TCM-X110_X210_X300(D) 1_Operation(Operator).pdf - 第107页
( 2 ) 按 [ 原 点 / 前 后 工 序 ] T a b , 显 示 “ 原 点 / 前后 工 序 ” 选项 卡 , 进 行 原 点 复 位 操 作 。 F i g . 1 C 1 2 F i g . 1 C 1 2 F i g . 1 C 1 2 F i g . 1 C 1 2 F i g . 1 C 1 2 如 果 在 “ 原 点 / 前 后 工 序 ” 选 项 卡 的 “ 原 点 情 报 ” 中 没 有 显 示 出 除 L …
本装置为 防止因不小心删除各种数据群或第三者随 意操作
而导致事 故发生,备有口令保护功能。
口令设定分为以下 3 种,根据口令对装置的使用设有限制。
请参照 “ 第 3 篇: 数据 第五节 系统设定菜单 ” 的 “ 口令设
定 ” 章节。
[[
[[
[
超级用户超级用户
超级用户超级用户
超级 用户
]]
]]
] : 超 级用 户用
[[
[[
[
管理员管理员
管理员管理员
管理员
]]
]]
] : 管理员用( 例如,可做数据的编辑及运
行等所有操作。)
[[
[[
[
操作员操作员
操作员操作员
操作员
]]
]]
] : 操作员用( 例如,仅可做有关生产运行
的操作。)
1.2.21.2.2
1.2.21.2.2
1.2.2
生产运行界面的显示和各部的原点归位生产运行界面的显示和各部的原点归位
生产运行界面的显示和各部的原点归位生产运行界面的显示和各部的原点归位
生产运行界面的显示和各部的原点归位
