IPC-7525 钢网设计规则.pdf - 第10页
第 10 页 共 12 页 使用头两中钢板设计中锡膏量不足肯定会发生。 二 次印刷的钢板可以将大量的锡膏输送到通孔里。 这 样设计时,一个普通的表面贴 装钢板通常是 0.15mm(5.9mil)的厚度将印刷表面贴装焊膏块。 如 果表面贴装的锡膏仍然是有粘性的, 将用厚一点的 钢板印刷通孔锡膏。 这样就会要求设置一个与这种 印刷相一致的第二次钢板印刷。 这时,钢板可以要 求多厚就多厚。但是,0.4—0.75mm(16—30mil) 的比较…
第 9 页 共 12页
3)不同类型钢板(就是可能印焊膏和印胶水做在
一块板字上)
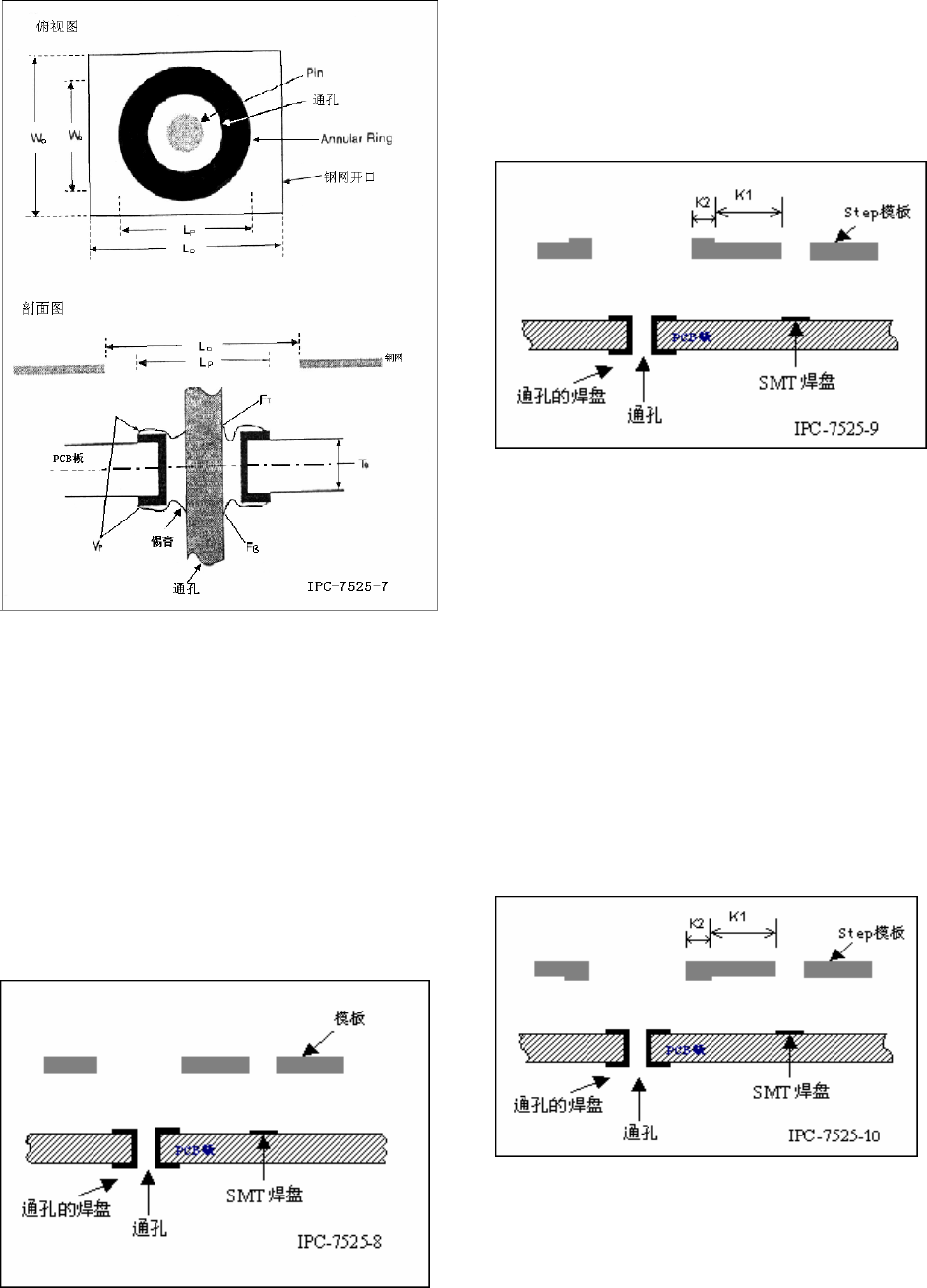
图 7:通孔焊膏量
3.3.1.1 不需要厚薄板的套印: 这是一种特殊
的钢板,它能够输送足够的焊膏满足通孔的要求。
图 8 显示了这种类型钢板的横截面。
有两排连接器,2.5mm(98.4mil)的间距直径为
1.1mm(43.3mil)的通孔,直径为 0.9mm(35.4mil)
的引脚,1.2mm(47.2mil)厚的线路板和没有
3.8mm(150mil)的通孔开口时使用这种钢板。套印
钢板的孔的宽度为 2.2mm(86.6mil)、长度为
5.1mm(200mil),钢板的金属片的厚度为 0.15mm
(5.91mil),这样就可以输送足够的焊膏量了。
图 8:不需要厚薄板的套印
3.3.1.2 厚薄板套印: 如果线路板比较厚,孔
就大一点,或者引脚比较小,将要求比较大的锡膏
量。这种情况下,为了给 THT 零件提供足够的锡膏
而不需给 SMT 焊盘带来足够的锡膏时使用这种厚薄
板。图 9 显示了这种类型的钢板。
图 9:厚模板套印(印刷面)
K1 和 K2 是蚀刻区。K2 是蚀刻边和通孔孔边之间的
距离(Step-up 区域)。总的来说,K2 可以低到 0.65mm
厚(25.6mil)。K1 是蚀刻边和最近的孔之间的距离
( Step-down 区 域 )。总的来说,对每一个
0.025mm(0.98mil)的 Step-down 厚度,K1 应该是
