TCM-X110_X210_X300(D) 1_Operation(Operator).pdf - 第110页
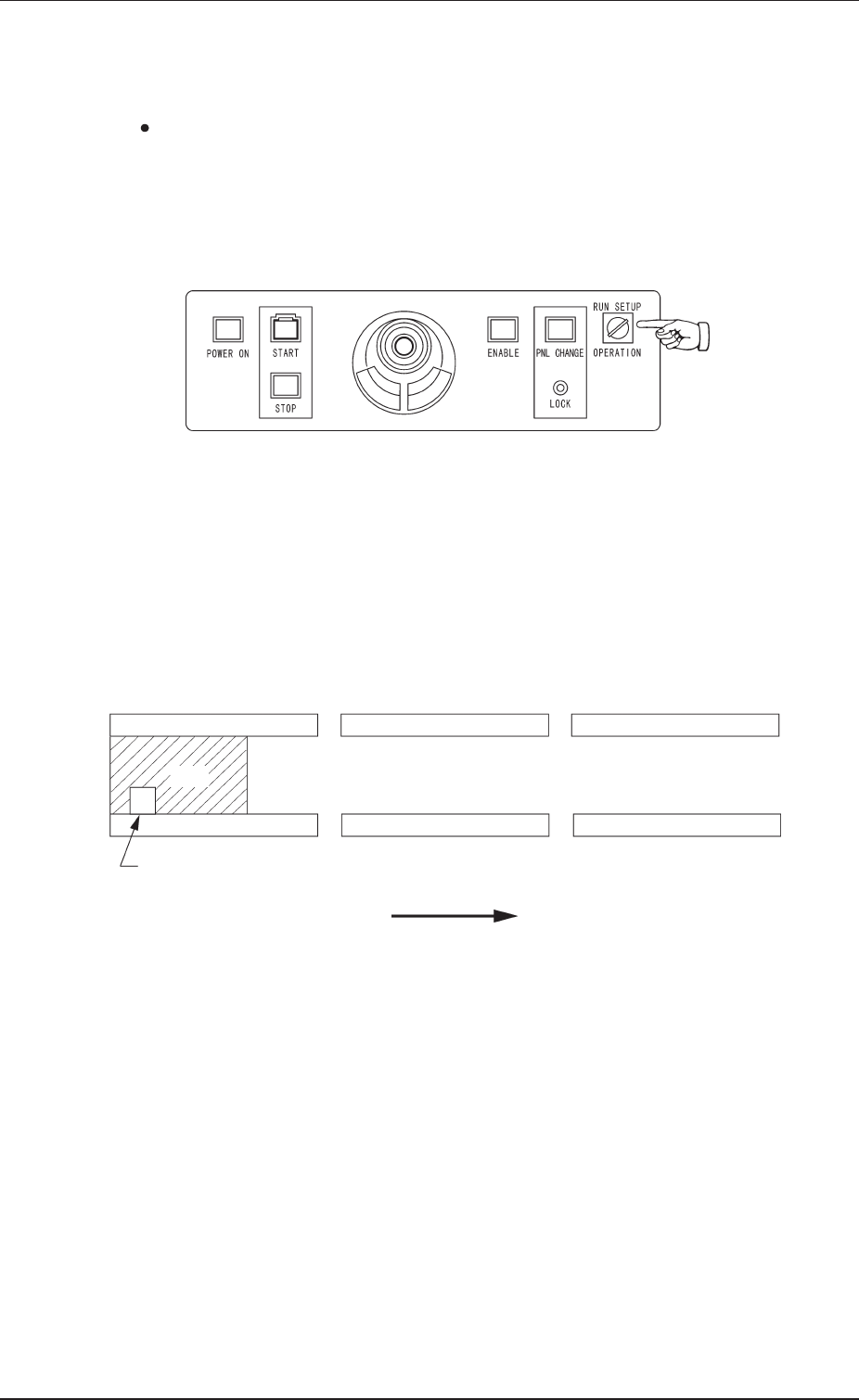
1 . 3 1 . 3 1 . 3 1 . 3 1 . 3 生 产 运 行 的 启 动 生 产 运 行 的 启 动 生 产 运 行 的 启 动 生 产 运 行 的 启 动 生 产 运 行 的 启 动 操 作 顺 序 操 作 顺 序 操 作 顺 序 操 作 顺 序 操 作 顺 序 ( 1 ) 确 认 前 安 全 门 是 否 关 闭 。 ( 2 ) 将前 操 作台的 [ O P E R A T I O N ] 开 关转 到 “ R U N …
(3) 送料带安置结束后,关闭送料器作业区安 全门。
按送料器准备完了按钮 ,确认按钮亮灯。
线 路 板 的 准 备线 路 板 的 准 备
线 路 板 的 准 备线 路 板 的 准 备
线 路 板 的 准 备
通常的生 产运行时 ,请确认前工序的装置是否准备好线路板。
单 独 运 行 本 装 置 时单 独 运 行 本 装 置 时
单 独 运 行 本 装 置 时单 独 运 行 本 装 置 时
单 独 运 行 本 装 置 时
((
((
(
实 际 安 装 测 试 等 情 况实 际 安 装 测 试 等 情 况
实 际 安 装 测 试 等 情 况实 际 安 装 测 试 等 情 况
实 际 安 装 测 试 等 情 况
))
))
)
(1)将[OPERATI ON] 开关转到 “SETUP ” 侧后,打开前安全门。
F i g . 1 C 1 6F ig . 1C 16
F i g . 1 C 1 6F ig . 1C 16
F i g . 1C 16
