三星飞达.pdf - 第49页
带式喂料器的操作 2-17 2.2. 传输间距的修改 2.2.1. 8mm 传输间距 在 8 mm 带式喂料器, 2 mm 间距和 4mm 间距各自使用专用喂料器。 2.2.2. SM 12mm,16mm 带式喂料器间距的转换 SM 12mm 带式喂料器根据部件种类可变换使用 4mm, 8mm , 12mm 传输间距,另外 , SM 16mm 带式喂料器可变换使用 4mm, 8mm, 1 2mm, 1 6mm 传输间距。 转换方法如下图…
三星
SM-Series
气动带式喂料器
的操作手册
2-16
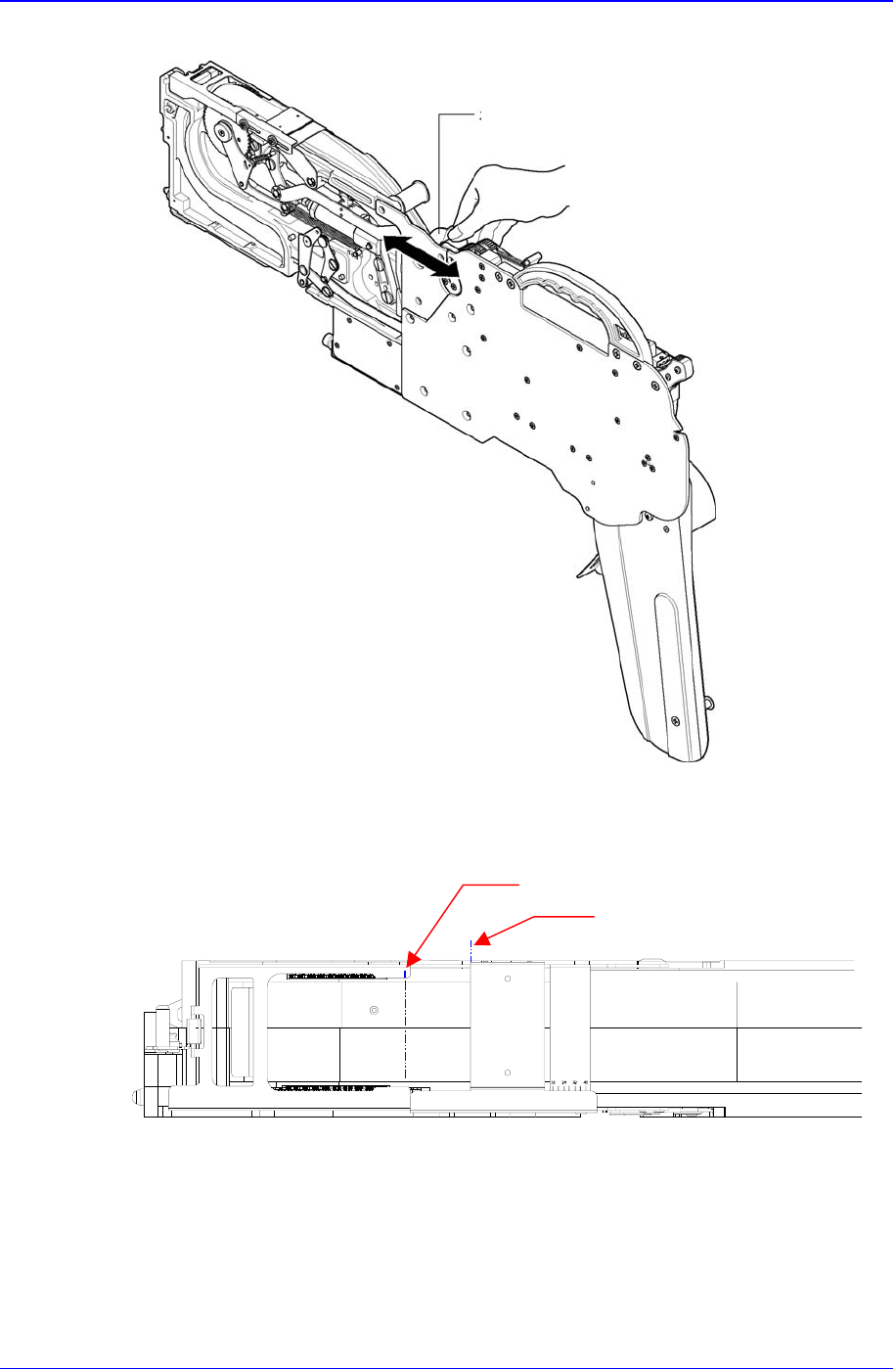
24~88mm 带式喂料器
24mm~88mm 带式喂料器使用旋臂把卷带移送到拾取位置。
喂料方向的捡拾位置如下图在磁带导轨侧面标示。如果不对准捡拾位置捡拾由