0.9mm。一个简单的原则是:K1 应该是 Step-down
厚度的 36x。例如:0.2mm(7.9mil)厚的钢板金属片
Step-down 至 0.15mm(5.9mil)就会要求 K1 部分蚀
刻距离为 1.8mm(70.9mil)。也可以将蚀刻的区域放
在钢板的接触边而不是胶印边上。如图 10 所示。
有时候这种类型的钢板使用起来更方便,被推荐使
用在包含锡膏传输头上。适用同样的蚀刻规则。
图 10:厚模板套印(接触面/PCB 板面)
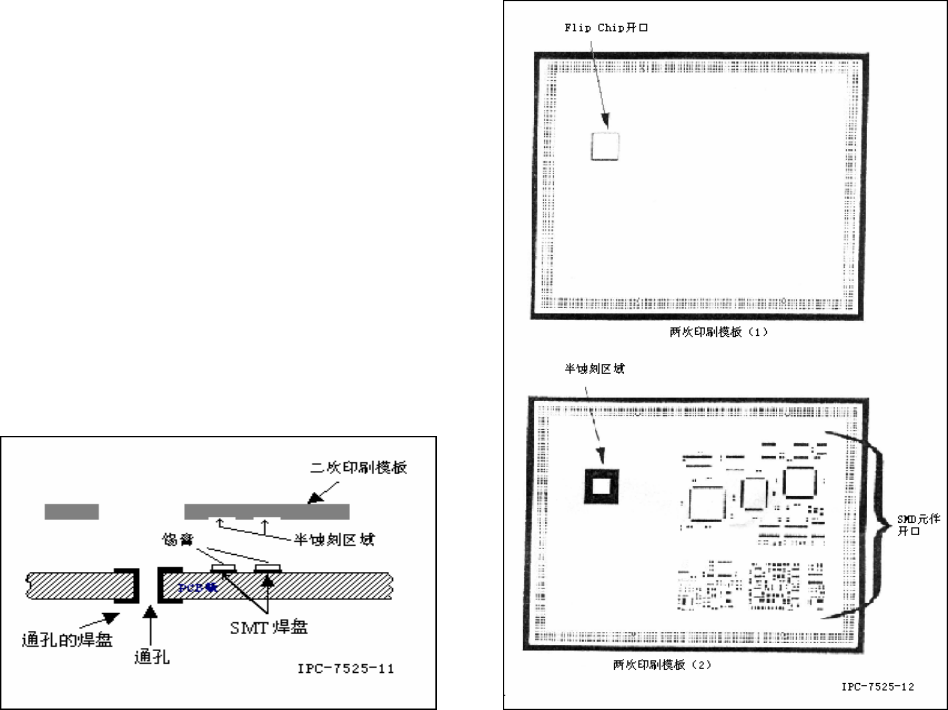
3.3.1.3 可以二次印刷的模板: 一些通孔设备
有大孔的小引脚或者厚的线路板的密集型空白。在
第 10 页 共 12页
使用头两中钢板设计中锡膏量不足肯定会发生。二
次印刷的钢板可以将大量的锡膏输送到通孔里。这
样设计时,一个普通的表面贴装钢板通常是
0.15mm(5.9mil)的厚度将印刷表面贴装焊膏块。如
果表面贴装的锡膏仍然是有粘性的,将用厚一点的
钢板印刷通孔锡膏。这样就会要求设置一个与这种
印刷相一致的第二次钢板印刷。这时,钢板可以要
求多厚就多厚。但是,0.4—0.75mm(16—30mil)
的比较典型。钢板金属片的厚度要求不超过
0.5mm(20mil),由于孔的几何形状较好,激光切割
电抛光过的孔的锡膏脱膜效果不错,整个印刷质量
也很好。模板金属片的连接处表面贴装技术已经印
刷过的至少蚀刻 0.25mm(9.84mil)。二次印刷通孔
模板的截面如图 11 所示。
图 11:二次印刷通孔模板的截面图
3.4 表面贴装和叼焊晶片(Flip chip)混合技术
含有叼焊晶片的个人计算机存储卡国际协会
(PCMCIA)的卡片、TSOPS 和 Chip 元器件就是利用
了这种技术。可以把焊晶片和 SMT 元器件放在卡片
上,所有的元器件同时过回流焊。
3.4.1 表面贴装和叼焊晶片两次印刷的模板
两次印刷的模板配置可以实现这种任务。第一步将
叼焊晶片焊膏或者叼焊晶片焊剂印刷在线路板叼
焊晶片的焊盘的位置上。这种模板厚度一般为
