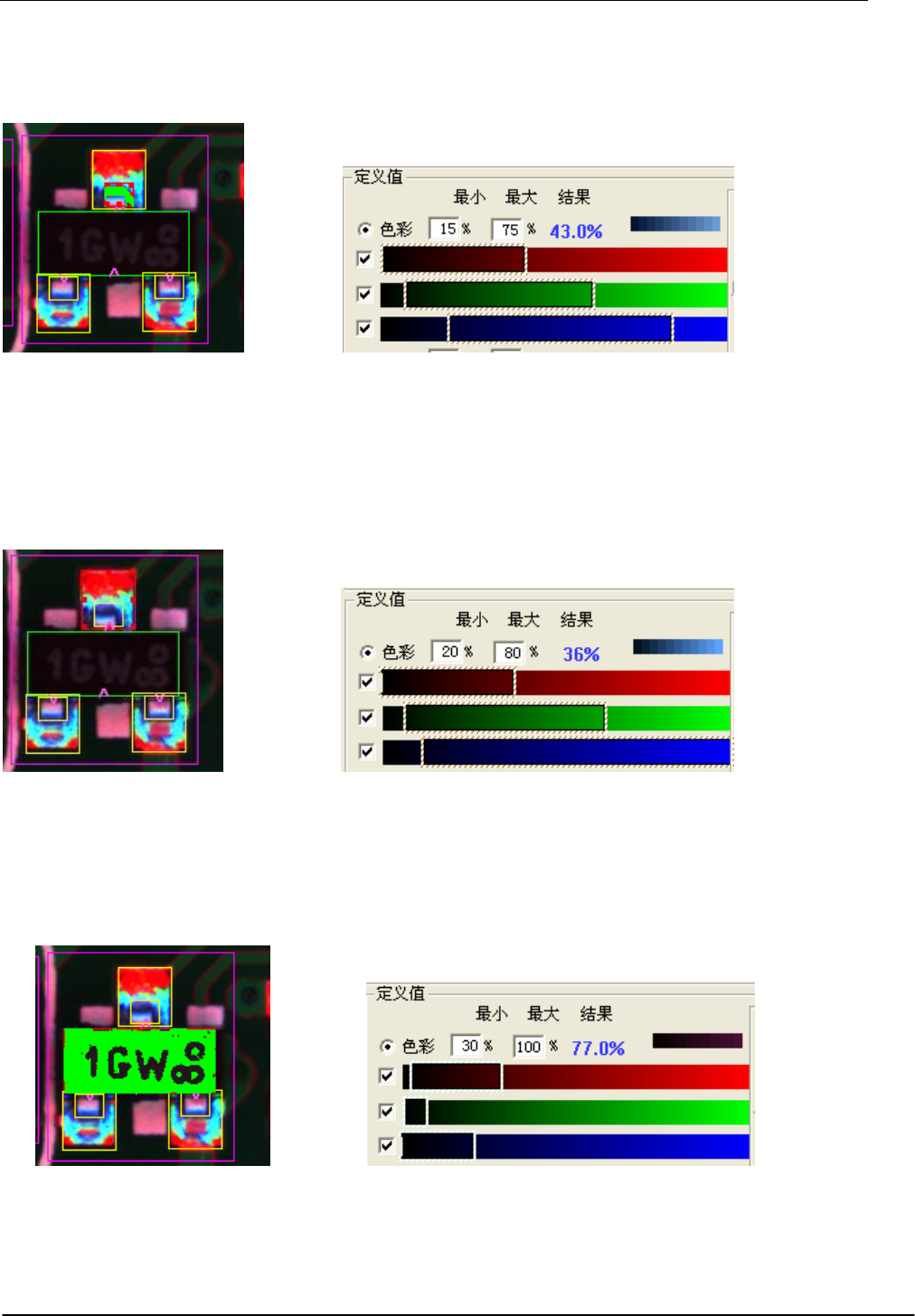
2、 焊接检测框:
如图 5-C 中所选中的为焊接区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可调
整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、G:20~190、B:35~255,焊锡最小要求值设定为
30%,可视产品具体情况做相应调整,检测要求值最低不得低于 15%。如图 5-D。
(图 5-E) (图 5-F)
3、本体检测框(丝印检测):
如图 5-E 中选中的为本体区域检测框,该框就完整包围整个元件本体,或只包围丝印部份。
颜色调整如下:R:0~70、G:0~15、B:0~45,最小检测值设定为 30%。丝印制作方法与电阻相同,
相似度值最小不要低于 72。如图 5-F.
