三星飞达.pdf - 第75页
维修与维护 3-7 3.3. 频繁的故障 T roubleshooting 3.3.1. 元件的供应不良 元件的立起 (tombstone) 、翻覆及脱离卷带 Pocket 等元件 供应不良,它的起因基本 上 都是 shuttle 部位的异常。 主要部件磨损及扭曲 由于主要部件的磨损及扭曲使部件捡拾位置变更。因此周期性使用 Calibration Ji g 对喂料器执行校正 (Calibration) 。 ☞ 周期 : 每 150 万次…
三星
SM-Series
气动带式喂料器
的操作手册
3-6
喂料器夹钳不良
喂料器底座的插槽上喂料器插入不当或夹不住时或虽已夹紧但 Chip Mounter 上识
别不到喂料器时需要检点并留意以下事项。
主要现象 预想原因 检点及注意事项
夹钳滚柱及杆变形 确认滚柱是否左右弯曲
部件夹在喂料器底座和夹钳滚柱之间 周期清扫喂料器底座
夹钳启动
不良
定位销及 install guide 变形 在干净的喂料器底座上确认夹钳正常启动
夹钳开关传感器变形 夹紧时用 MMI 确认喂料器识别与否 夹钳信号
不良
夹钳 LED 状态不良 夹紧时确认 LED 亮灯与否
Probe
Pin
