N7201A642C.pdf - 第194页
NPM - DX EJM8D C - MB - 04O - 00 供料器吸着状况 1 生产中、停止 中的 确认方法 4 A D 4-2-1 -7 生产 信息 A 生产中的基板在生产 后,再 停止生 产 。 ( → 『 操作手册 』 P.4 -1- 3) B D C B 1 C 操作 手册 4 - 2 - 1 选择设备单位或 者生产线单位 。 : 设备单位 : 生产线单位 ● 所选择的吸 嘴在 1 小时 左右的错误次 数通过图表来显 示。…
NPM-DX EJM8DC-MB-04O-00
D
E
F
■设备单位
H
G
I
J
A B
D
C
H E F
G
J
I
■生产线单位
A B
D C H E F
G A
4-2-1-6
K
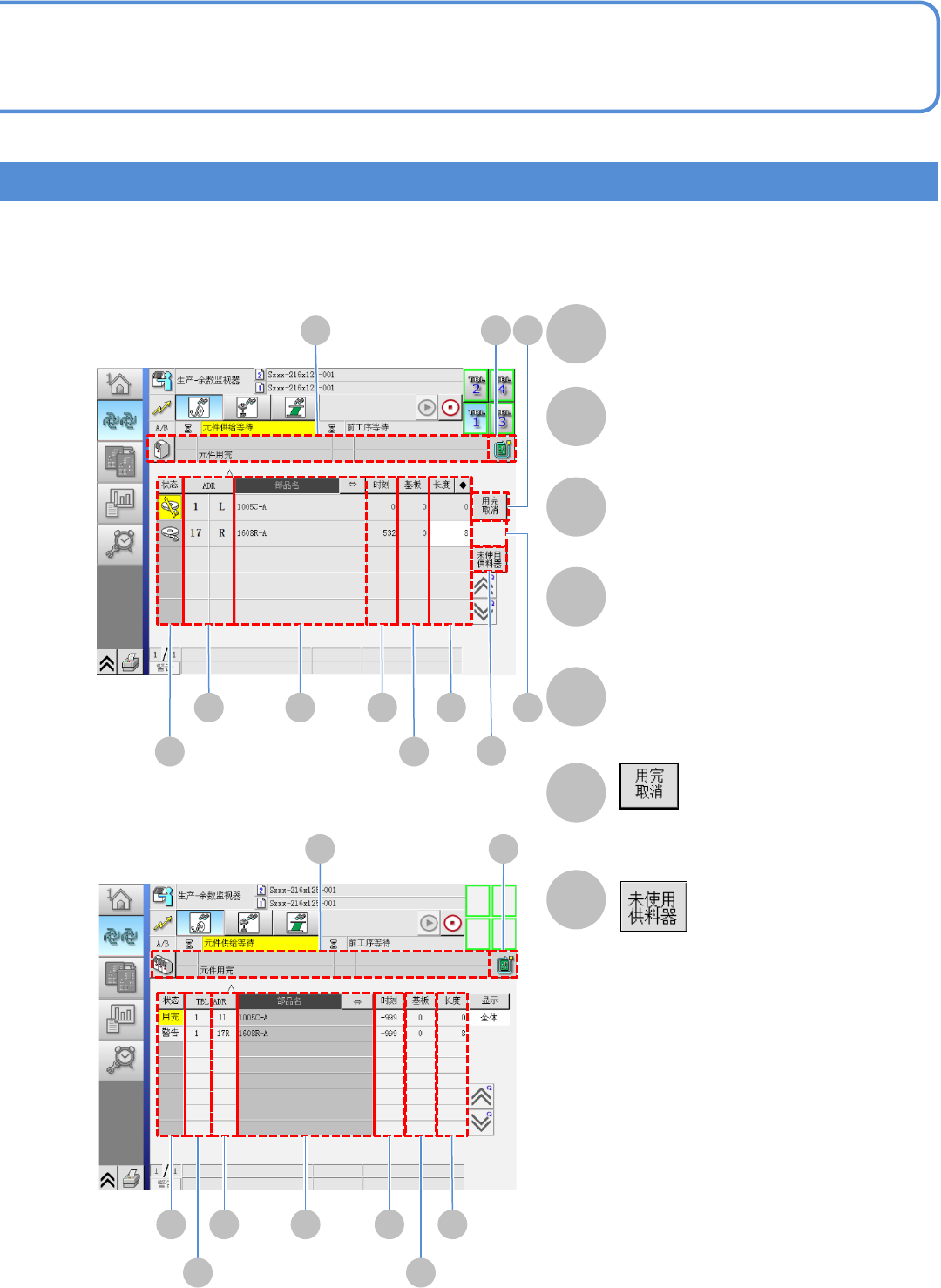
