TCM-X110_X210_X300(D) 1_Operation(Operator).pdf - 第108页
1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 元 件和 线 路板 的 准备 元 件 和线 路 板 的准 备 元 件和 线 路板 的 准备 元 件 和线 路 板 的准 备 元 件和 线 路 板的 准 备 送 料 带 的 安 置 送 料 带 的 安 置 送 料 带 的 安 置 送 料 带 的 安 置 送 料 带 的 安 置 ( 1 ) 打 开 安 置 送 料 带 的 送 料 器 作 业 …
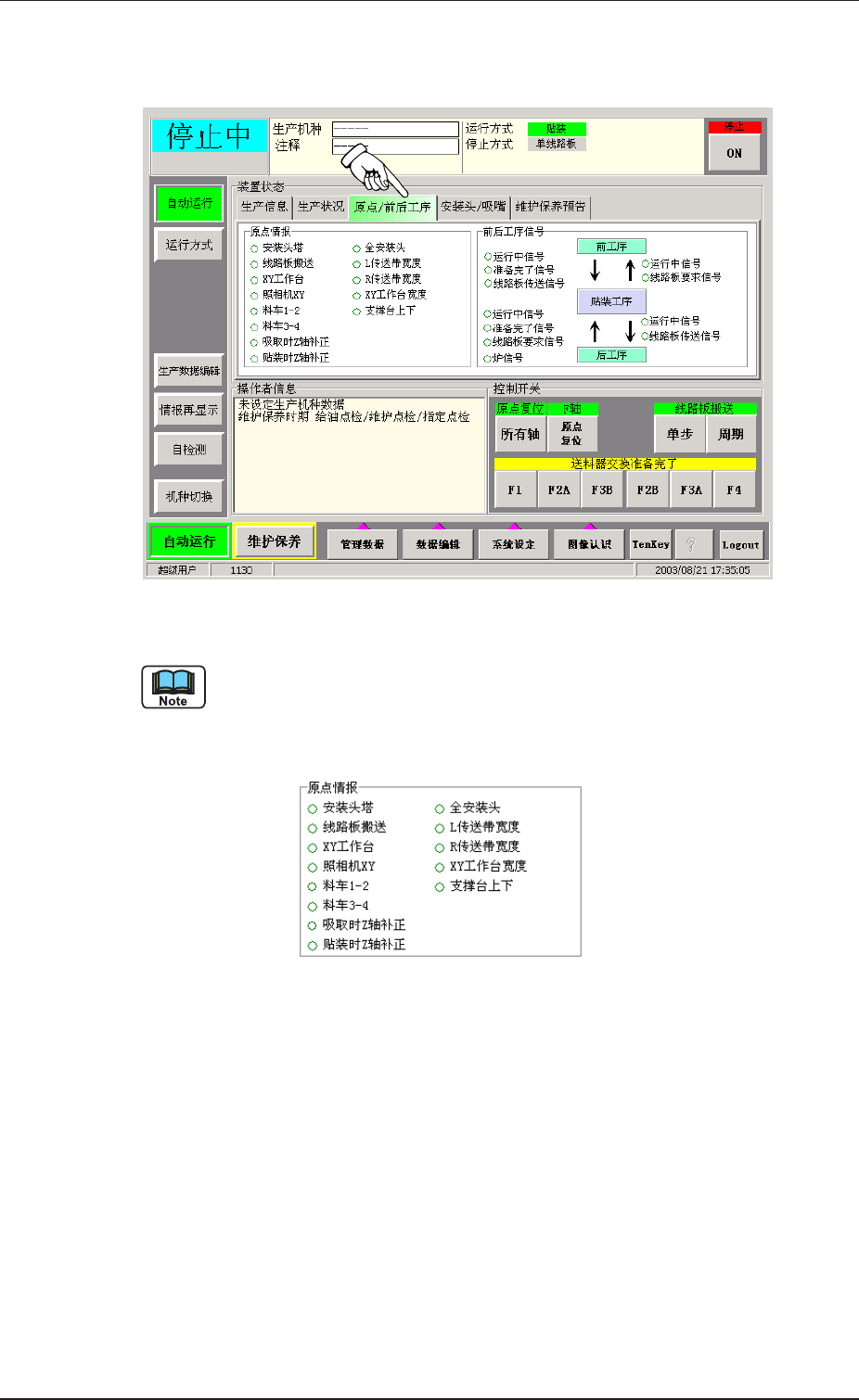
(2) 按[ 原点 / 前后工序] T a b ,显示 “ 原点 / 前后工序 ” 选项卡,进
行原点复位操作。
F i g . 1 C 1 2F ig . 1C 12
F i g . 1 C 1 2F ig . 1C 12
F i g . 1C 12
如果在 “ 原点 / 前后工序 ” 选项卡的 “ 原点情报 ” 中没有显
示出除 L / R 传送带宽度、X Y 工作台宽度以及支撑台上下以
外的所有原点显示 “ ● ” ,将无法启动生产运行。
F i g . 1 C 1 3F ig . 1C 13
F i g . 1 C 1 3F ig . 1C 13
F i g . 1 C 13
除 L / R 传送带宽度、X Y 工作台宽度以及支撑台上下以外,无原点显
示 “ ● ” 时,请按以下方法进行原点归位操作。
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
1. 确认装置状态是否为 “ 停止中 ” 。
2. 确认前安全门、送料器作业区安全门、料车机盖是否关闭。
3. 按原点归位[ 所有轴] 按钮,2 秒内按下操作台的[ E N A B L E ] 按钮,
