贴膜机操作指导.pdf - 第11页
深圳市华深达自动化 机械有限公司 邮箱: shengzhenh2@163.com 10 计数清零: 此按钮在自动停止的状态下,持续按住 2 秒后清除生产数,将生产数置零。 3-7-5 参数设置画面 手动牵引速度: 点击可进行输入,当前数字为手动操作是,牵引电机的脉冲频率。 自动牵引速度: 点击可进行输入,当前数字为自动操作是,牵引电机的脉冲频率。 测膜过滤 次数: 点击可进行输入 ,当前数字为牵 引电机动作时, 经过几个信号才确 认为一…
深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
9
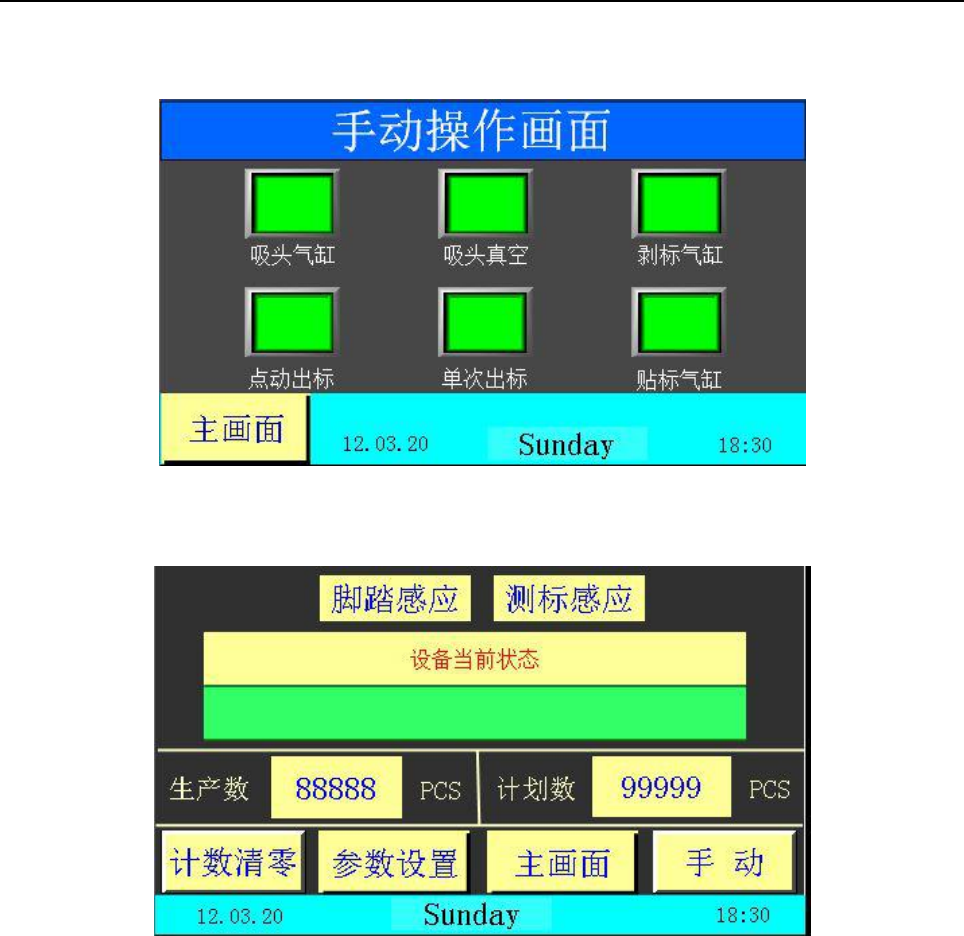
3-7-3 手动操作画面:
点击相应按钮即可实现相应动作,点击下方的三个按钮,可以切换到相应界
面,如下图所示:
3-7-4 执行生产画面:
报警清除:用于设备报警处理后,点击清除 PLC 记忆的错误,重新开始
报警清除:此按钮为清除 PLC 中设定的错误提示,相关错误会在报警走马灯中提示信息。
产品等待:此按钮为产品等待和保护膜等待切换,是两个不同的工作顺序。
产品等待为:将产品放到贴膜工位后,启动脚踏开关,设备开始剥膜吸膜贴膜的动作
保护膜等待为:保护膜处于等待贴产品的状态,启动脚踏开关后,直接贴膜,并且完成下一
回合的保护膜剥离,处于等待产品的状态。
启动:此按钮为启动设备的自动状态。
停止:此按钮停止自动状态。
生产数:显示当前的生产数量。
计划数:显示设定的计划数量,生产数与计划数相同时设备停止贴膜自动状态,待计数清零
后,按报警清除才能重新启动。

深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