接触不良
Probe Pin 松动或破损 确认 Probe Pin
状态
部件废弃率高
喂料器的废弃率高于平均废弃率时请参照下表参考喂料器状态。
主要现象 预想原因 检点及注意事项
部件的供应位置错开时 个别传感作业转换后确认有无异常
喷嘴的部件吸附高度设置错误 相应部件的实际厚度及高度测定后反应
传感误差
发生
供应点距设置错误 确认部件间隔和设定的点距是否一致
气缸速度设定过快 调节气缸的速度调节阀
磁带导轨的启动不良 确认磁带导轨是否柔软运动
闸门启动不良 说明书供应时确认闸门正常启动与否
闸门动作时碰到部件时 说明书供应时肉眼确认部件干扰与否
部件站立
由于静电部件错开时 用手剥开时确认部件是否错开
塑料连接部位的部件损伤 塑料连接
时部件的
废弃率高
塑料连接部位的供应位置错开
必须使用规定的塑料连接磁带及连接 chip 作塑料连接
材料架的功能不良
把 reel 形状的磁带安装于 reel hanger 作业时不软启动或可能会发生问题。发生以
下问题时参照下表参考喂料器状态。
主要现象 预想原因 检点及注意事项
Reel han
ger 旋转
不良
Reel stoper 部件破损及变形 确认 reel stoper 是否正常启动
