JM-10_QA表.pdf - 第45页
QA表 NO. 5 (1/2) NO. 5 (2/2) 机种 确认方法 1. 利用手动控制使支承台成上升状态。 2. 确认在移动传送带轨道时无松动。 ・ 轨道导轴位置(部分组合状态):87±0.1mm ・ 轨道导轴位置(总体组合状态):从新调整到无松动 调整方法 1. 测量下图所示的距离,调整为87±0.1mm。 2. 确认在移动传送带轨道时无松动。 3. 确认在要移动传送带轨道时无松动。 4. 如有松动,从新调整轨道导轴的位置,直到无…
QA表 NO. 4 (1/2) NO. 4 (2/2)
机种
调整方法
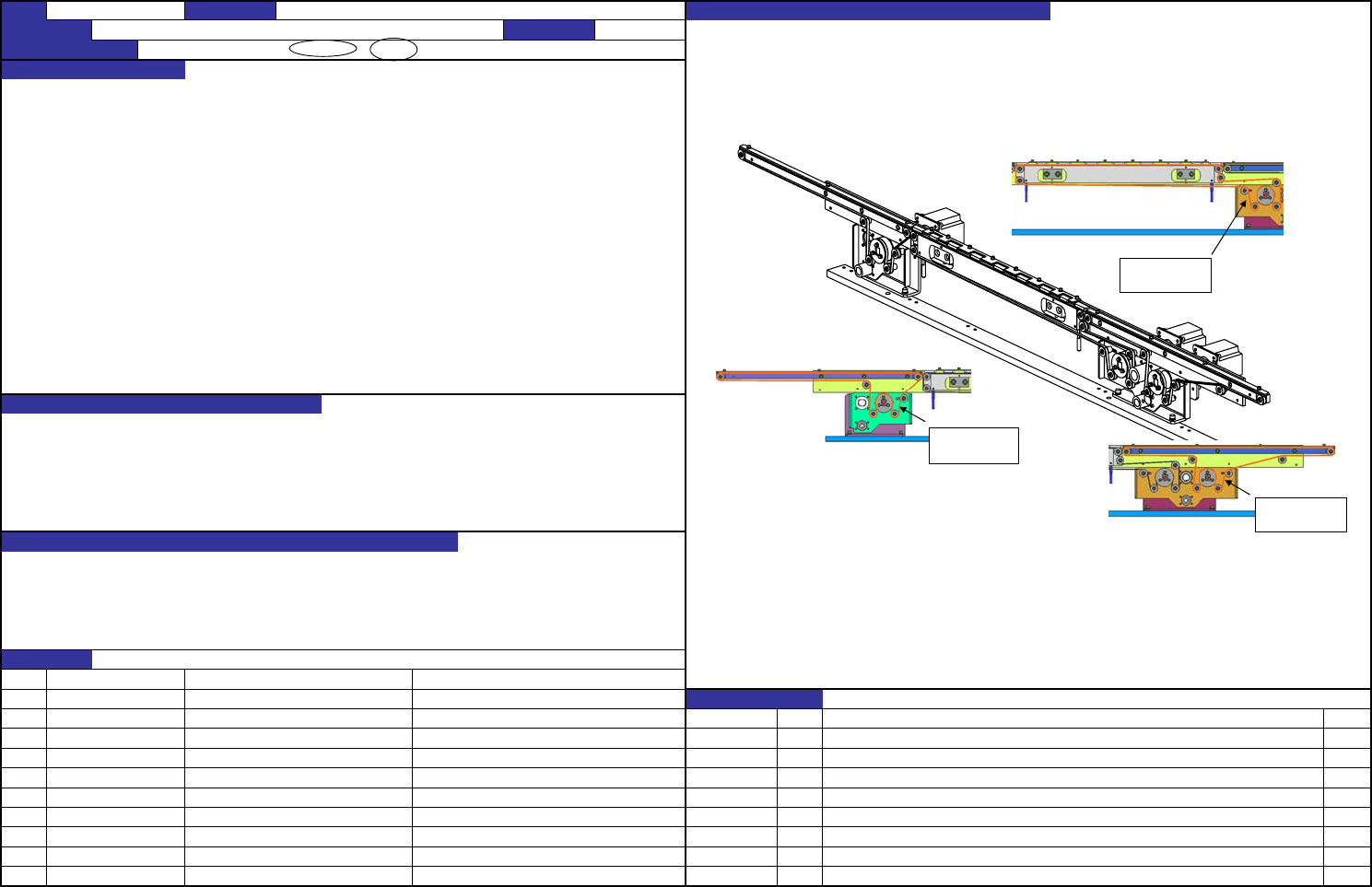
1. 在皮带上每隔200mm做一个记号。
2. 装配好皮带,利用下图所示的皮带轮调整到记号为201mm,固定皮带轮。
・ 皮带张力:延伸率0.5%(200mm→201mm)
使基板传送能顺利进行。
・ 传送不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-4
JM-10
装置名称
传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
皮带张力
编制日期 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40107791 CONVEYOR BELT C