于磁头的移动距离长影响设备效率,不同情况下影响部件供应。
图
2-22. SM 24~88mm
带式喂料器的拾取点位置设置
手工喂料
捡拾位置标示
剥开塑料位置 (可调节)
带式喂料器的操作
2-17
2.2. 传输间距的修改
2.2.1. 8mm 传输间距
在 8mm 带式喂料器,2mm 间距和 4mm 间距各自使用专用喂料器。
2.2.2. SM 12mm,16mm 带式喂料器间距的转换
SM 12mm带式喂料器根据部件种类可变换使用4mm, 8mm, 12mm传输间距,另外
,SM 16mm带式喂料器可变换使用4mm, 8mm, 12mm, 16mm传输间距。
转换方法如下图所示,使用主机架上一处的调整l螺钉设置在气缸托架。
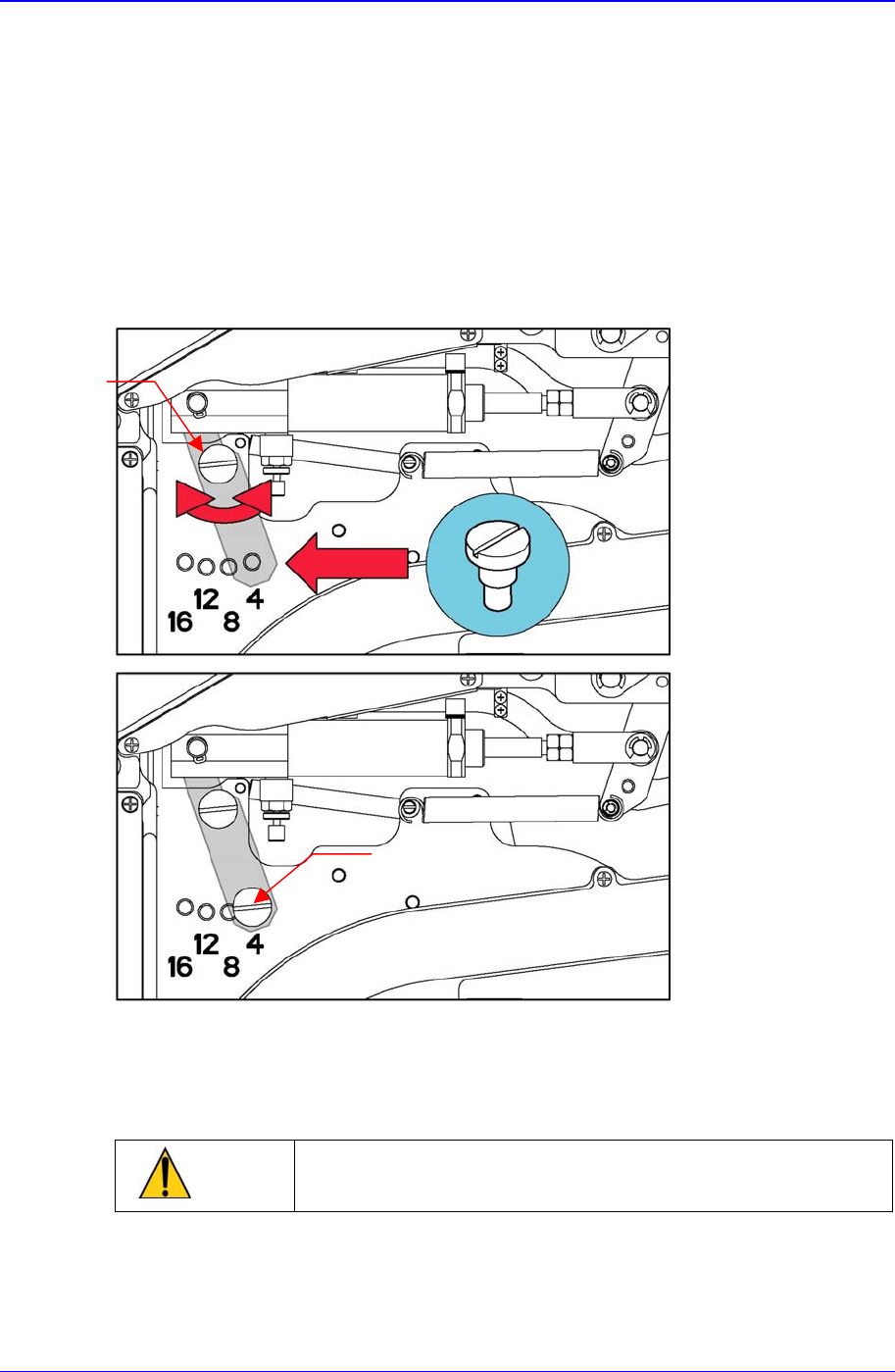
图
2-23. SM 16mm
带式喂料器的间距设置