ADR (地址)
元件的地址。
部品名
时刻
元件用完为止的预计时间。
●单位: 分钟
基板
元件用完为止可以生产的基板数量。
长度
剩余的编带长度。
●单位: m
显示元件用完警告,因为是错误判定
可以继续生产。
未使用供料器的LED会闪烁。
NPM-DX EJM8DC-MB-04O-00
供料器吸着状况
1
生产中、停止中的
确认方法 4
A
D
4-2-1-7
生产
信息
A
生产中的基板在生产后,再停止生产。
(→『操作手册』P.4-1-3)
B
D
C
B
1
C
操作手册
4-2-1
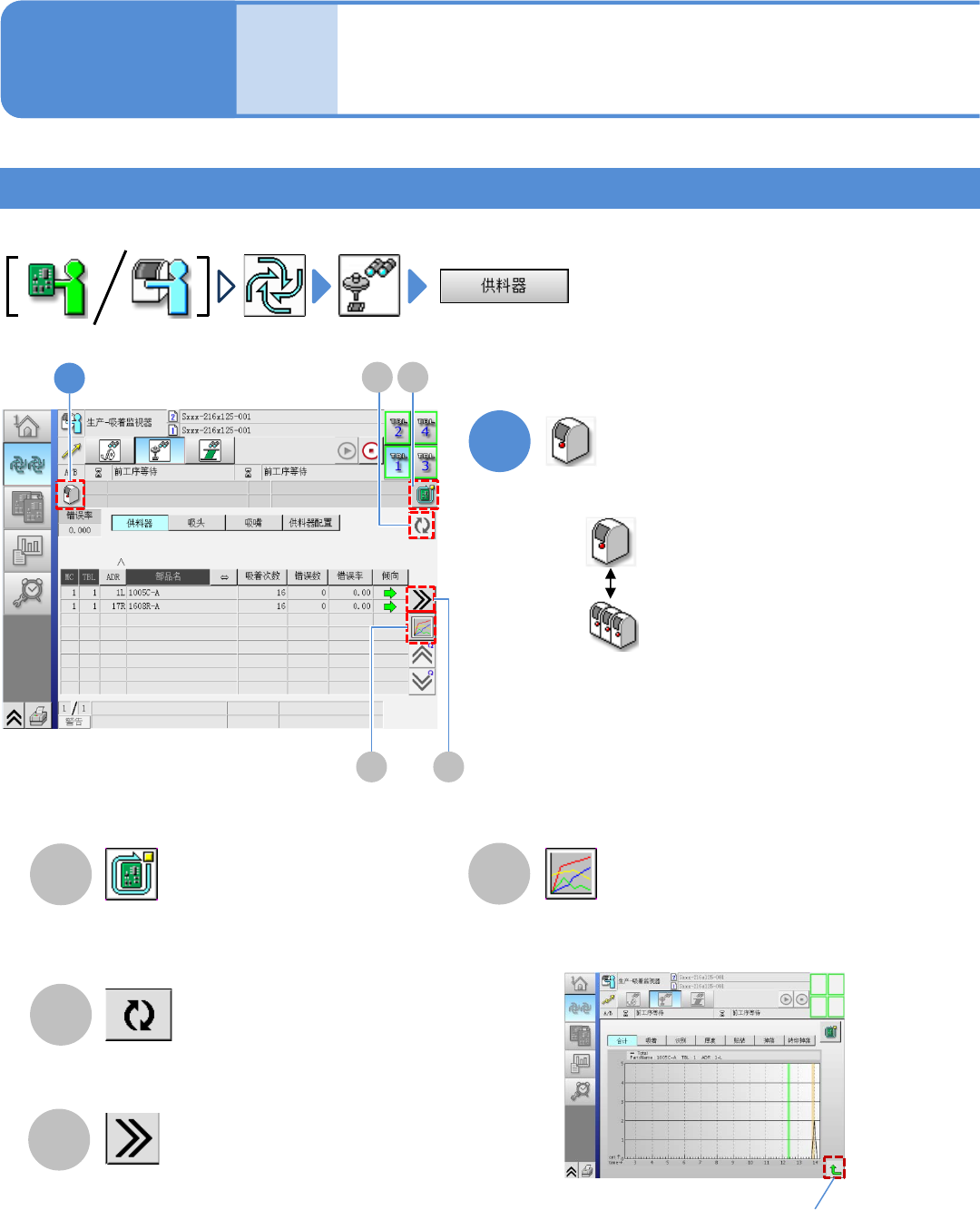
选择设备单位或者生产线单位。
: 设备单位
: 生产线单位
●所选择的吸嘴在1小时左右的错误次
数通过图表来显示。
●显示供料器的元件的吸着状况。
