IPC-7525 钢网设计规则.pdf - 第12页
第 12 页 共 12 页 图 13:梯形孔 4.4.6 另 外 的一些选项: 为了减少 焊膏和孔避 的磨察、 便于下锡,制作模板时可能还需要其它一 些步骤: z 电抛光: 减少的步骤 (在金属片上减少) 。可 以 是化学抛光也可以是电抛光。 z 电镀: 增加的步骤(在金属片上增加) 。 5 模板装备 5. 1 图形在金属片上 的位置: 线路板可以居 中 也可以远离中心。要用线路板角上的 mark 点或者 线路板的辅边来定位。 如果文件…
第 10 页 共 12页
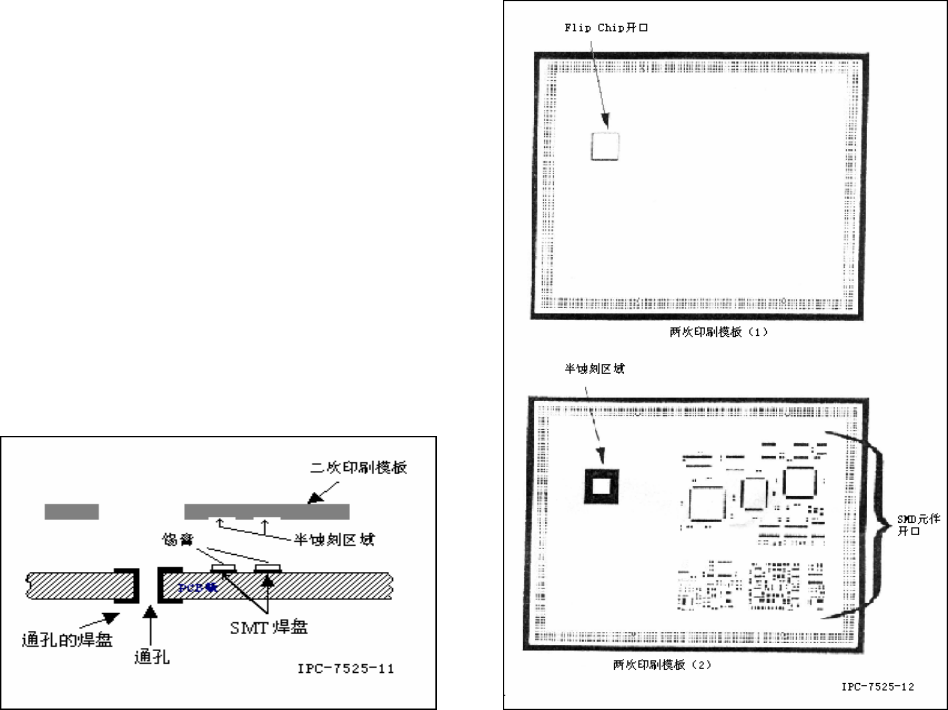
使用头两中钢板设计中锡膏量不足肯定会发生。二
次印刷的钢板可以将大量的锡膏输送到通孔里。这
样设计时,一个普通的表面贴装钢板通常是
0.15mm(5.9mil)的厚度将印刷表面贴装焊膏块。如
果表面贴装的锡膏仍然是有粘性的,将用厚一点的
钢板印刷通孔锡膏。这样就会要求设置一个与这种
印刷相一致的第二次钢板印刷。这时,钢板可以要
求多厚就多厚。但是,0.4—0.75mm(16—30mil)
的比较典型。钢板金属片的厚度要求不超过
0.5mm(20mil),由于孔的几何形状较好,激光切割
电抛光过的孔的锡膏脱膜效果不错,整个印刷质量
也很好。模板金属片的连接处表面贴装技术已经印
刷过的至少蚀刻 0.25mm(9.84mil)。二次印刷通孔
模板的截面如图 11 所示。
图 11:二次印刷通孔模板的截面图
3.4 表面贴装和叼焊晶片(Flip chip)混合技术
含有叼焊晶片的个人计算机存储卡国际协会
(PCMCIA)的卡片、TSOPS 和 Chip 元器件就是利用
了这种技术。可以把焊晶片和 SMT 元器件放在卡片
上,所有的元器件同时过回流焊。
3.4.1 表面贴装和叼焊晶片两次印刷的模板
两次印刷的模板配置可以实现这种任务。第一步将
叼焊晶片焊膏或者叼焊晶片焊剂印刷在线路板叼
焊晶片的焊盘的位置上。这种模板厚度一般为
0.05—0.075mm(2.0 或者 3.0mil),孔一般为
0.13—0.18mm(5.12—7.09mil)。当叼焊晶片锡膏/
焊剂仍然有粘性,表面贴装模板就可以印刷表面贴
装锡膏块。此类模板的厚度一般为
0.18mm(7.09mil),叼焊晶片焊膏/焊剂区域蚀刻后
为 0.10mm(3.93mil),如图 12 所示。
图 12:
3.5 蚀刻模板设计:厚薄板有几种应用。下面将
作详细叙述。
3.5.1 Step-down 模板: 印刷细小间距元器件
时会用到比较薄的模板金属片,印刷其它元器件时
要用比较厚的模板金属片;此时就需要这种模板。
例如:要想获得大于 0.66 面积比,0.5mm(20mil)
的细小 BGA 要求 0.1mm(3.9mil)厚的金属片;但
同时同样的线路板上又有需要金属片厚度为
0.13—0.15mm(5.1mil—5.9mil)的元器件。此时设
计钢板时就要注意:细小间距 BGA 部分要求厚度为
0.1mm(3.9mil),模板其它地方的金属片厚度为
0.15mm(5.9mil)。Step 部分可以在印胶的一边也可
以在接触的一边。3.3.1.2 为设计总的路线。