内容
40107793 CONVEYOR BELT R
变更履历
40107792 CONVEYOR BELT L
日期
①:
皮带张紧器位置
③:
皮带张紧器位置
②:
皮带张紧器位置
QA表 NO. 5 (1/2) NO. 5 (2/2)
机种
确认方法
1. 利用手动控制使支承台成上升状态。
2. 确认在移动传送带轨道时无松动。
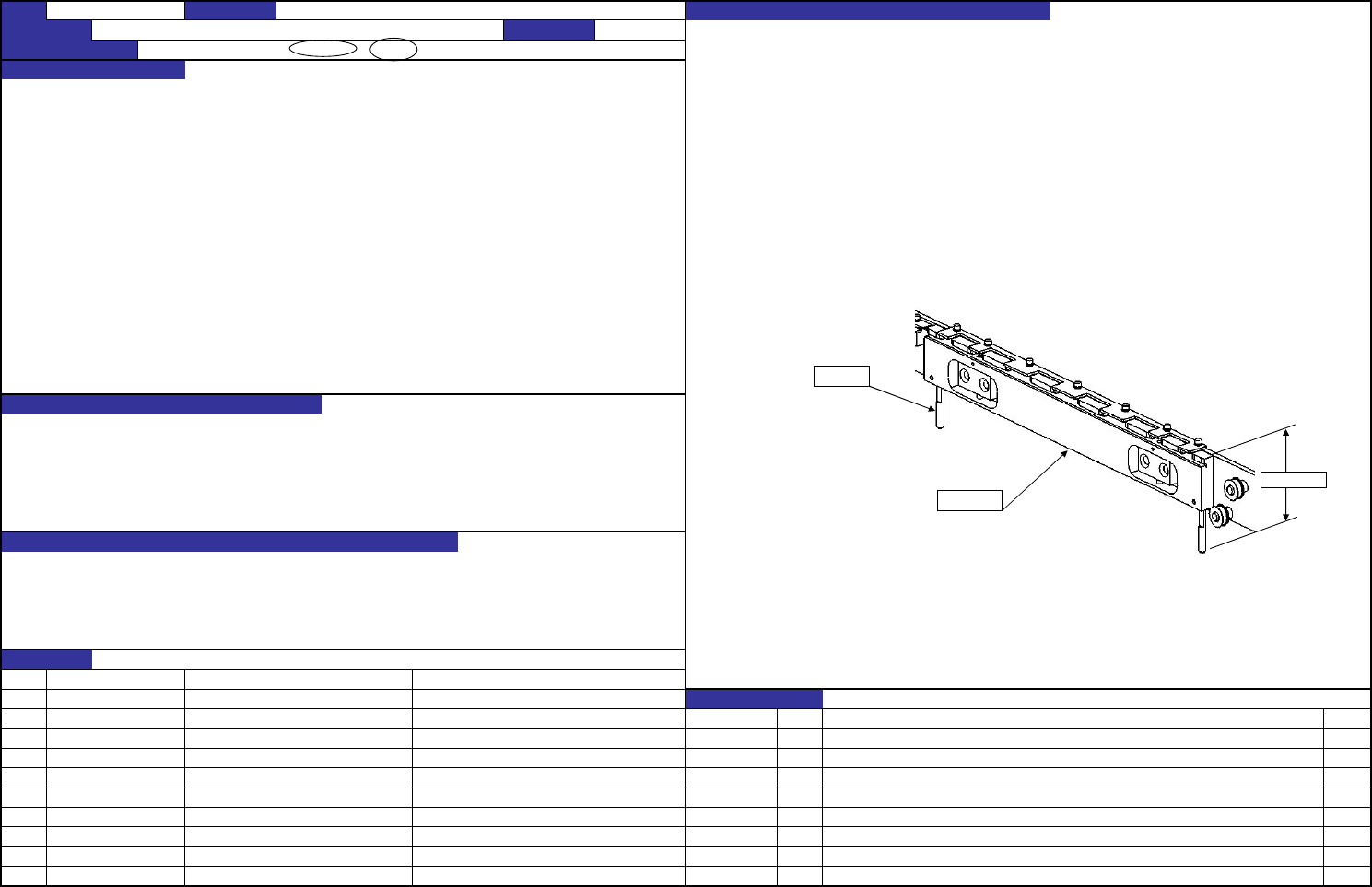
・ 轨道导轴位置(部分组合状态):87±0.1mm
・ 轨道导轴位置(总体组合状态):从新调整到无松动
调整方法
1. 测量下图所示的距离,调整为87±0.1mm。
2. 确认在移动传送带轨道时无松动。
3. 确认在要移动传送带轨道时无松动。
4. 如有松动,从新调整轨道导轴的位置,直到无松动。
(实施从新调整时,超出87±0.1mm的范围也无妨。)
使基板夹紧能顺利进行。
・ 基板夹紧不良
・ 贴片精度恶化
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-5
JM-10
装置名称
传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
基板夹紧位置