更新为最新信息。
显示吸着信息的详细内容。
竖轴: 错误次数
横轴: 时间
返回
原来画面时
NPM-DX EJM8DC-MB-04O-00
F
G
H
I
J
K
L
M
N
H
J I
K
H
I
N
4-2-1-8
L
●
●
●
●
●
G N
F
G
M
F
J
K
L
M
E
E
E
■设备单位
■生产线单位
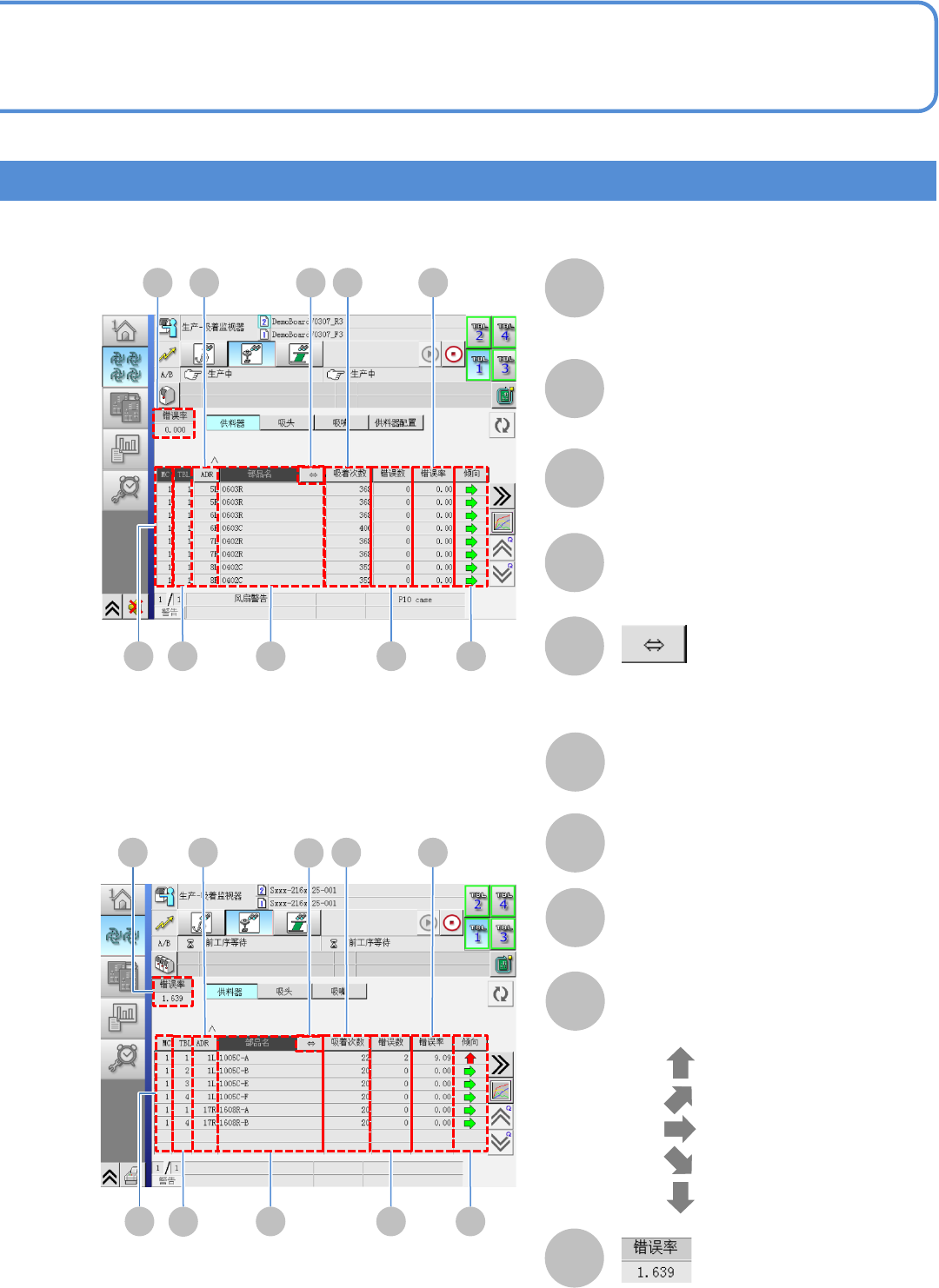
TBL (工作台)
所参照的工作台。
ADR (地址)
元件的地址。
部品名
文件名称过长时,滚动此键来显示。
吸着次数
错误数
错误率
倾向
MC (设备)
对设备实施生产线化操作时,设备的
打头序号。
通过图标显示错误率的增减倾向。
设备单位或者生产线单位的错误率。
: 超级上升倾向
: 上升倾向
: 不变
: 超级下降倾向
: 下降倾向