3.5.2 Step-up 模板: 如果模板有一小部分要
求印刷厚一点的焊膏,那么就会使用这种模板。例
如:一块模板上有一个陶瓷 BGA,由于锡球的共面
很高,锡膏的高度为 0.2mm(7.9mil),这就需要此
BGA 处模板的金属片的厚度为 0.20mm,其它表面贴
第 11 页 共 12页
装元器件焊盘需要锡膏的高度为 0.15mm(5.9mil),
则需要金属片的厚度为 0.15mm。这种情况下,模板
上的陶瓷 BGA 处金属片的厚度就要从 0.15mm
(5.9mil)提高到 0.20mm(7.9mil)。另外一种情况
是通孔边上的连接器要求较大的焊膏量。此时,边
缘连接器处的模板金属片的厚度可能会是 0.3mm
(12mil)厚,其他地方的模板金属片的厚度可能
会是 0.15mm(5.9mil)。
3.5.3 包含锡膏传输头的 Step 的模板: 总的来
说,突起部分不应该超过 0.05mm(2.0mil).
3.5.4 蚀刻模板: 这种模板在金属片的连接处
/线路板边上要有减少突起部分。蚀刻模板很有用
的。现举几例:
z 线路板上条形码标记处突起。模板金属片的厚
度可以是 0.15mm(5.9mil),条形码标记的厚度
可以是 0.08mm.。
z 通过调制部分进行测试。模板金属片用调制部
分进行测试,使金属片可以很平地垫到线路板
上。
z 两次印刷的模板,模板金属片上以前印刷过表
面贴装锡膏的地方有深度的调制部分。(见
3.3.1.3 和 3.4.1.)。例如:通孔里面和周围都
要印刷锡膏,此时模板的厚度为 0.5mm(20mil),
为了清除先前已经印刷上的焊膏,连接边突起
部分的厚度减少到 0.3mm。
z 在陶瓷元器件的角上使用焊料抵抗基座。模板
金属片上蚀刻部分提供了一个很好的垫子。避
开陶瓷无铅元器件可以提高元器件的清洗速
度,增加焊料连接的长度。
3.6 基准点: 基准点根据需要观察的角度可以
放在印胶的那一边上或者接触边上,为了形成对
比,一般涂黑。通常他们是直径为
1.0—1.5mm(39.4—59.1mil)的实心圆点。他们可
能是半蚀刻的、激光刻的或者是蚀刻的通孔。
3.6.1 球状基准点: 基准点放在离线路板边角
最少 5mm(0.20 英寸)的位置上。
3.6.2 局部基准点: 基准点放在主要元器件的
边上,比如:细间距 QFP。
4 模板制作
4.1 金属片: 化学蚀刻和激光切割一般使用不
锈钢钢片,有特殊要求时也会使用塑料材料。电铸
模板一般使用镍合金材料。
4.2 网框: 网框的大小可以参考 OEM 模板印刷
操作手册。网框可以是管状的也可以是铸铝的,边
上是用胶粘上去的。有一些金属片直接使用,不需
要边或者永久性地将它和网框粘在一起。
4.3 模板的聚酯胶: 聚酯是标准的材料,但不
锈刚钢片也可以使用。
4.4 模板制作技术: 模板制作可能会涉及到添
加的或者减少的方法。添加时的方法,如:电铸就
要增加金属材料来形成模板金属片。减少时的方
法,如:为了开口的需要,从金属片上减区一些金
属,激光切割和化学蚀刻就是运用的这种方法。
4.4.1 化学蚀刻: 制作化学蚀刻模板是使用图
片成像技术在金属片的两边适当切割至合适的网
框大小。一种双面成像技术,和引脚的要求非常的
