HDF操作.pdf - 第7页
松下电器机电 ( 上海 ) 有限公司 上海市浦东新区 陆家嘴东路 166 号中 保大厦 6 楼 邮编 :200120 Floor 6,ZhongBao Mansion, 166East Road LuJiaZui PuD ong Ne w District, Sh anghai,China 200120 T el: ( 021 ) 586661 1 1 Fax: ( 0 21 ) 58665680 第 7 页 共 15 页 P anas…
松下电器机电(上海)有限公司
上海市浦东新区陆家嘴东路 166 号中保大厦 6 楼 邮编:200120
Floor6,ZhongBao Mansion,166East Road LuJiaZui PuDong
New District, Shanghai,China 200120
Tel: ( 021 ) 58666111 Fax: ( 021 ) 58665680
第 6 页 共 15 页
Panasonic
松下电器
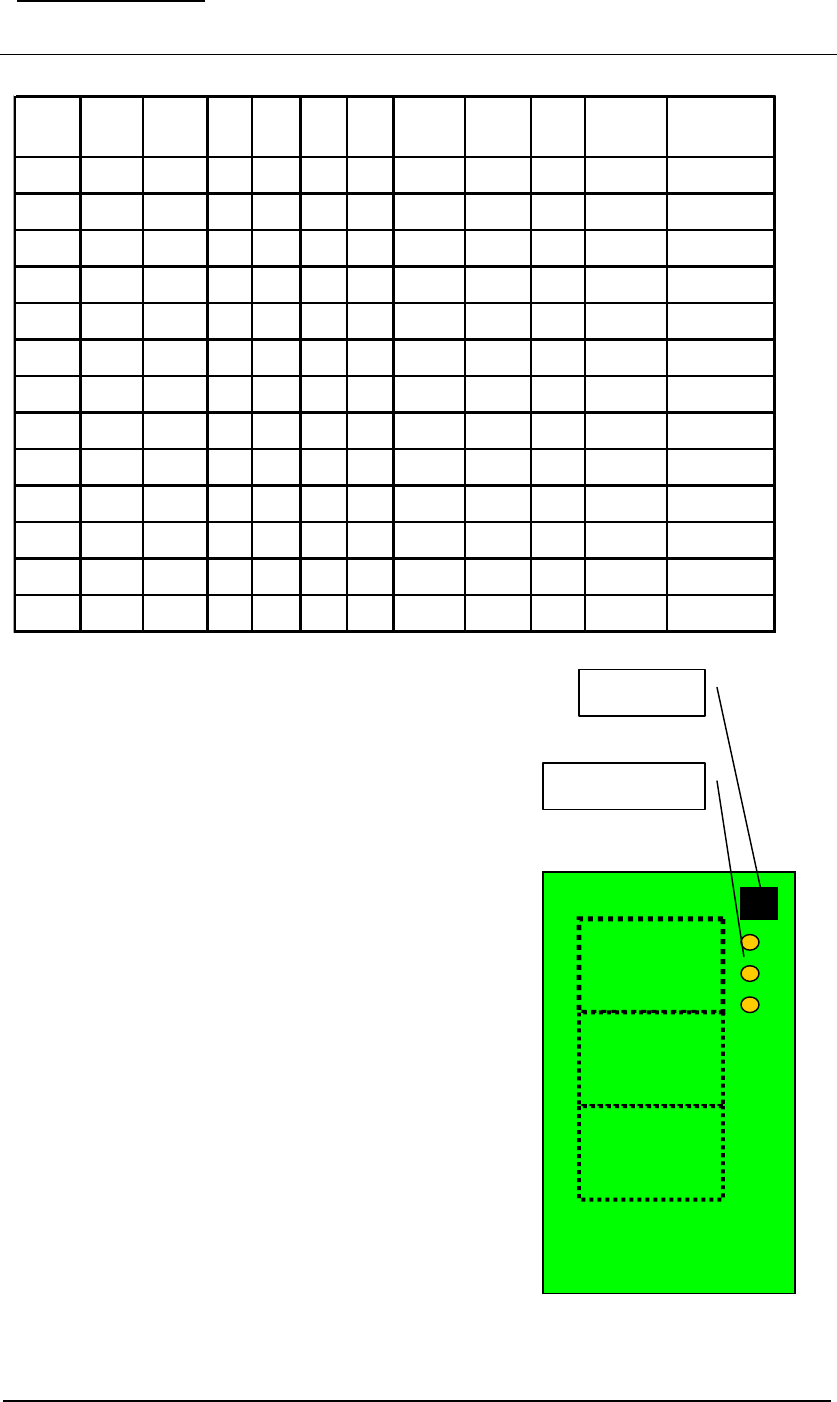
NC 程序的编辑:
1 0 0 0
0
2 0 0 0 0 0 0
A
2 0 100 0
02
0 0 0 0 0 0
B
3 0 200 0
02
0 0 0 0 0 0
C
4 0 220 0
00
0 0 0 0 0 1
D
5 0 230 0
00
0 0 0 0 0 1
E
6 0 240 0
00
0 0 0 0 0 1
F
7 0 250 0
00
0 0 0 0 0 1
G
8 0 0 0 00 0 0 0 3 0 0
H
9 -7 85 1 00 0 0 0 0 0 0 C101
10 -7.5 85 1 00 0 0 0 0 0 0 R105
11 -8 85 1 00 0 0 0 0 0 0 R204
12 -8.5 85 3 00 0 0 0 0 0 0 C106
a b c d e f g h I j k l
BLOCK
NO.
