JX-100_故障检修.pdf - 第12页
故障检修 1-9 现象 原因 措施 ① 由于已对 “ 吸取数据 ” 的吸取坐标 (X, Y)进行示教, 因此, 吸取坐标的 元件间尺寸已超出了可同时吸取的 范围。 ① 重新示教 “吸取数据” 的吸取 坐标(X, Y), 将吸取坐标的元 件间尺寸控制在可同时吸取 的范围内。 6)不同时吸取。 ② 正在进行吸取位置校正确认。 这时, 由于吸取坐标在生产过程中自动校 正,有时元件之间的尺寸会超出可 吸取的范围。 ②在“元件数据”的“附加信息”…
故障检修
1-8
1-6 其它错误
现象 原因 措施
1) 启动 START/停止
STOP 开关不起作用。
因安全方面措施,开关相反一侧
的安全盖打开时,开关为无效。
关闭开关相反一侧的安全盖。
2) 对已执行过优化的程
序再次实施优化后,原
设置的送料器配置出
现变化。或者想要改变
原有送料器配置,但即
使进行优化,也不能优
化。
未正确设定“优化”的“分割选
项”/“吸取数据”。
对“分割选项”的“吸取数据”进行
如下设定,以实施优化。
·要改变原有送料器的配置时
⇒设定:“全部分配”
·不想改变已有送料器的配置时
⇒设定为“自动分配所有数据”
(参见操作手册Ⅱ2-4-1-2 章)
3) 贴片点超出基板(或电
路)。
“基板数据”的“基板设计偏移