一致,数据处理好之后,打印出菲林,然后翻片、
对版后制作。菲林打印出来的孔一般比实际的要
小,蚀刻过后,孔的大小和实际需要的大小一样。
4.4.2 激光切割: 激光模板是用激光设备运行
软件切割激光数据。和化学蚀刻不一样,此时不需
要用光学仪器。激光只从一边切割,锥形孔壁是激
光切割模板的不可分割的一部分。除非有特殊说明
的,在连接边上的孔要比印胶边上的大。
4.4.3 电铸:
4.4.4 混合模板: 线路板上有标准组装线和细
间距组装线,模板可以用激光切割和化学蚀刻制
作。同时使用激光切割和化学蚀刻技术的就叫做混
合模板。
4.4.5 梯形孔: 梯形孔可以用来加大锡膏的流
量。化学蚀刻过程中,Z 为梯形范围(如图 13)。
对于激光切割和电铸过程来说,梯形孔是整个过程
中的一部分钢板供应商可以定范围。
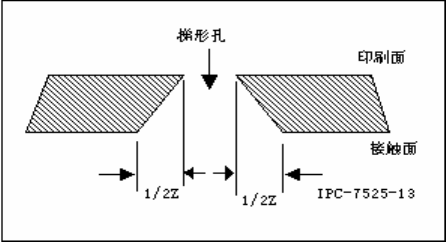
第 12 页 共 12页
图 13:梯形孔
4.4.6 另外的一些选项: 为了减少焊膏和孔避
的磨察、便于下锡,制作模板时可能还需要其它一
些步骤:
z 电抛光:减少的步骤(在金属片上减少)。可以
是化学抛光也可以是电抛光。
z 电镀:增加的步骤(在金属片上增加)。
5 模板装备
5.1 图形在金属片上的位置: 线路板可以居中
也可以远离中心。要用线路板角上的 mark 点或者
线路板的辅边来定位。如果文件里没有这些,线路
板的实际图象或者是基准点就要用来定位了。如果
不止一个线路板或者是拼版放在一块模板上,图和
图之间至少 50mm(2.0 英寸)的距离。
5.2 居中: 对于许多单一的机械张力和印刷结
果而言,一般模板是居中放在外框上的。特殊的印
刷机型有特殊的居中要求。
5.3 另外的一些设计原则:
除非特殊原因,一般使用以下原则:
z 网框和金属片之间的距离最少为 20mm(0.29 英
寸)
z 为了便于锡膏的储存和胶水的流失粘胶的里边
和图象边的最少距离为 50mm(2.0 英寸)
6 模板订购
模板是通过供应商向客户提供 P.O 后协商决定的。
文件数据、材料类型、制作方法和特殊要求等一般
要列在 P.O 单里(见附件 1)。
7 用户模板检验和认证
从供应商那里收到模板后,用户要制定检验单来认
证模板是否制作正确并且运输的过程中是否有损
坏。
对于检验模板,下面提供了一些总的原则:
z 金属片要被检验有无化学腐蚀
z 金属片是否能够防止破坏(凹痕、折痕、金属
空白)
z 张力
z 需要检验图象和外框之间的距离(根据印刷机
的说明)。打印的菲林或者硫酸纸可以帮助检验
线路板和模板外框之间的空白。
z 模板上的图象要与线路板相符合。
z 图象的边是否正确的放在金属片上了,有无损
坏。
z 网框的大小和型号也要检验。
z 模板刻自是否正确(如零件号码、版号等)。
z 模板的厚度是否正确。
z 蚀刻的模板是否蚀刻正确。
z 基准点的质量和位置是否正确。
8 模板清洗
模板合适的设置和清洗有助于保证模板再次印刷
的质量。模板的清洗和生产模板的原料也是一致
的。锡膏和焊剂的生产厂商、模板制造商和清洗设
备生产商对模板的使用寿命、基准点、胶水的质量
都会有很大的影响。
9 使用寿命
模板应该定期检查是否损坏、有无影响印刷质量。
相关信息请参考 7 部分的检验规则。