显示在原点情报的除 L / R 传送带宽度、X Y 工作台宽度以及支撑
台上下以 外的所有单位将原点归位 。
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准 备
生产 运 行前 的准 备生产 运行前的 准 备
生产 运 行前 的准 备
0308-001 3-8
1.2.3 1.2.3
1.2.3 1.2.3
1.2.3
元件和线路板的准备元件和线路板的准备
元件和线路板的准备元件和线路板的准备
元件和线路板的准备
送 料 带 的 安 置送 料 带 的 安 置
送 料 带 的 安 置送 料 带 的 安 置
送 料 带 的 安 置
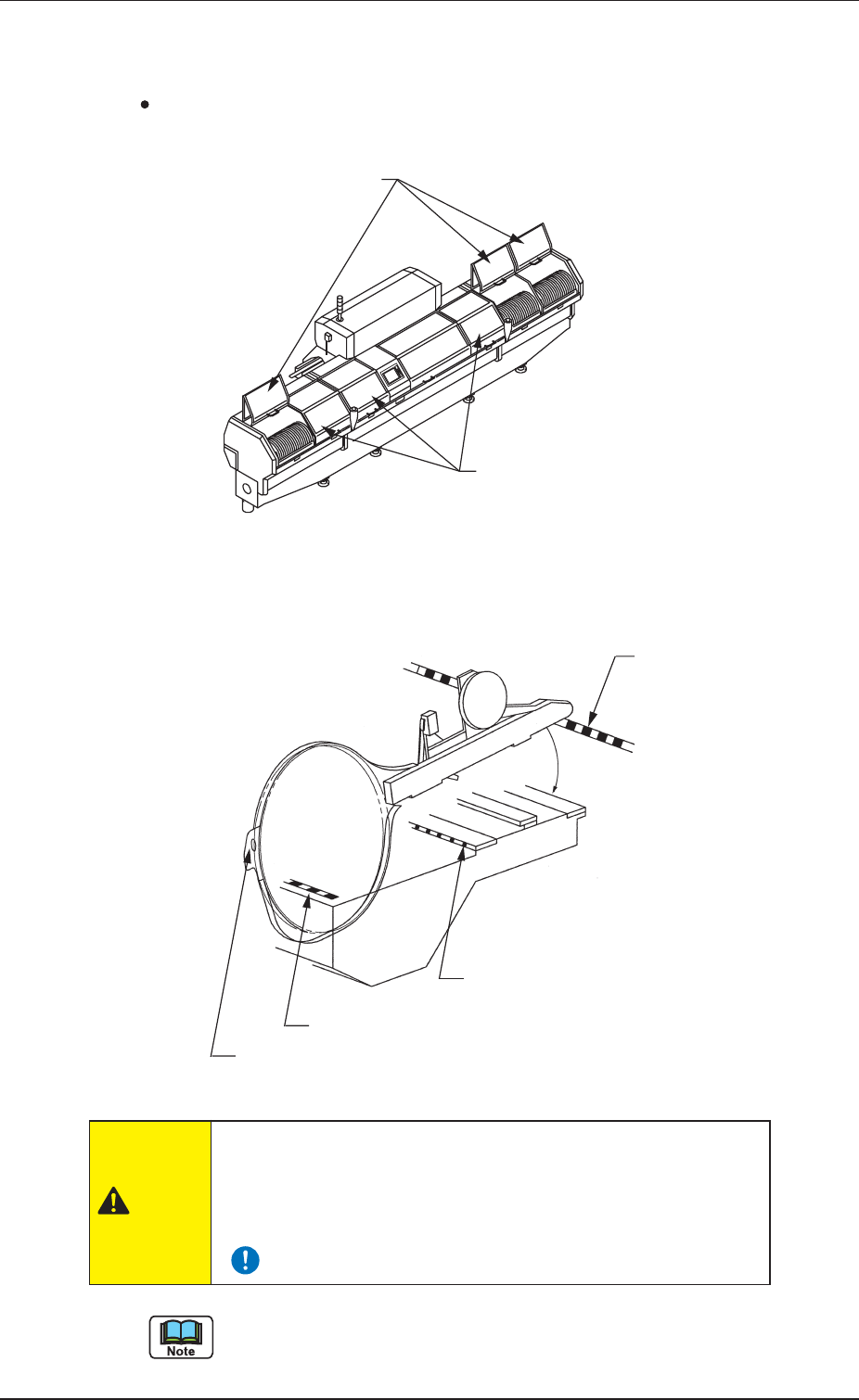
(1) 打开安 置送料带的送料 器作业区安全门。
F i g . 1 C 1 4F ig . 1C 14
F i g . 1 C 1 4F ig . 1C 14
F i g . 1C 14
(2) 哪些送料带配置在哪些 F d r . N o . ( 送料器编号) ,请在确认后
安置。
F i g . 1 C 1 5F ig . 1C 15
F i g . 1 C 1 5F ig . 1C 15
F i g . 1 C 15
请 准 确 平 稳 地 安 置 送 料 带 。请 准 确 平 稳 地 安 置 送 料 带 。
请 准 确 平 稳 地 安 置 送 料 带 。请 准 确 平 稳 地 安 置 送 料 带 。
请 准 确 平 稳 地 安 置 送 料 带 。
如果没有准 确安置,将导致与送料器 安装异常检测传 感
器的冲突或吸取异常。
详细内容请参照送料带使用说明书的 “ 送料带在料车上的
安置及拆卸方法 ” 章节。
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备
0308-001 3-9