量”或“电路配置”设定错误。
重新设定“基板设计偏移量”或“电
路配置”,以使从基板原点到贴片坐标
进入到基板或电路中。
(参见
操作手册Ⅱ2-3-3-4 章)
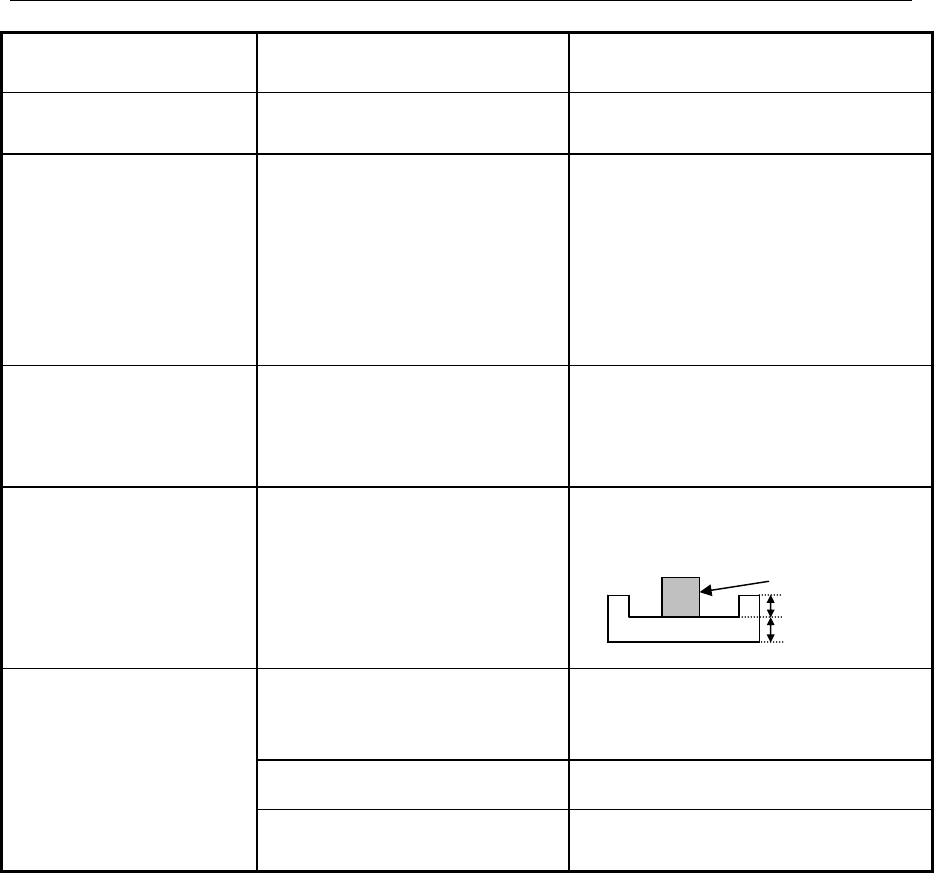
4) 在连接器的情况下,定
心时元件碰到激光。
“元件数据”的“吸取深度”设
定错误。
“吸取深度”应输入从元件上面到吸
嘴下面的距离。
① 元件的纵横尺寸颠倒
① 输入长宽尺寸时,应考虑符合元件
供应角度要求。(参见
操作手册Ⅱ
2-3-5 章)
② 激光表面脏污。 ② 清扫激光表面。
5) 无法测量元件。
③ 吸嘴选择错误。 ③ 重新选择吸嘴。
(参见
操作手册Ⅱ1-4-1-5 章)
吸嘴
吸取深度
元件高度
故障检修
1-9
现象 原因 措施
① 由于已对“吸取数据”的吸取坐标
(X,Y)进行示教,因此,吸取坐标的
元件间尺寸已超出了可同时吸取的
范围。
① 重新示教“吸取数据”的吸取
坐标(X,Y),将吸取坐标的元
件间尺寸控制在可同时吸取
的范围内。
6)不同时吸取。
② 正在进行吸取位置校正确认。这时,
由于吸取坐标在生产过程中自动校
正,有时元件之间的尺寸会超出可
吸取的范围。
②在“元件数据”的“附加信息”
中,将“吸取位置校正”设定为“不
执行”。
(参见
操作手册Ⅱ2-3-5-2-4 章)