第 5 页 共 9 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
6、电解电容类元件设定标准:
(6-A) (6-B)
详细说明:
1、 焊盘定位框:
如图 6-A 中所选择的为元件焊盘检测定位框,其主要作用为确定该焊接区域的具体位置。
颜色调整如下:R:40~220、G:0~125、B:0~130,检测值使用默认值即可,如图 6-B 所示。
(6-C) (6-D)
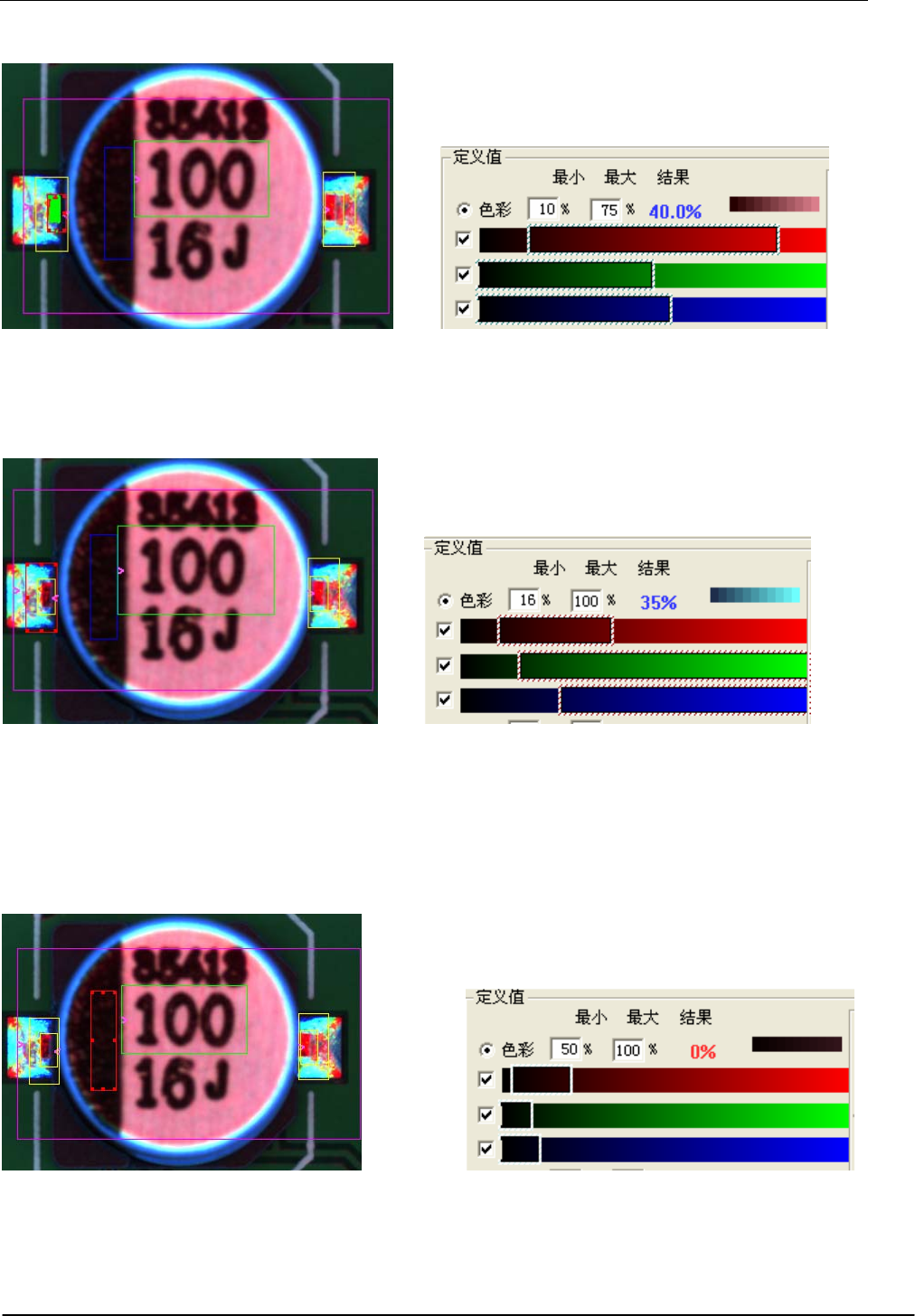
2、焊接检测框:
如图 6-C 中所选中的为焊接区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可调
整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、G:20~190、B:35~255,焊锡最小要求值设定为
20-25%,可视产品具体情况做相应调整,检测要求值最低不得低于 15%。如图 6-D。
3、本体检测框(丝印检测):同所有丝印检测框相同。
( 6-E) (6-F)
4、极性框(检测元件方向):
如图 6-E 所选中的为铝电解电容极性区域检测框,主要检测元件有无反向,设定范围为该元件极性标
示位置。
颜色调整视极性标示具体内容而定,例如如图
6-E 中,元件极性黑色范围为左边黑色区域,故将极
第 6 页 共 9 页