TM1836_儐乕僓乕掕媊_儅僔儞抜庢傝_媄弍愢柧暥彂.pdf - 第9页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソフト開発グループ MDOC-SOFT50064 9/12 Step2. 「プレー ト A」 のバー コードを読み取ります 。 ※予め 「プレート A」 を意味 するバーコードを添付 してくださ い。 1. 作業が完 了したら、取 り付けた 「 プレートA」 を読 み取ります。 2. 自動的 に取り外さ れた 「プレートA 」 の読み取り …
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50064
8/12
4.2.2
4.2.24.2.2
4.2.2 不要部材
不要部材不要部材
不要部材の
のの
の取
取取
取り
りり
り外
外外
外し
しし
し作業
作業作業
作業(
((
(バーコード
バーコードバーコード
バーコード読
読読
読み
みみ
み取
取取
取りによる
りによるりによる
りによる作業
作業作業
作業)
))
)
同一ユーザー定義_名称にて、例えば、現在付いている部材が 2 つ。 そこから不要部材を 1 つ取り
外す場合 (必要な部材が 1 つ残る場合)、その部材を 1 回読み取った時点で、2 つめの部材は自
動的に 「取り外した」 と判断します。
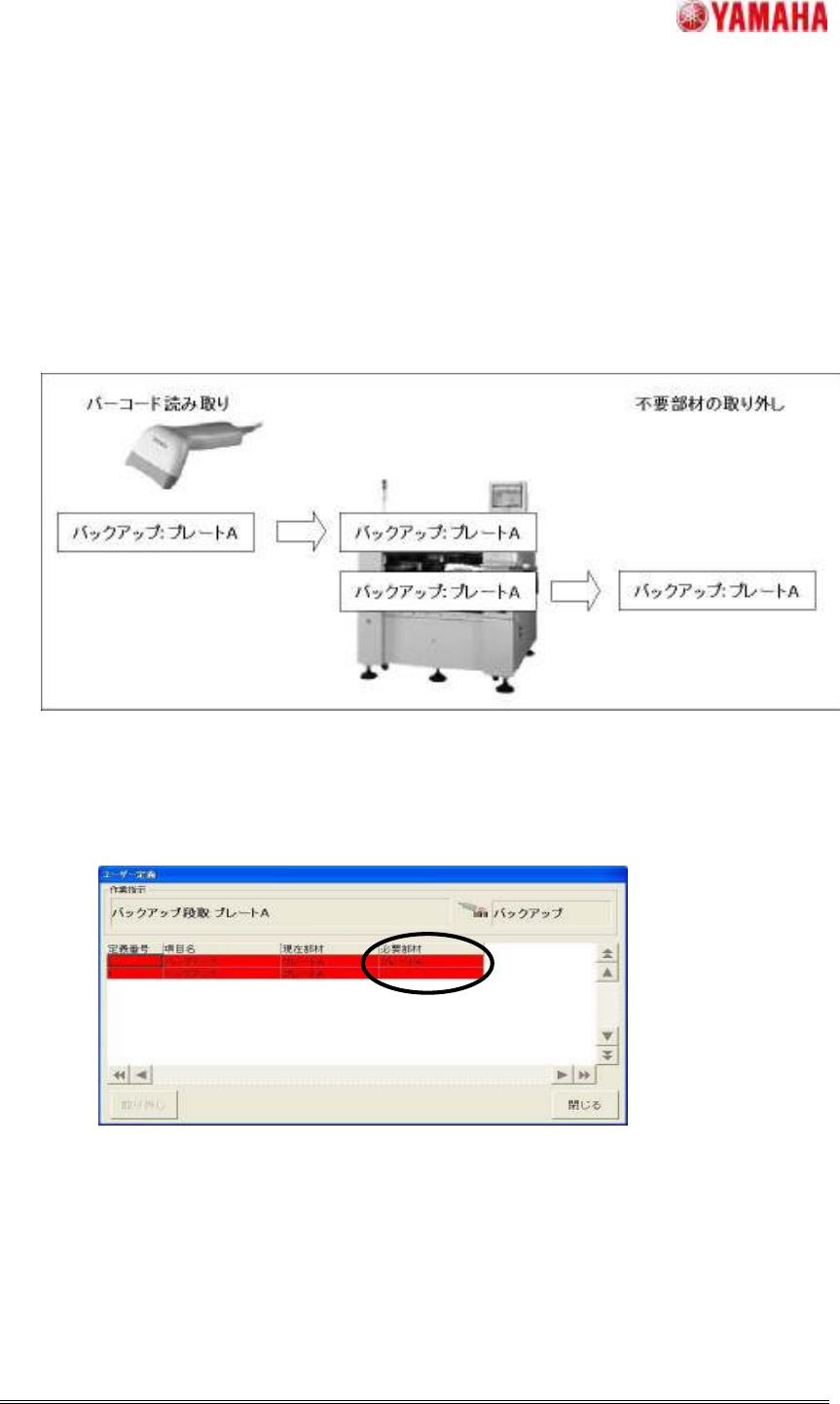
例 1:段取り替えにより、ユーザー定義_名称 「バックアップ」 の部材 「プレート A」 の数が 2 つから
1 つに変化した場合。(ツインプッシュアップ対応マシンの際)
Step1. 「バックアップ」 の 「プレート A」 を段取りします。
1. [ユーザー定義]ダイアログに表示されている内容を確認します。
(「バックアップ」の現在部材が2つ、1つが必要部材で、1つが不要部材です。)
2. 内容に従い、必要な「プレートA」 を 1 つ取り付けて、不要な「プレートA」 を 1 つ取り外し
ます。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50064
9/12
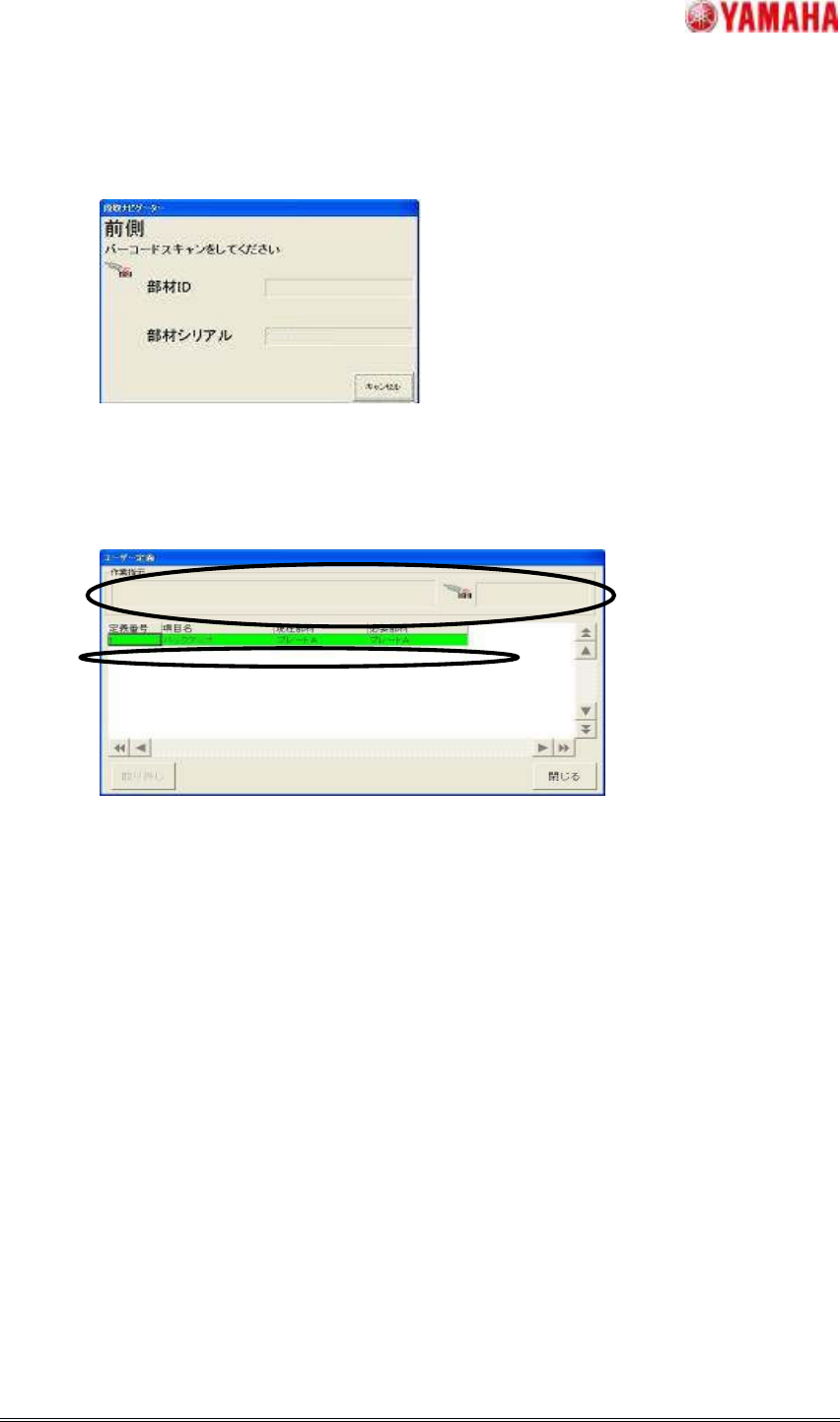
Step2. 「プレート A」 のバーコードを読み取ります。
※予め 「プレート A」 を意味するバーコードを添付してください。
1. 作業が完了したら、取り付けた 「プレートA」 を読み取ります。
2. 自動的に取り外された 「プレートA」 の読み取りは不要です。
Step3. 読み取った 「プレート A」 が 1 つ取り付き、読み取らなかった 「プレート A」 が 1 つ取り外