用一字形螺丝刀稍拧开螺母 A 完全分离螺母 B 后, 气缸支架设置成所要的节距(螺
母和 4,8,12,16 保持一致)。然后,重新拧紧螺母 B 再固定螺母 A。
注 意
修改间距(Pitch)时,应选择干净的场所利用适当的工具进行
。作业时务必注意安全并防止元件受损。
螺丝 B
螺丝 A
三星
SM-Series
气动带式喂料器
的操作手册
2-18
2.2.3. 24~88mm 带式喂料器间距的转换
SM 24~88mm带式喂料器可变换使用4mm, 8mm, 12mm, 16mm, 20mm传输间距。
(需要24mm、32mm或40mm的传输间距时,分别设定为12mm, 16mm及20mm后,
使贴片机的气缸传输两次。)
转换方法如下图所示,使用主机架上一处的调整l螺钉设置在气缸托架。
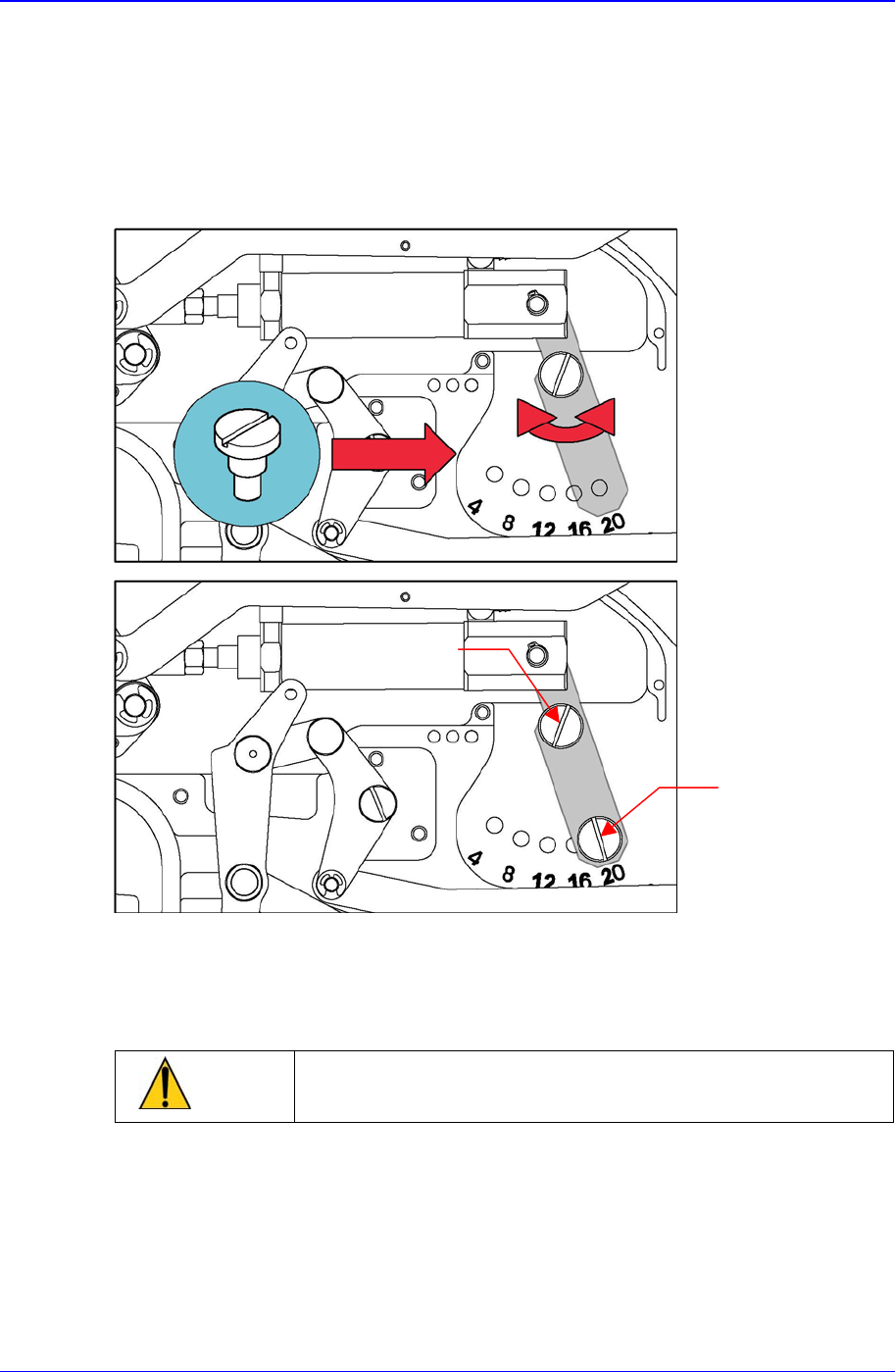
图
2-24. SM 24~88mm
带式喂料器的间距设置
用一字形螺丝刀稍拧开螺母 A 完全分离螺母 B 后, 气缸支架设置成所要的节距(螺
母和 4,8,12,16 保持一致)。然后,重新拧紧螺母 B 再固定螺母 A。
注 意
修改间距(Pitch)时,应选择干净的场所利用适当的工具进行
。作业时务必注意安全并防止元件受损。
2.2.4. 24~88mm 节距部件的情况
与 8~16mm 不同的是 24~88mm 喂料器闸门在喂料时不一直做往返运动, 只是为
了变化剥塑料的位置决定位置进行固定的部件。一般考虑到节距和部件的长度等调
节剥塑料的位置最小化部件露出时有助于部件供应稳定,如果有 Job change 等会
减少剥塑料的部件个数将部件 Loss 最小化。为了调节闸门的位置首先稍拧开下图
喂料器侧面的两个螺母,手工调节闸门位置后重新固定螺母。
螺丝 B
螺丝 A