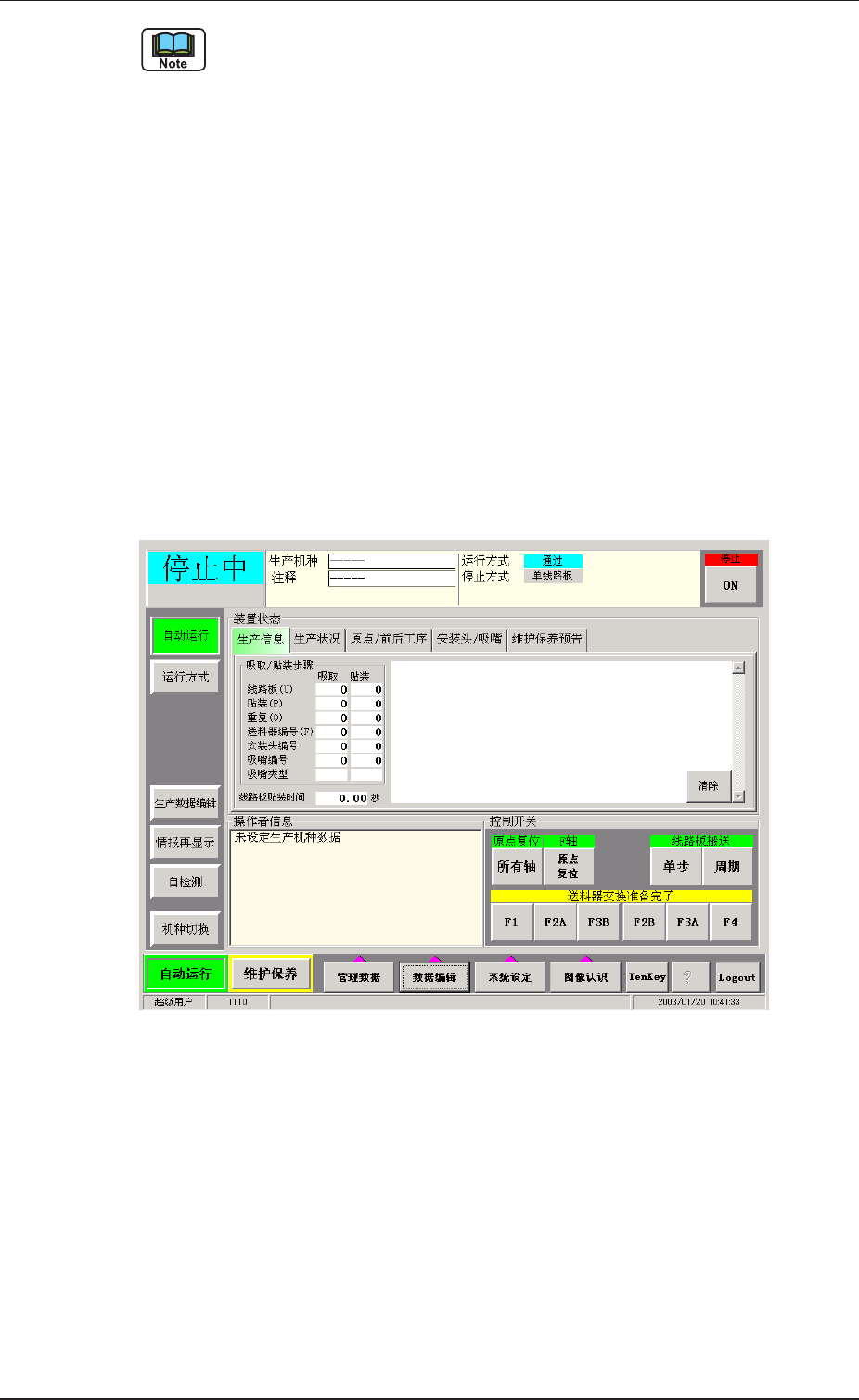
(1) 输入口令后按[ 设定] 按钮。
触摸屏上显示出主菜单栏及 “ 自动运行 ” 界面。
F i g . 1 C 11F i g. 1 C 11
F i g . 1 C 1 1F ig . 1C 11
F i g . 1C 11
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备
0308-001 3-7
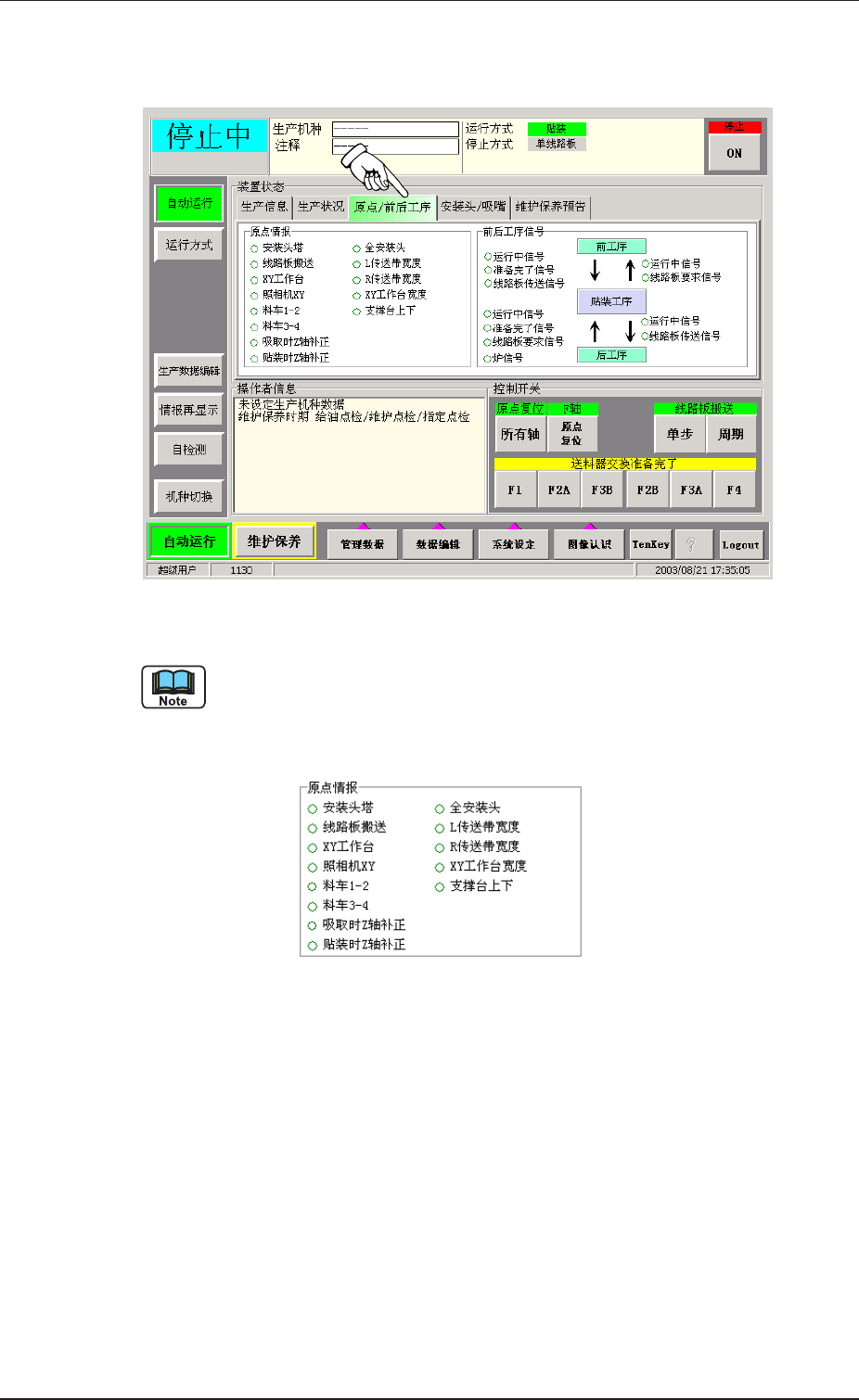
(2) 按[ 原点 / 前后工序] T a b ,显示 “ 原点 / 前后工序 ” 选项卡,进
行原点复位操作。
F i g . 1 C 1 2F ig . 1C 12
F i g . 1 C 1 2F ig . 1C 12
F i g . 1C 12
如果在 “ 原点 / 前后工序 ” 选项卡的 “ 原点情报 ” 中没有显
示出除 L / R 传送带宽度、X Y 工作台宽度以及支撑台上下以
外的所有原点显示 “ ● ” ,将无法启动生产运行。
F i g . 1 C 1 3F ig . 1C 13
F i g . 1 C 1 3F ig . 1C 13
F i g . 1 C 13
除 L / R 传送带宽度、X Y 工作台宽度以及支撑台上下以外,无原点显
示 “ ● ” 时,请按以下方法进行原点归位操作。
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
1. 确认装置状态是否为 “ 停止中 ” 。