され、作業指示が無くなります。 段取りが完了しました。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50064
10/12
4.2.3
4.2.34.2.3
4.2.3 不要部材
不要部材不要部材
不要部材の
のの
の取
取取
取り
りり
り外
外外
外し
しし
し作業
作業作業
作業(
((
([
[[
[取
取取
取り
りり
り外
外外
外し
しし
し]
]]
] ボタン
ボタンボタン
ボタンによる
によるによる
による作業
作業作業
作業)
))
)
[取り外し] ボタンで不要部材の取り外しを行います。
※[取り外し] ボタンは、同一ユーザー定義_名称に必要部材が無く、「不要部材」 だけの場合にの
み機能します。
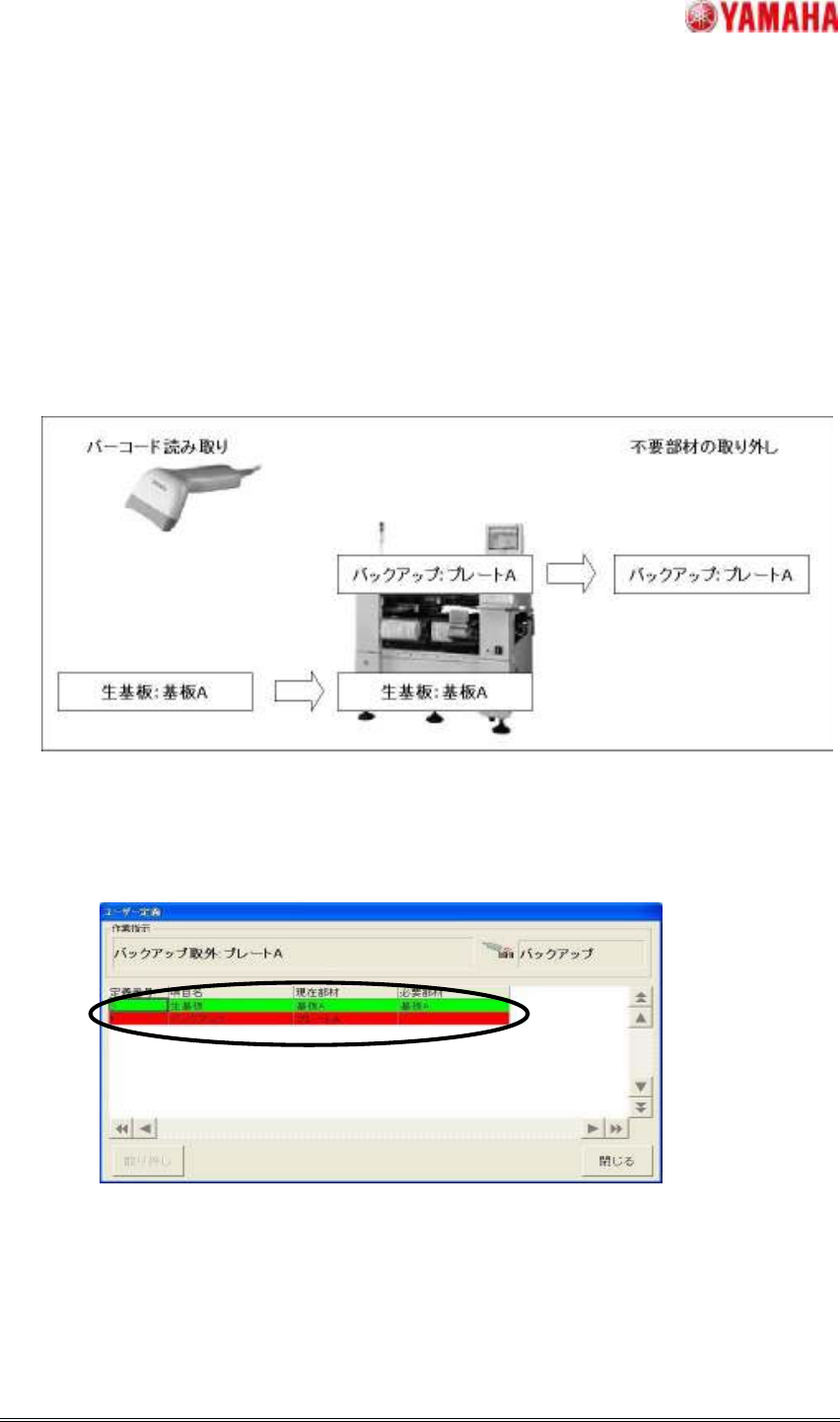
例 1:段取り替えにより、ユーザー定義_名称 「バックアップ」 が不要の場合
既に 「バックアップ」 が 1 つ取り付いているが、この基板データでは 「バックアップ」 が不要なの
で、「不要部材」 となります。
Step1. 「バックアップ」 の 「プレート A」 を段取りします。
1. [ユーザー定義]ダイアログに表示されている内容を確認します。
(「バックアップ」の必要部材が無いため、不要部材となります)
2. 内容に従い、1つ「プレートAを取り外し」ます。