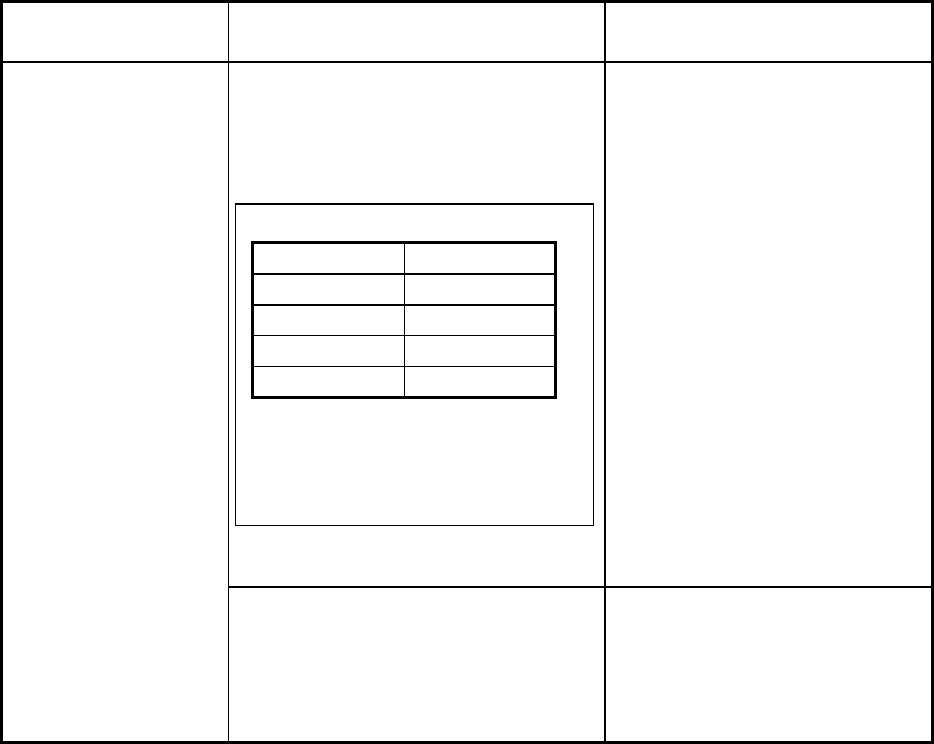
<可同时吸取的范围>
吸嘴编号 同时吸取范围
500,502,503 0.15mm
504 0.25mm
505,506 0.4mm
507,508 1.0mm
例如: 在 500 号吸嘴情况下,如果
LNC60 的 L1 与 L2 之间超出
17mm±0.15mm,则不能同时
吸取。
故障检修
2-1
第2章 记录工具(Log Tool)
记录工具的功能在于:以文件方式保存设备的运行状态记录和结果,便于分析设备的故障原因。
如果发生故障,可按下列方法操作,取得记录(错误发生记录)。
注意
发生故障时,应及时启用记录工具,取得记录。如不及时取出纪录,其他动作
继续执行 2~3 分以后,故障记录可能消失。
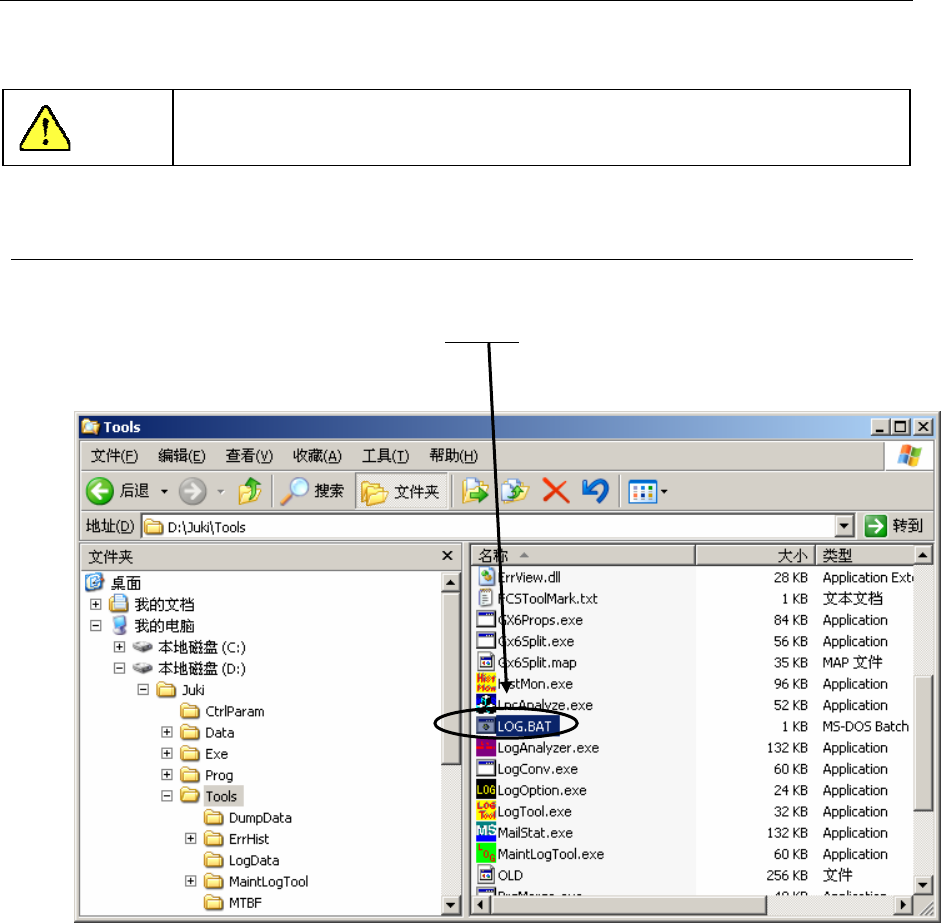
2-1 记录工具
① 从初始期画面上,选择「文件」→「文件管理(资源管理器)」。
② 从「D:\Juki\Tools」文件夹里,双击“Log.bat
”(由于电脑的设置不同,有时不显示后綴
bat)。
③ 在「D:\Juki\Tools\LogData」 文件夹里,生成“log.log”文件。请将“log.log”送到
JUKI 公司。公司可能能对错误内容进行分析。