贴膜机操作指导.pdf - 第10页
深圳市华深达自动化 机械有限公司 邮箱: shengzhenh2@163.com 9 3-7-3 手动操作画 面: 点击相应按 钮即可实 现相应动作, 点击下方的 三个按钮 , 可以切换到相 应界 面,如下图所 示: 3-7-4 执行生产画面: 报警清除: 用于设备报警处理后,点击清除 PLC 记忆的错误,重新开始 报警清除: 此按钮为清除 PLC 中设定的错误提示,相关错误会在报警走马灯中提示信息。 产品等待: 此按钮为产品等待和保护…
深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
8
膜的底纸的密度不同,才能知道数值。。。。
3-5 贴膜位置调整
☆ 贴膜位置根据待贴工件需要,制作对应治具,前后左右贴膜位置可通过移动治具调整;
☆ 高度调整步骤:
1、把选择开关调到手动;
2、手动把剥膜气缸推到右边;
3、手动把吸头的吸膜和贴膜两个气缸压下;
4 、 调 整 工 件 所 贴 面 比 吸 头 海 绵 面 高 大 概 2mm 。
3-6 贴膜流程
1、人手把待贴工件放到治具上;
2、按下脚踏开关;
3、机器自动把保护膜贴好;
4、人手把工件取出。(如此循环)
3-7 人机界面的操作
3-7-1 启动画面:点击任意位置进入设备操作系统主画面
3-7-2 操作主画面: 可在此点击进入 各操作模式
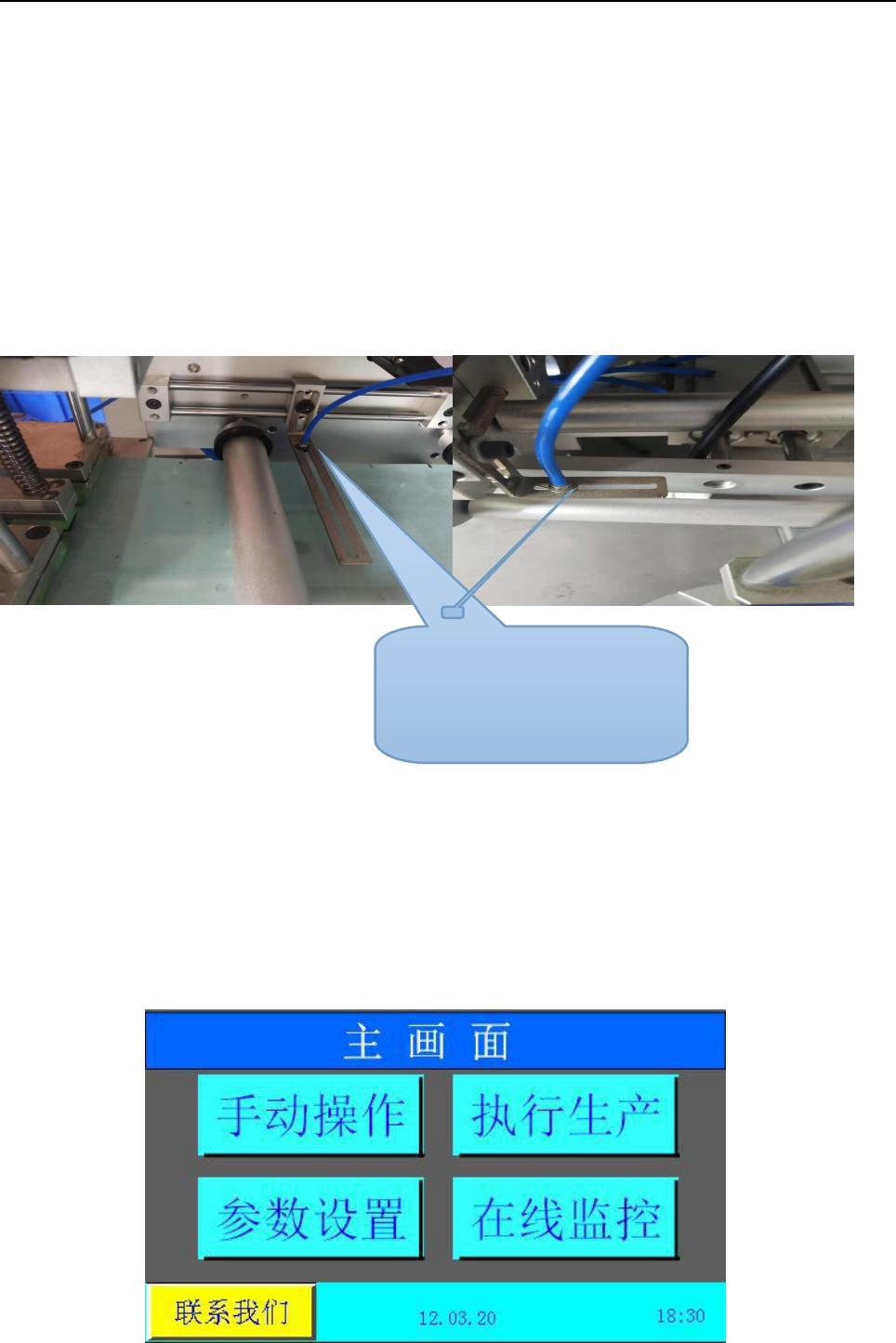
感应光纤,一定要对住孔,不
要偏外,感应头越细小,就越
精准,安装保护膜的时候注意
不要搞歪变形,
深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
9
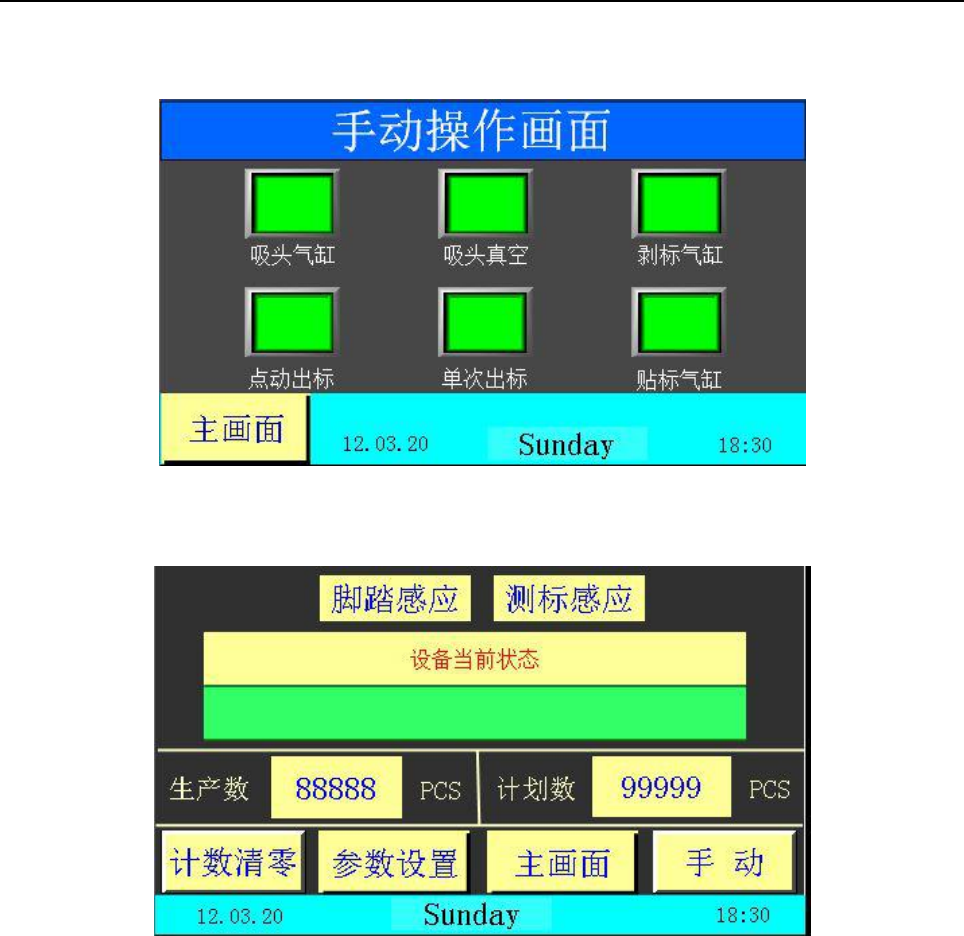
3-7-3 手动操作画面:
点击相应按钮即可实现相应动作,点击下方的三个按钮,可以切换到相应界
面,如下图所示:
3-7-4 执行生产画面:
报警清除:用于设备报警处理后,点击清除 PLC 记忆的错误,重新开始
报警清除:此按钮为清除 PLC 中设定的错误提示,相关错误会在报警走马灯中提示信息。
产品等待:此按钮为产品等待和保护膜等待切换,是两个不同的工作顺序。
产品等待为:将产品放到贴膜工位后,启动脚踏开关,设备开始剥膜吸膜贴膜的动作
保护膜等待为:保护膜处于等待贴产品的状态,启动脚踏开关后,直接贴膜,并且完成下一
回合的保护膜剥离,处于等待产品的状态。
启动:此按钮为启动设备的自动状态。
停止:此按钮停止自动状态。
生产数:显示当前的生产数量。
计划数:显示设定的计划数量,生产数与计划数相同时设备停止贴膜自动状态,待计数清零
后,按报警清除才能重新启动。

深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
10
计数清零:此按钮在自动停止的状态下,持续按住 2 秒后清除生产数,将生产数置零。
3-7-5 参数设置画面
手动牵引速度:点击可进行输入,当前数字为手动操作是,牵引电机的脉冲频率。
自动牵引速度:点击可进行输入,当前数字为自动操作是,牵引电机的脉冲频率。
测膜过滤次数:点击可进行输入,当前数字为牵引电机动作时,经过几个信号才确认为一个
保护膜间隔。单张保护膜时,设置为 0
覆膜时长:点击可进行输入,当前数字为贴膜气缸贴膜后延后升起的时间,单位为秒。
出膜报警时长:点击可进行输入,当前数字为牵引电机动作后,超出设定的时间没有得到保
护膜信号时报警,单位为秒。
剥膜气缸退时长:点击可进行输入,当前数字为剥膜气缸复位的延后时间,单位为秒。
3-7-5 在线监画面当前指示灯为红色时,表示系统对相关的元件处于工作状态
第四章 常见故障和排除