3、JT-AOI各类元件参数设定说明.pdf - 第6页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料) 6、电解电容类元件设定标准: (6-A) (6-B) 详细说明: 1 、 焊盘定位框: 如图 6-A 中所选择的为 元件焊盘检测定位框 ,其主要作用为确定该焊接区域的具体位置。 颜色调整如下: R : 40~220 、 G : 0~125 、 B : 0~130, 检测值使用默认值即可,如图 6-B 所示。 (6-C) (6-D) 2 、焊接检测框: 如图 6-C 中所选中的为焊接区…
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
5、二极管,三极管,电源三极管类元件设定标准:
(图5-A) (图5-B)
详细说明:
以 SOT23 三极管为例(二极管,三极管,电源三极管做法相同)。
1、 焊盘定位框:
如图 5-A 中所选择的为元件焊盘检测定位框,其主要作用为确定该焊接区域的具体位置。
颜色调整如下:R:20~70、G:30~130、B:30~190,检测值使用默认值即可,如图 5-B 所示。注:
钽电容元件使用二极管类型进行定义。
(图5-C) (图5-D)
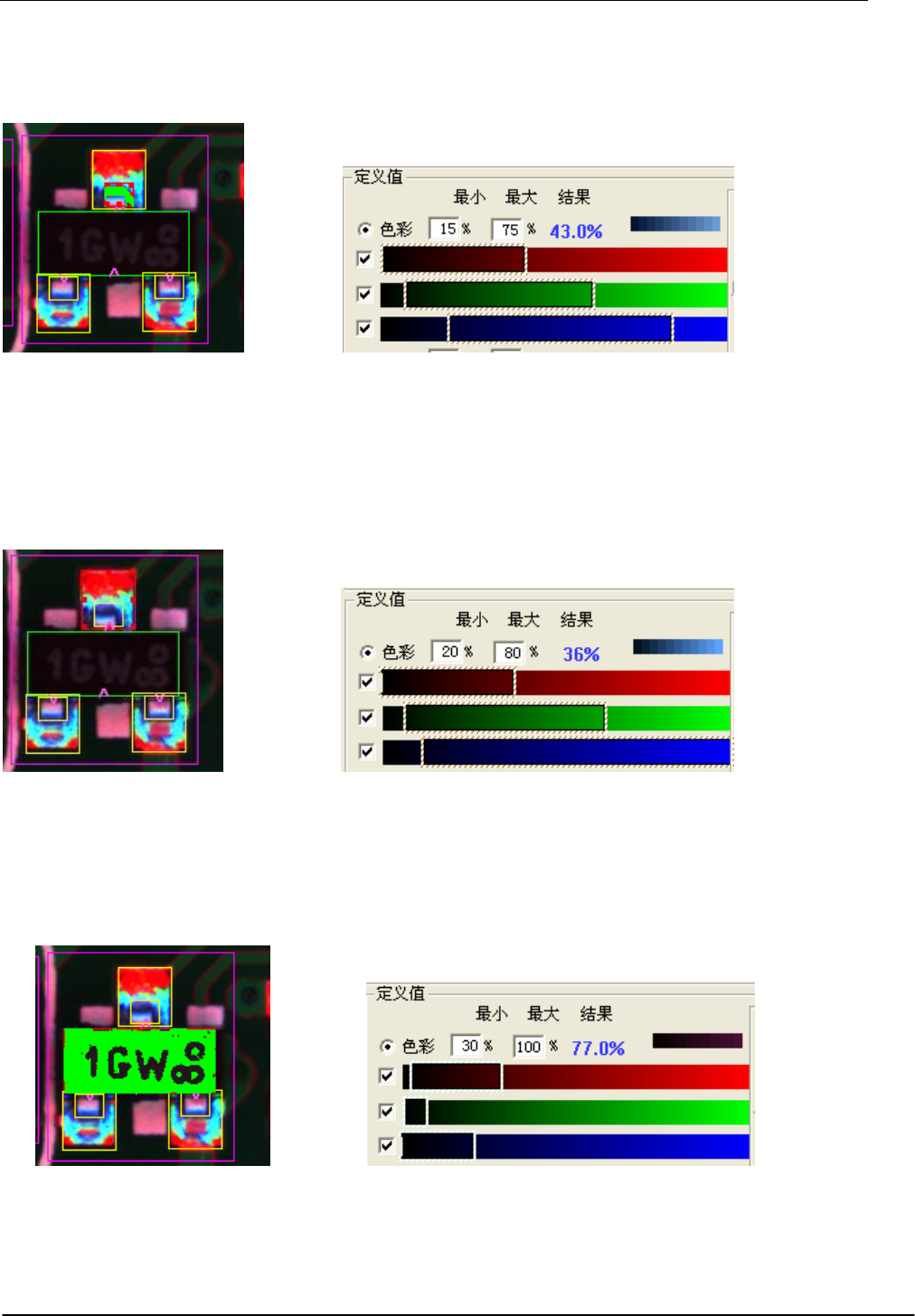
2、 焊接检测框:
如图 5-C 中所选中的为焊接区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可调
整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、G:20~190、B:35~255,焊锡最小要求值设定为