材料落地 材料过重超出 reel 制动器启动范围 Reel 制动器启动时确认材料是否旋转
材料旋转
不良
超出 8mm 13” 部件 reel 材料宽度上限。 确认 reel 材料的中心部宽度规格
维修与维护
3-7
3.3. 频繁的故障Troubleshooting
3.3.1. 元件的供应不良
元件的立起(tombstone)、翻覆及脱离卷带Pocket等元件供应不良,它的起因基本上
都是shuttle部位的异常。
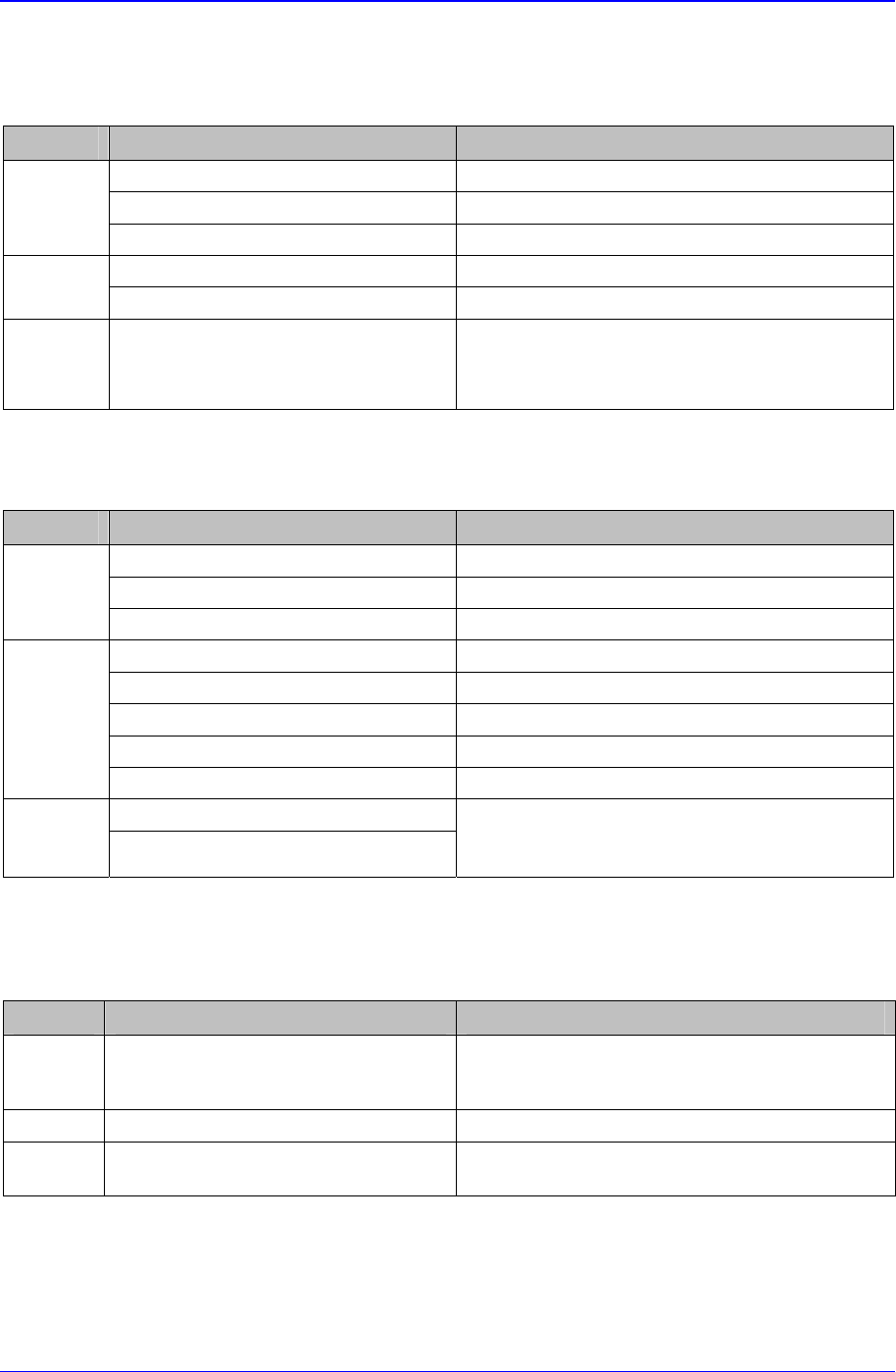
主要部件磨损及扭曲
由于主要部件的磨损及扭曲使部件捡拾位置变更。因此周期性使用 Calibration Jig
对喂料器执行校正(Calibration)。
☞ 周期: 每150万次供应时或一次/ 6个月。
磁带导轨及闸门的变形
在贴装磁带的状态下磁带导轨及闸门变形时未能按部件(chip)引起供应不良。
另外,由于闸门过高后进时刮动部件也能成为供应不良的原因。
☞ 基本上交换成磁带导轨上安装闸门的Sub Ass’y状态后采取措施。
Shuttle部位的润滑状态不良
Shuttle与卷带导向器运动状态不良(手动方式使shuttle前进或后退时感到阻力时。)