( 2 ) 如下图,在 L 传送带( 供给传送带) 上放置线路板时,将线路板
安置到线路板检测传感器为 O N ( 传感器的红灯 L E D 亮灯) 的位
置 。
F i g . 1 C 1 7 F i g . 1 C 1 7
F i g . 1 C 1 7 F i g . 1 C 1 7
F i g .1 C 17
线路板流动方向为从左向右时线路板流动方向为从左向右时
线路板流动方向为从左向右时线路板流动方向为从左向右时
线路板流动方向为从左向右时
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备
0308-001 3-10
LL
LL
L
传送带传送带
传送带传送带
传送带
((
((
(
供给传送带供给传送带
供给传送带供给传送带
供给传送带
))
))
)
RR
RR
R
传送带传送带
传送带传送带
传送带
((
((
(
排出传送带排出传送带
排出传送带排出传送带
排出传送带
))
))
)
LL
LL
L
传 送 带 线路 板 检 测传送 带 线 路 板 检 测
传 送 带 线路 板 检 测传送 带 线 路 板 检 测
传 送 带 线路 板 检 测
LL
LL
L
传 感 器传 感 器
传 感 器传 感 器
传 感 器
((
((
(
线路板定位部线路板定位部
线路板定位部线路板定位部
线路板定位部
))
))
)
线路板 流 动 方 向线 路板流 动 方向
线路板 流 动 方 向线 路板流 动 方向
线路板 流 动 方向
线 路 板线 路板
线 路 板线 路板
线 路 板
1 . 31 . 3
1 . 31 . 3
1 . 3
生 产 运 行 的 启 动生 产 运 行 的 启 动