2. 确认前安全门、送料器作业区安全门、料车机盖是否关闭。
3. 按原点归位[ 所有轴] 按钮,2 秒内按下操作台的[ E N A B L E ] 按钮,
显示在原点情报的除 L / R 传送带宽度、X Y 工作台宽度以及支撑
台上下以 外的所有单位将原点归位 。
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准 备
生产 运 行前 的准 备生产 运行前的 准 备
生产 运 行前 的准 备
0308-001 3-8
1.2.3 1.2.3
1.2.3 1.2.3
1.2.3
元件和线路板的准备元件和线路板的准备
元件和线路板的准备元件和线路板的准备
元件和线路板的准备
送 料 带 的 安 置送 料 带 的 安 置
送 料 带 的 安 置送 料 带 的 安 置
送 料 带 的 安 置
(1) 打开安 置送料带的送料 器作业区安全门。
F i g . 1 C 1 4F ig . 1C 14
F i g . 1 C 1 4F ig . 1C 14
F i g . 1C 14
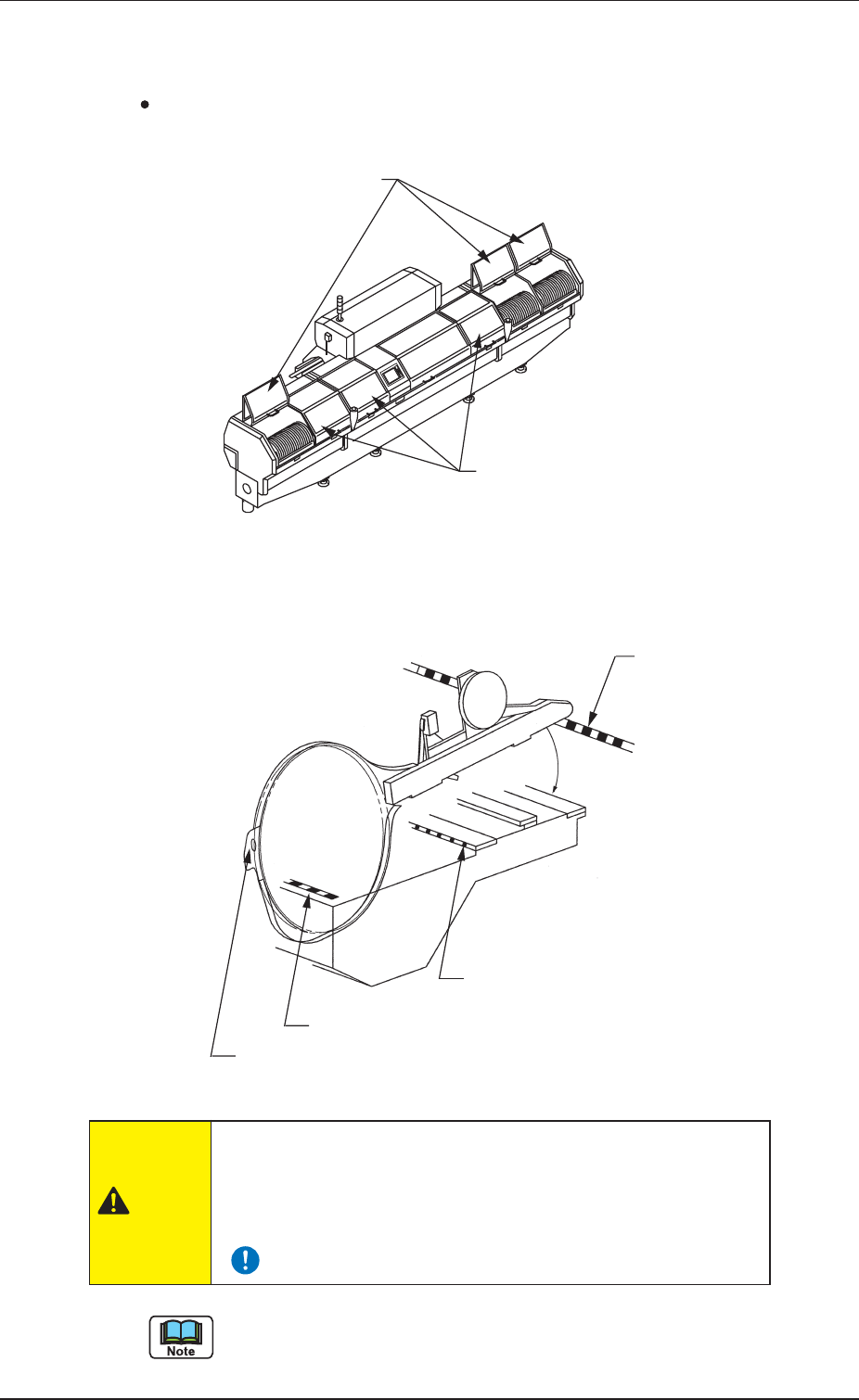
(2) 哪些送料带配置在哪些 F d r . N o . ( 送料器编号) ,请在确认后
安置。
F i g . 1 C 1 5F ig . 1C 15
F i g . 1 C 1 5F ig . 1C 15
F i g . 1 C 15
请 准 确 平 稳 地 安 置 送 料 带 。请 准 确 平 稳 地 安 置 送 料 带 。
请 准 确 平 稳 地 安 置 送 料 带 。请 准 确 平 稳 地 安 置 送 料 带 。
请 准 确 平 稳 地 安 置 送 料 带 。
如果没有准 确安置,将导致与送料器 安装异常检测传 感
器的冲突或吸取异常。
详细内容请参照送料带使用说明书的 “ 送料带在料车上的
安置及拆卸方法 ” 章节。
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备
0308-001 3-9
注意注意
注意注意
注意
送料 器作业 区安 全门送料 器作业 区安 全门
送料 器作业 区安 全门送料 器作业 区安 全门
送料器 作业 区安全门
送料器作业 区安 全 门送料 器作业 区安 全 门
送料器作业 区安 全 门送料 器作业 区安 全 门
送料器作业 区安 全 门
前侧前侧
前侧前侧
前侧
F d r . N o .F d r . N o .
F d r . N o .F d r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
中央部中央部
中央部中央部
中央部
F d r . N o .Fd r . N o .
F d r . N o .Fd r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
后侧后侧
后侧后侧
后侧
F d r . N o .F d r . N o .
F d r . N o .F d r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
指 孔指 孔
指 孔指 孔
指 孔