30%,可视产品具体情况做相应调整,检测要求值最低不得低于 15%。如图 5-D。
(图 5-E) (图 5-F)
3、本体检测框(丝印检测):
如图 5-E 中选中的为本体区域检测框,该框就完整包围整个元件本体,或只包围丝印部份。
颜色调整如下:R:0~70、G:0~15、B:0~45,最小检测值设定为 30%。丝印制作方法与电阻相同,
相似度值最小不要低于 72。如图 5-F.
第 5 页 共 9 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
6、电解电容类元件设定标准:
(6-A) (6-B)
详细说明:
1、 焊盘定位框:
如图 6-A 中所选择的为元件焊盘检测定位框,其主要作用为确定该焊接区域的具体位置。
颜色调整如下:R:40~220、G:0~125、B:0~130,检测值使用默认值即可,如图 6-B 所示。
(6-C) (6-D)
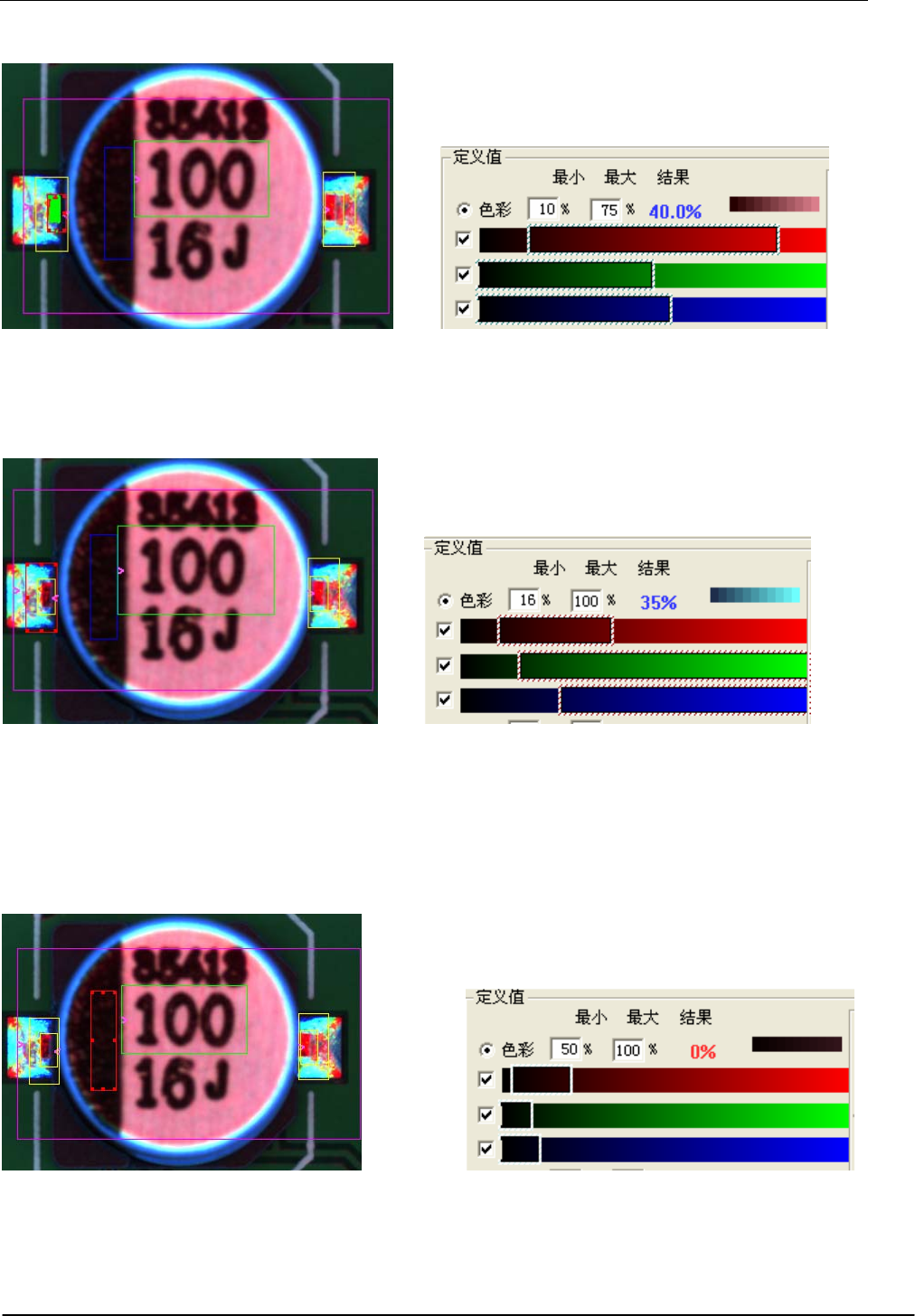
2、焊接检测框:
如图 6-C 中所选中的为焊接区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可调
整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、G:20~190、B:35~255,焊锡最小要求值设定为
20-25%,可视产品具体情况做相应调整,检测要求值最低不得低于 15%。如图 6-D。
3、本体检测框(丝印检测):同所有丝印检测框相同。
( 6-E) (6-F)
4、极性框(检测元件方向):