0.05—0.075mm(2.0 或者 3.0mil),孔一般为
0.13—0.18mm(5.12—7.09mil)。当叼焊晶片锡膏/
焊剂仍然有粘性,表面贴装模板就可以印刷表面贴
装锡膏块。此类模板的厚度一般为
0.18mm(7.09mil),叼焊晶片焊膏/焊剂区域蚀刻后
为 0.10mm(3.93mil),如图 12 所示。
图 12:
3.5 蚀刻模板设计:厚薄板有几种应用。下面将
作详细叙述。
3.5.1 Step-down 模板: 印刷细小间距元器件
时会用到比较薄的模板金属片,印刷其它元器件时
要用比较厚的模板金属片;此时就需要这种模板。
例如:要想获得大于 0.66 面积比,0.5mm(20mil)
的细小 BGA 要求 0.1mm(3.9mil)厚的金属片;但
同时同样的线路板上又有需要金属片厚度为
0.13—0.15mm(5.1mil—5.9mil)的元器件。此时设
计钢板时就要注意:细小间距 BGA 部分要求厚度为
0.1mm(3.9mil),模板其它地方的金属片厚度为
0.15mm(5.9mil)。Step 部分可以在印胶的一边也可
以在接触的一边。3.3.1.2 为设计总的路线。
3.5.2 Step-up 模板: 如果模板有一小部分要
求印刷厚一点的焊膏,那么就会使用这种模板。例
如:一块模板上有一个陶瓷 BGA,由于锡球的共面
很高,锡膏的高度为 0.2mm(7.9mil),这就需要此
BGA 处模板的金属片的厚度为 0.20mm,其它表面贴
第 11 页 共 12页
装元器件焊盘需要锡膏的高度为 0.15mm(5.9mil),
则需要金属片的厚度为 0.15mm。这种情况下,模板
上的陶瓷 BGA 处金属片的厚度就要从 0.15mm
(5.9mil)提高到 0.20mm(7.9mil)。另外一种情况
是通孔边上的连接器要求较大的焊膏量。此时,边
缘连接器处的模板金属片的厚度可能会是 0.3mm
(12mil)厚,其他地方的模板金属片的厚度可能
会是 0.15mm(5.9mil)。
3.5.3 包含锡膏传输头的 Step 的模板: 总的来
说,突起部分不应该超过 0.05mm(2.0mil).