10
计数清零:此按钮在自动停止的状态下,持续按住 2 秒后清除生产数,将生产数置零。
3-7-5 参数设置画面
手动牵引速度:点击可进行输入,当前数字为手动操作是,牵引电机的脉冲频率。
自动牵引速度:点击可进行输入,当前数字为自动操作是,牵引电机的脉冲频率。
测膜过滤次数:点击可进行输入,当前数字为牵引电机动作时,经过几个信号才确认为一个
保护膜间隔。单张保护膜时,设置为 0
覆膜时长:点击可进行输入,当前数字为贴膜气缸贴膜后延后升起的时间,单位为秒。
出膜报警时长:点击可进行输入,当前数字为牵引电机动作后,超出设定的时间没有得到保
护膜信号时报警,单位为秒。
剥膜气缸退时长:点击可进行输入,当前数字为剥膜气缸复位的延后时间,单位为秒。
3-7-5 在线监画面当前指示灯为红色时,表示系统对相关的元件处于工作状态
第四章 常见故障和排除
深圳市华深达自动化机械有限公司 邮箱:shengzhenh2@163.com
11
☆ 吸头无法吸住保护膜
原因:1、气压不够(加大气压)
2、吸孔堵住(清理气孔)
3、吸头和剥膜板不平行(重新调平行)
4、吸头多余的气孔漏气
☆ 膜带走偏
原因:1、同侧限位圈不在同一平面(先把限位圈松开,让膜带走约 0.5 米后,重新调
整限位圈)
2、剥膜板歪斜(重新调整,与滚筒平行)
☆ 剥膜机构上下膜带过松
原因:剥膜机构上方与下方膜带不平行
确认绕保护膜是否错误
☆ 连续剥膜
原因:电眼未调整好(按电眼设置步骤重新设置)
保护膜有效位置没有经过电眼检测焦点
第五章 注意事项
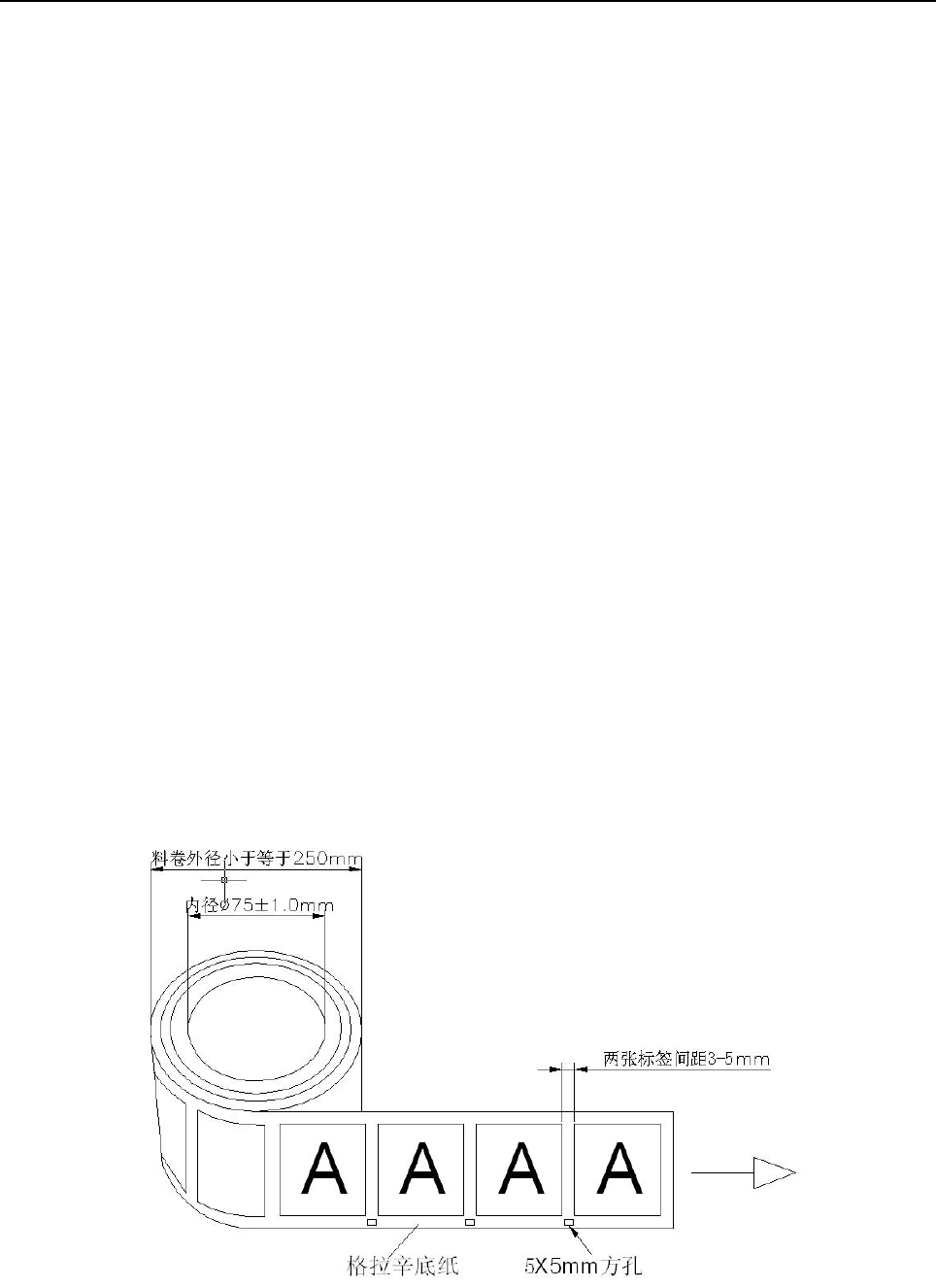
5-1 保护膜制作
请按下图制作保护膜
5-2 机器保养☆ 机械保养(清理灰尘,防锈);☆ 长时间不使用机器,应把电源断开;