如图 6-E 所选中的为铝电解电容极性区域检测框,主要检测元件有无反向,设定范围为该元件极性标
示位置。
颜色调整视极性标示具体内容而定,例如如图
6-E 中,元件极性黑色范围为左边黑色区域,故将极
第 6 页 共 9 页

JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
性检测框颜色设定为:R:10~50、G:0~20、B:0~25 ,极性检测最小要求值尽量不要低于检测值的一
半。
7、SOP/QFP 类型元件设定标准:
(图 7-A)
详细说明:
1、 SOP 焊接检测定位框:
如图 7-A 所示为 SOP 焊脚区域检测定位框,其主要作用为确定该焊接区域的具体位置。
激活区域软件表示分别定位两部分,一为焊脚部份(即框内红色部份),一为焊接弯脚部分(即
框内蓝色部份)。
颜色调整如下:弯脚颜色调整为:R:0~120、G:20~175、B:40~255,在此颜色范围内调整,
调试的标准为:只抽取弯脚蓝色部分的颜色。不抽取其他部分颜色,检测值为默认。
焊脚颜色调整为:R:75~255、G:0~140、B:0~140,在此颜色范围内调整,检测值为默认。
调试的标准为:只抽取焊脚部分的红色颜色。不抽取其他部分颜色。
2、 本体检测框(丝印检测):同所有丝印检测框相同。
3、 焊接检测框:
如图 7-B 中所示为 SOP 焊脚区域检测框,该检测框大小应为该焊接脚的主要焊锡部位,也可调
整为整个焊盘大小。
颜色调整如下:R:0~110(上限不可以超过 130)、G:20~190、B:35~255,焊锡最小要求值设定为
12-25%,可视产品具体情况做相应调整,检测要求值最低不得低于 5%。如图 7-C。
第 7 页 共 9 页