☞ 在shuttle与卷带导向器之间涂抹滑脂即可解除。涂抹滑脂后依然不顺畅时,转
换成卷带导向器上已安装了shuttle的部件(sub assembly)状态。
三星
SM-Series
气动带式喂料器
的操作手册
3-8
气缸漏气与否
确认MMI喂料器空压或气缸周围有无漏气声音。
☞ 确认后请与本公司指定C/S公司(STS)或当地代理店(Local Agent)联系。
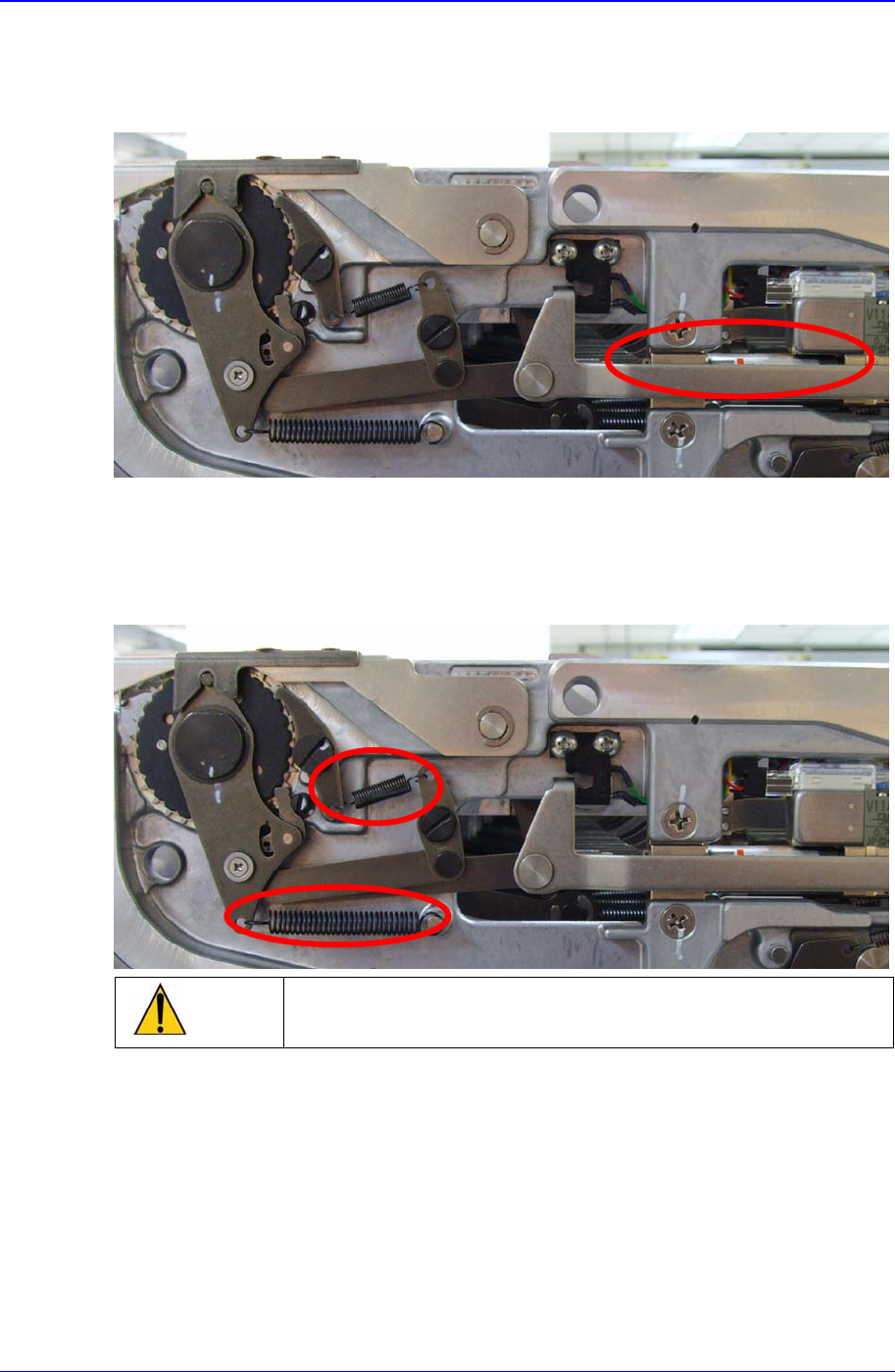
弹簧磨损及短路发生与否
确认是否弹簧磨损无法发挥功能或是否发生短路。
☞ 确认后请与本公司指定C/S公司(STS)或当地代理店(Local Agent)联系。
注 意
为了维修及检验任意拆卸则无法接受 A/S,请勿随意拆卸。
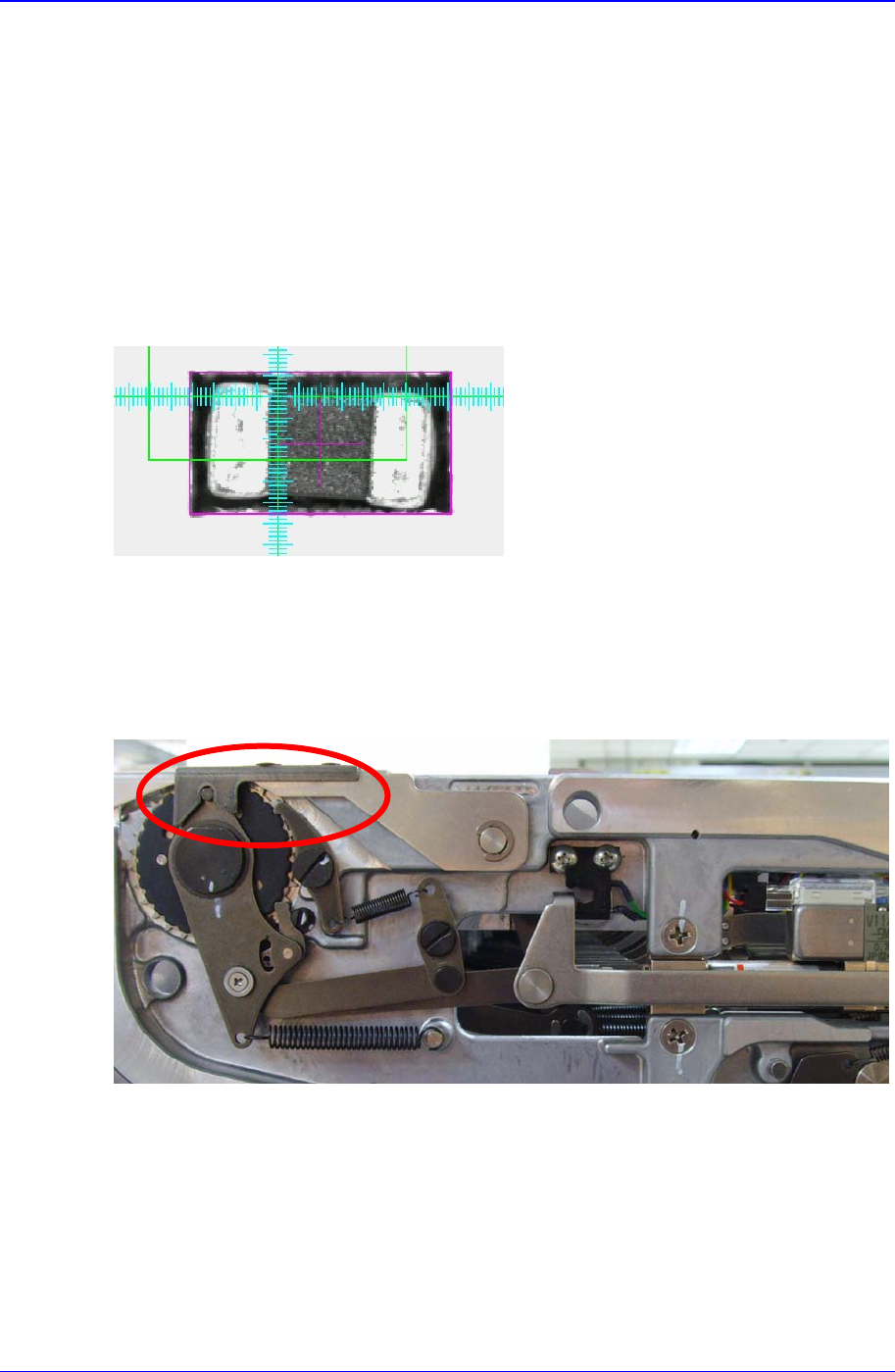
磁带导轨锁定与否
未锁定磁带导轨时顶面磁带及下面磁带可能超出指定的位置引起部件供应不良。
☞ 确认锁定(Locking)与否。
Sprockets部位的污质存在与否
Sprockets及棘轮部位移送不良时脱离的部件等残留会发生部件供应不良。
☞ 确认后用刷子或气枪清除。