生 产 运 行 的 启 动生 产 运 行 的 启 动
生 产 运 行 的 启 动
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 确认前安全门是否关 闭。
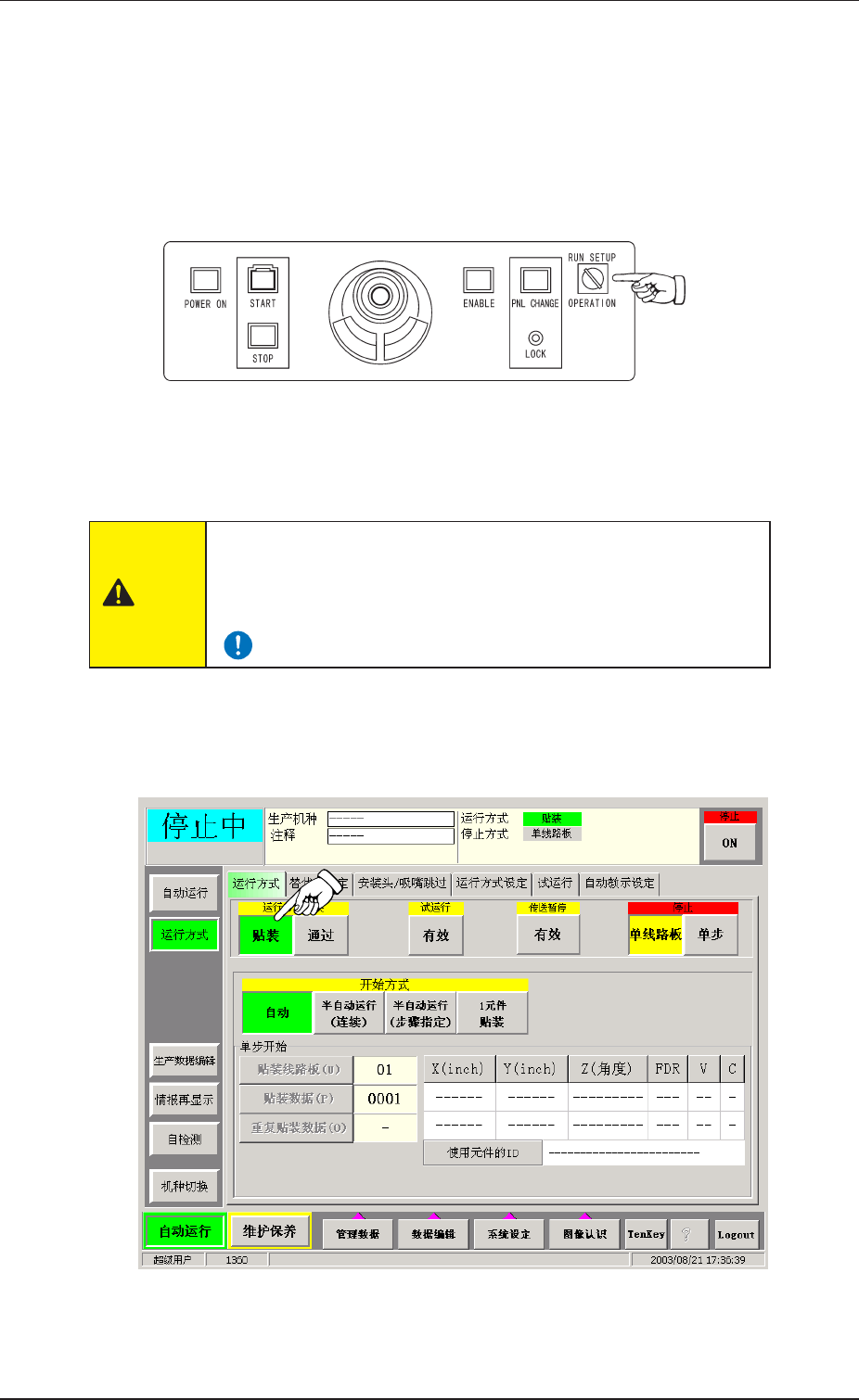
(2) 将前操作台的[OPERATION]开关转到 “RUN” 侧,一定要从装置上
拔下切换开关钥匙。
F i g . 1 C1 8F ig . 1 C 1 8
F i g . 1 C1 8F ig . 1 C 1 8
F i g . 1 C1 8
(3) 开始生产运行前,请先确认装置周围的安全。
装 置 可 动 部 分 的 周 围 必 须 无 人装 置 可 动 部 分 的 周 围 必 须 无 人
装 置 可 动 部 分 的 周 围 必 须 无 人装 置 可 动 部 分 的 周 围 必 须 无 人
装 置 可 动 部 分 的 周 围 必 须 无 人
((
((
(
尤 其 是 操 作 侧 的 反 向尤 其 是 操 作 侧 的 反 向
尤 其 是 操 作 侧 的 反 向尤 其 是 操 作 侧 的 反 向
尤 其 是 操 作 侧 的 反 向
侧侧
侧侧
侧
))
))
)
。。
。。
。
装 置 可 动 部分的 周 围 必 须无 工具 或 元 件 等 物 品 。装 置 可 动 部分的 周 围 必 须 无 工具 或 元 件 等 物品。
装 置 可 动 部分的 周 围 必 须无 工具 或 元 件 等 物 品 。装 置 可 动 部分的 周 围 必 须 无 工具 或 元 件 等 物品。
装 置 可 动 部分 的 周 围 必 须无 工 具 或 元 件 等 物品 。