注意注意
注意注意
注意
送料 器作业 区安 全门送料 器作业 区安 全门
送料 器作业 区安 全门送料 器作业 区安 全门
送料器 作业 区安全门
送料器作业 区安 全 门送料 器作业 区安 全 门
送料器作业 区安 全 门送料 器作业 区安 全 门
送料器作业 区安 全 门
前侧前侧
前侧前侧
前侧
F d r . N o .F d r . N o .
F d r . N o .F d r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
中央部中央部
中央部中央部
中央部
F d r . N o .Fd r . N o .
F d r . N o .Fd r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
后侧后侧
后侧后侧
后侧
F d r . N o .F d r . N o .
F d r . N o .F d r . N o .
F d r . N o .
金属板金属板
金属板金属板
金属板
指 孔指 孔
指 孔指 孔
指 孔
(3) 送料带安置结束后,关闭送料器作业区安 全门。
按送料器准备完了按钮 ,确认按钮亮灯。
线 路 板 的 准 备线 路 板 的 准 备
线 路 板 的 准 备线 路 板 的 准 备
线 路 板 的 准 备
通常的生 产运行时 ,请确认前工序的装置是否准备好线路板。
单 独 运 行 本 装 置 时单 独 运 行 本 装 置 时
单 独 运 行 本 装 置 时单 独 运 行 本 装 置 时
单 独 运 行 本 装 置 时
((
((
(
实 际 安 装 测 试 等 情 况实 际 安 装 测 试 等 情 况
实 际 安 装 测 试 等 情 况实 际 安 装 测 试 等 情 况
实 际 安 装 测 试 等 情 况
))
))
)
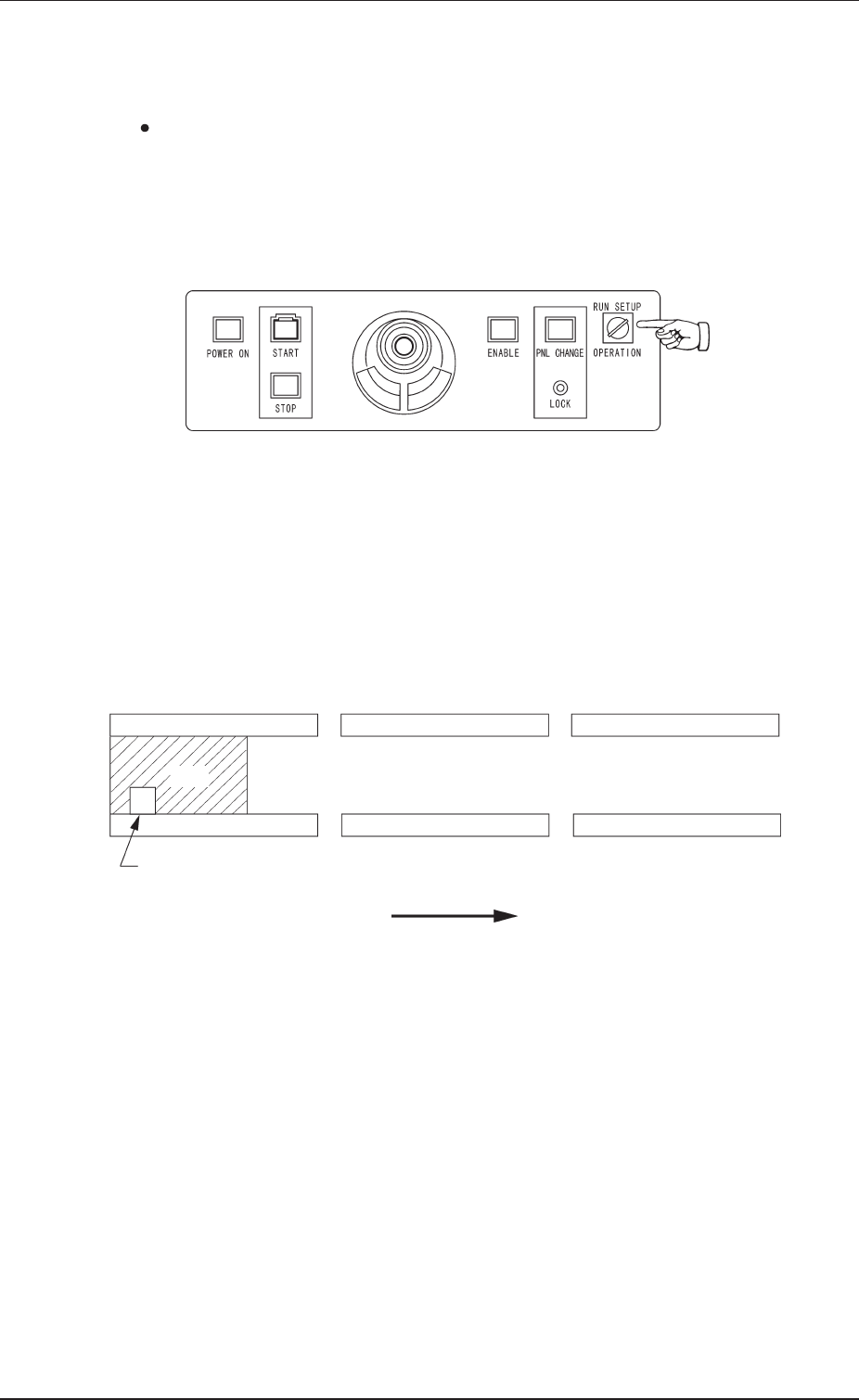