编制日期 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40078496 RAIL GUIDE SH
内容
变更履历
40107782 CONVEYOR RAIL
日期
传送带轨道
轨道导轴
87±0.1mm
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
确认方法
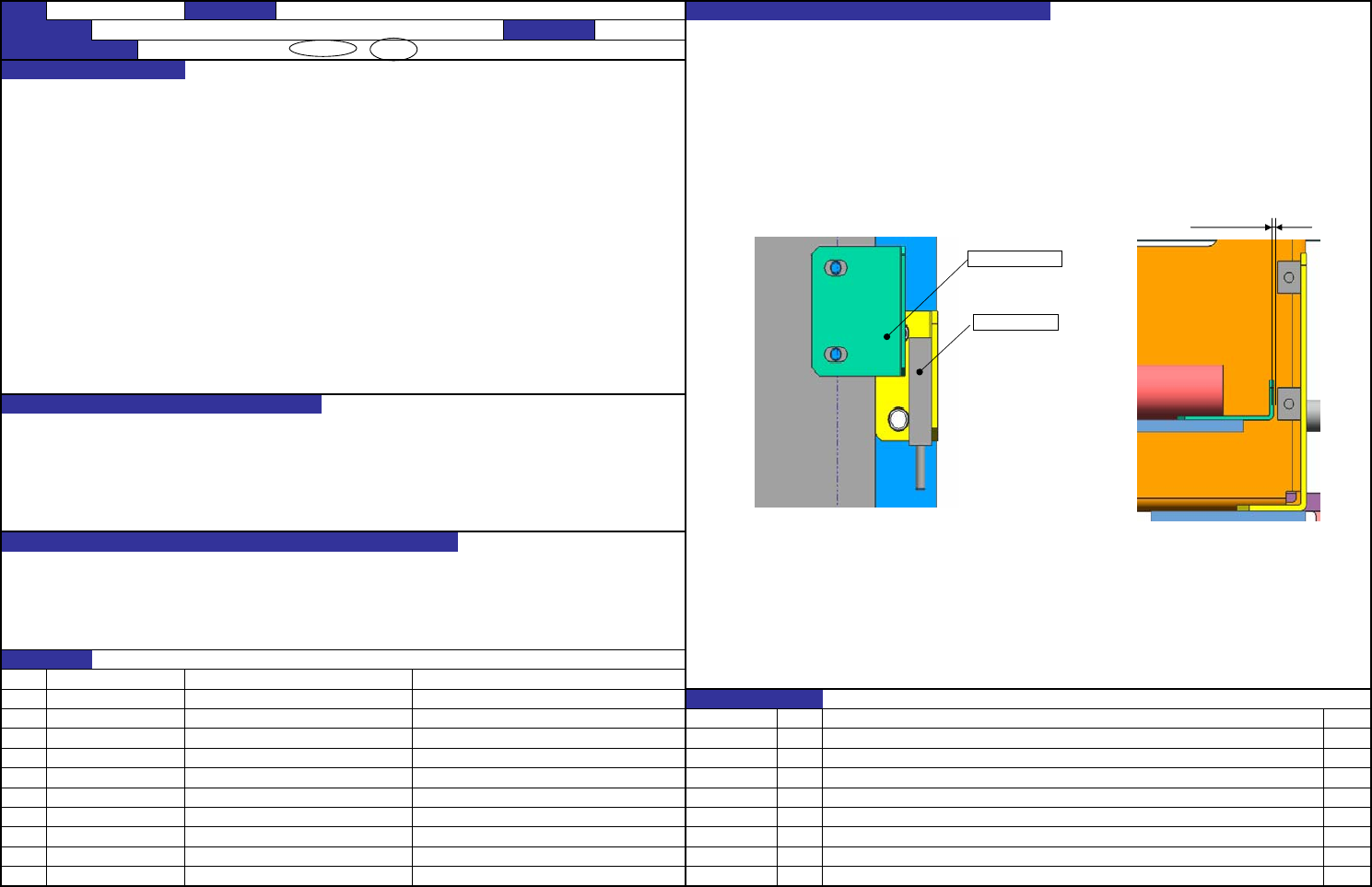
1. 确认传感器与BU传感器碰块的距离为1±0.3mm。
・ 传感器与BU传感器碰块位置的距离:1±0.3mm
调整方法
1. 将传感器与BU传感器碰块的距离调整为1±0.3mm。
测出支承台的上升、下降位置。
・ 基板固定不良
・ 基板传入时被压坏
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-6
JM-10
装置名称
传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
BU传感器碰块位置
编制日期 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40078527 BU SENSOR DOG
内容
变更履历
日期
1±0.3mm
BU SENSOR DOG
BU UP SENSOR