3.5.4 蚀刻模板: 这种模板在金属片的连接处
/线路板边上要有减少突起部分。蚀刻模板很有用
的。现举几例:
z 线路板上条形码标记处突起。模板金属片的厚
度可以是 0.15mm(5.9mil),条形码标记的厚度
可以是 0.08mm.。
z 通过调制部分进行测试。模板金属片用调制部
分进行测试,使金属片可以很平地垫到线路板
上。
z 两次印刷的模板,模板金属片上以前印刷过表
面贴装锡膏的地方有深度的调制部分。(见
3.3.1.3 和 3.4.1.)。例如:通孔里面和周围都
要印刷锡膏,此时模板的厚度为 0.5mm(20mil),
为了清除先前已经印刷上的焊膏,连接边突起
部分的厚度减少到 0.3mm。
z 在陶瓷元器件的角上使用焊料抵抗基座。模板
金属片上蚀刻部分提供了一个很好的垫子。避
开陶瓷无铅元器件可以提高元器件的清洗速
度,增加焊料连接的长度。
3.6 基准点: 基准点根据需要观察的角度可以
放在印胶的那一边上或者接触边上,为了形成对
比,一般涂黑。通常他们是直径为
1.0—1.5mm(39.4—59.1mil)的实心圆点。他们可
能是半蚀刻的、激光刻的或者是蚀刻的通孔。
3.6.1 球状基准点: 基准点放在离线路板边角
最少 5mm(0.20 英寸)的位置上。
3.6.2 局部基准点: 基准点放在主要元器件的
边上,比如:细间距 QFP。
4 模板制作
4.1 金属片: 化学蚀刻和激光切割一般使用不
锈钢钢片,有特殊要求时也会使用塑料材料。电铸
模板一般使用镍合金材料。
4.2 网框: 网框的大小可以参考 OEM 模板印刷
操作手册。网框可以是管状的也可以是铸铝的,边
上是用胶粘上去的。有一些金属片直接使用,不需
要边或者永久性地将它和网框粘在一起。
4.3 模板的聚酯胶: 聚酯是标准的材料,但不
锈刚钢片也可以使用。
4.4 模板制作技术: 模板制作可能会涉及到添
加的或者减少的方法。添加时的方法,如:电铸就
要增加金属材料来形成模板金属片。减少时的方
法,如:为了开口的需要,从金属片上减区一些金
属,激光切割和化学蚀刻就是运用的这种方法。
4.4.1 化学蚀刻: 制作化学蚀刻模板是使用图
片成像技术在金属片的两边适当切割至合适的网
框大小。一种双面成像技术,和引脚的要求非常的
一致,数据处理好之后,打印出菲林,然后翻片、
对版后制作。菲林打印出来的孔一般比实际的要
小,蚀刻过后,孔的大小和实际需要的大小一样。
4.4.2 激光切割: 激光模板是用激光设备运行
软件切割激光数据。和化学蚀刻不一样,此时不需
要用光学仪器。激光只从一边切割,锥形孔壁是激
光切割模板的不可分割的一部分。除非有特殊说明
的,在连接边上的孔要比印胶边上的大。
4.4.3 电铸:
4.4.4 混合模板: 线路板上有标准组装线和细
间距组装线,模板可以用激光切割和化学蚀刻制
作。同时使用激光切割和化学蚀刻技术的就叫做混
合模板。
4.4.5 梯形孔: 梯形孔可以用来加大锡膏的流
量。化学蚀刻过程中,Z 为梯形范围(如图 13)。
对于激光切割和电铸过程来说,梯形孔是整个过程
中的一部分钢板供应商可以定范围。