(4) 触摸屏上显示出 “ 运行方式 ” 子菜单,按下 “ 运行方式 ” 选项卡
上 “ 运行方式切换 ” 的[ 贴装] 按钮。
F i g . 1 C1 9F i g. 1 C 1 9
F i g . 1 C1 9F i g. 1 C 1 9
F i g. 1 C1 9
1 . 3 1 . 3
1 . 3 1 . 3
1 . 3
生产运行 的 启动生产运行的启动
生产运行 的 启动生产运行的启动
生产运行 的 启动
注意注意
注意注意
注意
0308-001 3-11
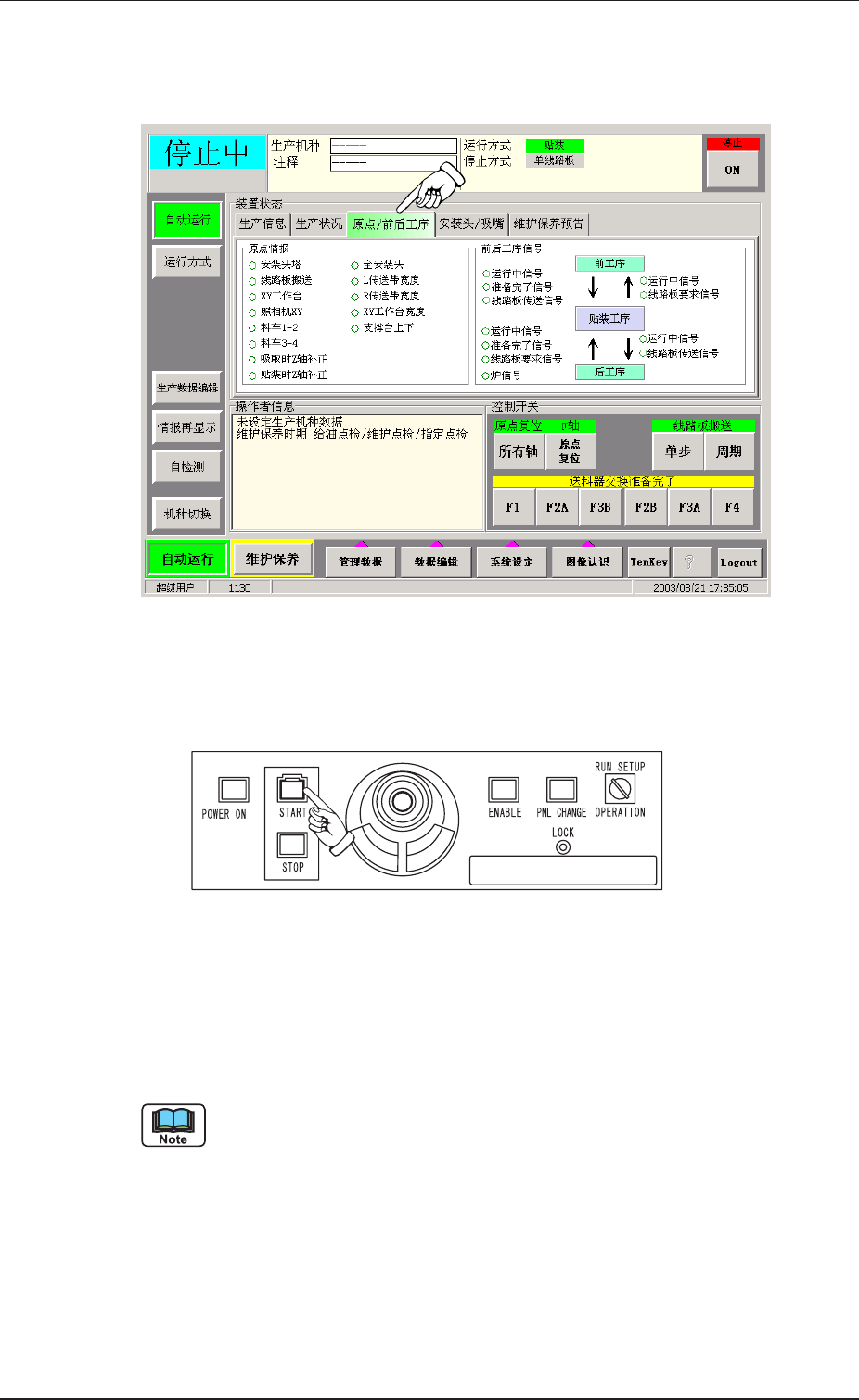
(5) 按下 “ 自动运行 ” 子菜单的[原点 / 前后工序]Tab ,显示 “ 原点 /
前后工序 ” 选项卡,确认原点显示。
F i g . 1 C 20F i g. 1 C2 0
F i g . 1 C 20F i g. 1 C2 0
F i g . 1C 20
(6) 灯闪烁中按前操作台的[ S T A R T ] 按钮,启动自动运行( 安装) 。
F i g . 1 C 2 1F ig . 1C2 1
F i g . 1 C 2 1F ig . 1C2 1
F i g . 1C 21
生产运行( 元件贴装) 一旦启动,原点显示全部消失,前操作台
[ S T A R T ] 按钮的 L E D ( 绿色) 和塔灯的绿灯就会点亮。
(a) 只有在 “ 自动运行 ” 菜单界面,才能启动。
(b) 线路板定位部已有线路板 时,该线路板不贴装元件就
直接被排 出。
1 . 3 1 . 3
1 . 3 1 . 3
1 . 3
生产运行 的 启动生产运行的启动
生产运行 的 启动生产运行的启动
生产运行 的 启动
0308-001 3-12