(1)将[OPERATI ON] 开关转到 “SETUP ” 侧后,打开前安全门。
F i g . 1 C 1 6F ig . 1C 16
F i g . 1 C 1 6F ig . 1C 16
F i g . 1C 16
( 2 ) 如下图,在 L 传送带( 供给传送带) 上放置线路板时,将线路板
安置到线路板检测传感器为 O N ( 传感器的红灯 L E D 亮灯) 的位
置 。
F i g . 1 C 1 7 F i g . 1 C 1 7
F i g . 1 C 1 7 F i g . 1 C 1 7
F i g .1 C 17
线路板流动方向为从左向右时线路板流动方向为从左向右时
线路板流动方向为从左向右时线路板流动方向为从左向右时
线路板流动方向为从左向右时
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备生产 运行前的 准备
生产 运 行前 的准 备
0308-001 3-10
LL
LL
L
传送带传送带
传送带传送带
传送带
((
((
(
供给传送带供给传送带
供给传送带供给传送带
供给传送带
))
))
)
RR
RR
R
传送带传送带
传送带传送带
传送带
((
((
(
排出传送带排出传送带
排出传送带排出传送带
排出传送带
))
))
)
LL
LL
L
传 送 带 线路 板 检 测传送 带 线 路 板 检 测
传 送 带 线路 板 检 测传送 带 线 路 板 检 测
传 送 带 线路 板 检 测
LL
LL
L
传 感 器传 感 器
传 感 器传 感 器
传 感 器
((
((
(
线路板定位部线路板定位部
线路板定位部线路板定位部
线路板定位部
))
))
)
线路板 流 动 方 向线 路板流 动 方向
线路板 流 动 方 向线 路板流 动 方向
线路板 流 动 方向
线 路 板线 路板
线 路 板线 路板
线 路 板