X
COOR
Y
COOR
Z
NO
S&R
DISP
Θ
NOT
DISP
SKIP
BLOCK
MARK
TEACH
SPC.
FUNC
BAD
MARK
COMMENT
、
程序功能介绍:
a:表示程序的步数
b:表示点胶点的 X 方向坐标
c:表示点胶点的 Y 方向坐标
d:表示采用 Z 的点胶量
e:表示拼版图形
f:表示该点胶头的旋转方向表示该点胶点是否进行点胶
g:表示该点胶点是否进行点胶
h:表示该点胶点是否跳步(不进行点胶)
I:表示该 PCB 板的 MARK 的形式
J:特别功能
K:表示该 PCB 板进行坏板标记识别
L:PCB 板上的元件位号。
以上程序的机器执行动作解释:
A~C:拼版语句表示该程序的 PCB 板有 3 拼版组成。
D:表示该拼版的坏板标记有主坏板标记。
E:表示第一拼版(母板)的坏标记的坐标(任意位置)
F:表示第二拼版坏标记的坐标(任意位置)
G:表示第三拼版的坏标记的坐标(任意位置)
H:表示该拼版的标记采用拼版标记识别。
以下是点胶点的坐标。
主坏标记
拼版的坏标记
松下电器机电(上海)有限公司
上海市浦东新区陆家嘴东路 166 号中保大厦 6 楼 邮编:200120
Floor6,ZhongBao Mansion,166East Road LuJiaZui PuDong
New District, Shanghai,China 200120
Tel: ( 021 ) 58666111 Fax: ( 021 ) 58665680
第 7 页 共 15 页
Panasonic
松下电器
利用机器进行 NC 编程的注意点:
1. 单板的 PCB 板进行编辑时,PCB 板的一边紧靠固定侧轨道然后再进行 PCB 板的固
定。
2. 拼版的 PCB 进行编辑一定要确认 PCB 板固定是否与固定侧轨道平行(检查方法利
用机器照相机对拼版上的相应点进行确认)。
3. 机器的拼版之间的距离一定是母板上进行胶点的第一点与第二拼版第一点胶点
之间的距离输入。
4. 如果拼版之间没有发生角度旋转,侧拼版坐标有一个坐标一定是[0]。
5. 第一拼版的 S&R 的角度旋转一定为[0]。
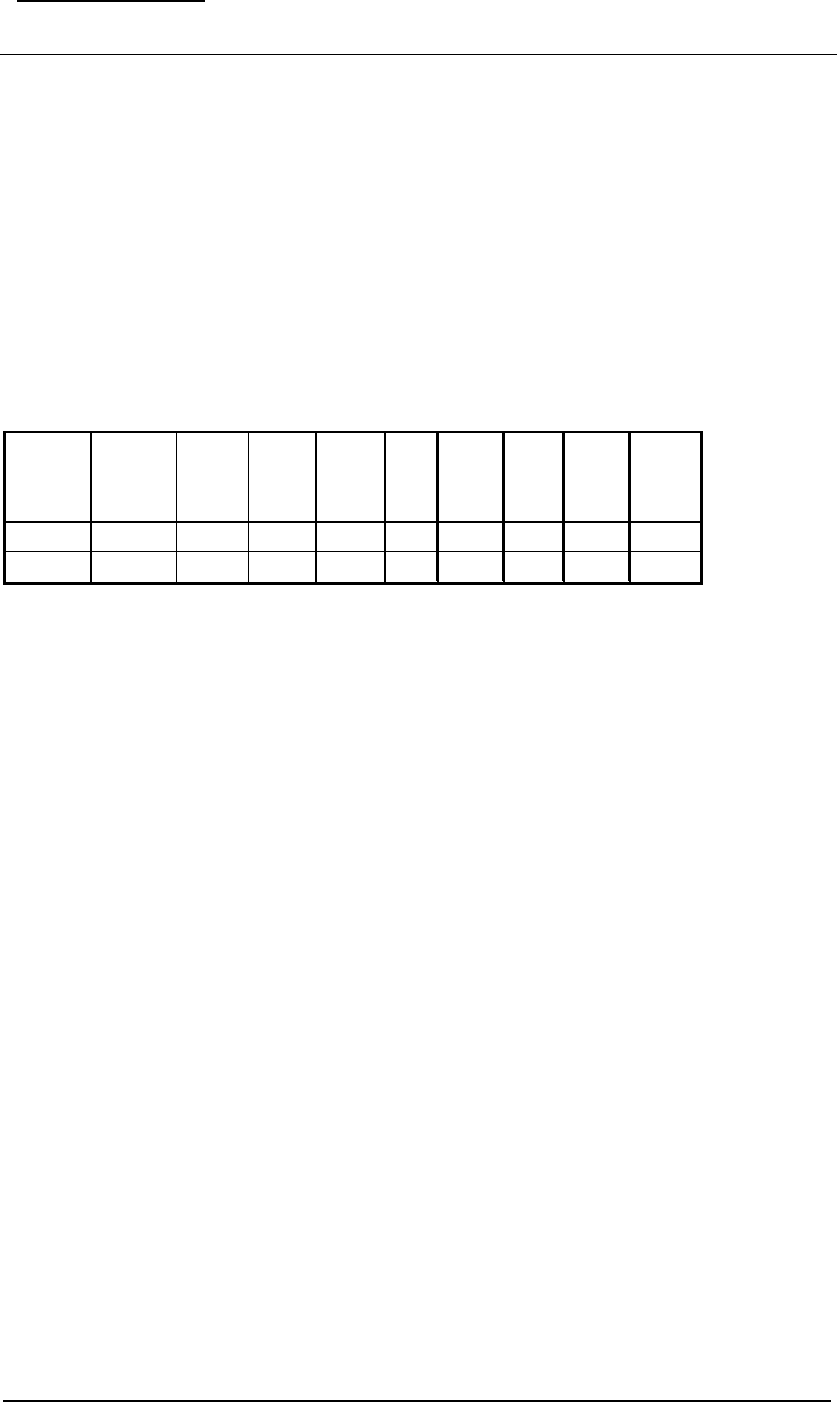
部品库编辑:
NO. 10 PARTS SHAPE CODE: SOP28P PARTS CLASS :
1 1 3 4 4 9 9.9 0 0 0
A B C D E F G H I J
DISP
TANK
SELECT
DISP
DIR
HEAD
POS
DATA
HEAD
UP
SPEED
HEAD
DOWN
SPEED
DISP
NOS.
FREE
DISP
POS.
LARGE
DISP
DISP
PITCH
DISP
AMOUNT
A:选择相应的胶筒:
1. R TANK 右胶筒(VS)
2. C TANK 中间胶筒(S)
3. L TANK 左胶筒(L)
B:点胶量设置
输入值:0.1~99.9(次)
※ 最大点胶量为 480mm/sec.
C:点胶头点胶完成后点胶头返回的位置(离开 PCB 板表面的高度)
通常设置:3mm.
D:点胶头向上的速度
选择速度:1~8 其中 1 速度最快.
E: 点胶头向下的速度
选择速度:1~8 其中 1 速度最快.
F:一个点胶坐标进行多点点胶.
设置点胶点数.
G:多点点胶的点胶间距设置
设置点胶间距
H:多点点胶的方向设置
0:沿 X 方向进行多点点胶[0°]; 1:沿 Y 方向进行多点点胶[90°]
I:点胶图形位置确认(针对 QFP 焊盘点胶)
0:不执行
1:执行
※ 当选择该功能时,机器将不执行[X-Y TEACHING ]和[DISP-POS VERIFY]功能。
松下电器机电(上海)有限公司
上海市浦东新区陆家嘴东路 166 号中保大厦 6 楼 邮编:200120
Floor6,ZhongBao Mansion,166East Road LuJiaZui PuDong
New District, Shanghai,China 200120
Tel: ( 021 ) 58666111 Fax: ( 021 ) 58665680
第 8 页 共 15 页
Panasonic
松下电器
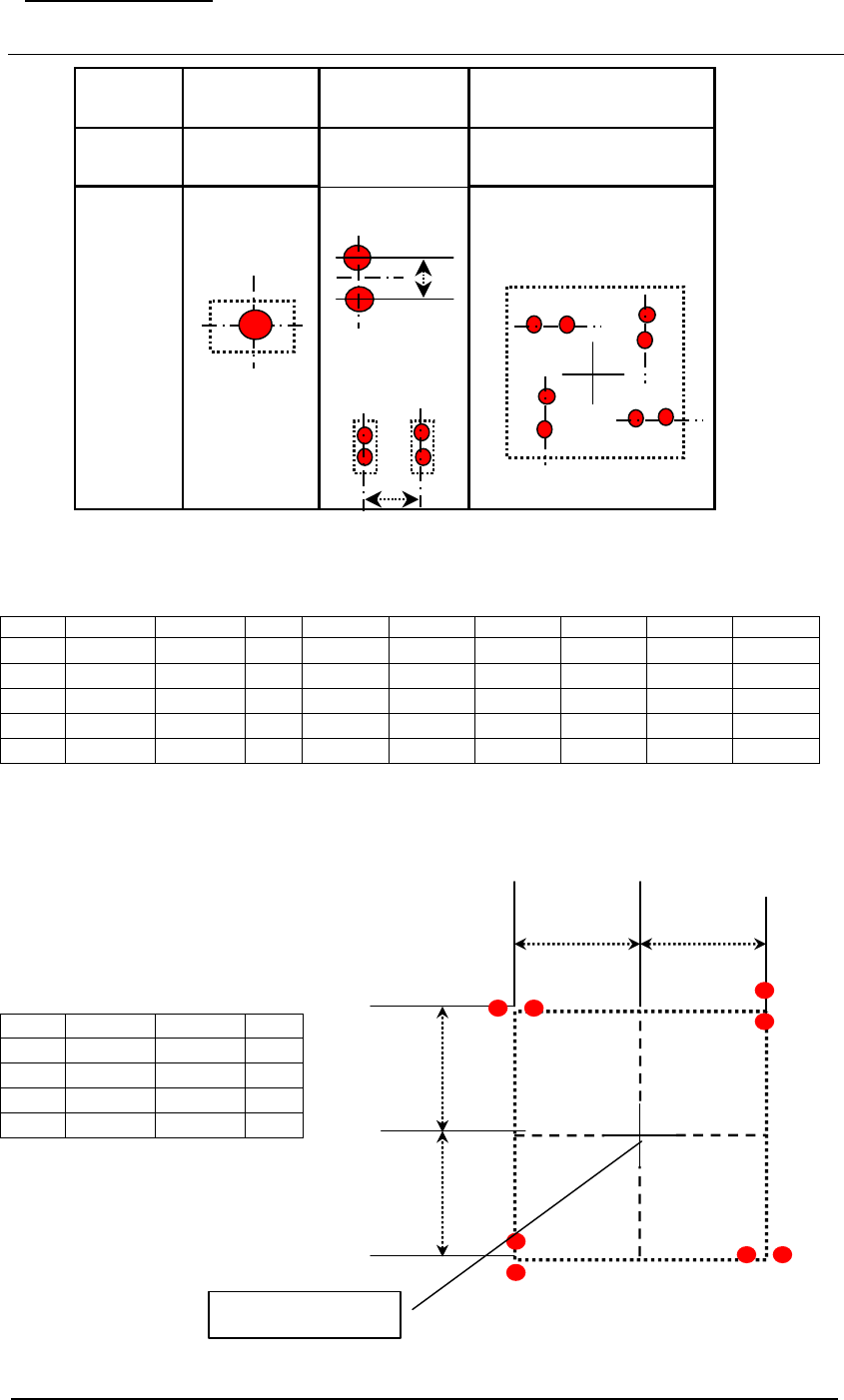
4点图形图形型用S进行点胶用VS进行点胶
图示
多点点胶
点胶图形可为矩形
多点
点胶方式
《0:不执行》
点胶点数=0
《0:不执行》点
胶点数=1~9
《1:执行》
点胶 一点点胶
多点点胶,
点胶方向直线型
2点图形直线型
用VS进行点胶
2点图形直线型
用S进行点胶
间距
编辑点胶位置(QFP 元件图形)
编辑画面:
NO.
X POS Y POS DIR
USED NO. X POS Y POS DIR USED
1
0.00 0.00 0 0
6
0.00 0.00 0 0
2
0.00 0.00 0 1
7
0.00 0.00 0 0
3
0.00 0.00 0 1
8
0.00 0.00 0 0
4
0.00 0.00 0 1
9
0.00 0.00 0 0
5
0.00 0.00 0 1
10
0.00 0.00 0 0
※ :最多点胶数 20 点编辑。
X POS、Y POS:点胶点的坐标
DIR:点胶点的角度旋转角度。0:X 方向[0° ];1:Y 方向[90°]
图示:1
当 NC 程序点胶角度Θ=0°
N0. X POS Y POS DIR
1 5mm 5mm 0
2 5mm -5mm 1
3 -5mm -5mm 0
4 -5mm 5mm 1
第 1 点
5mm
-5mm
5mm
-5mm
第 4 点
第 3 点 第 2 点
NC 程序中心坐标