JM-10_QA表.pdf - 第55页
QA表 NO. 2 (1/2) NO. 2 (2/2) 机种 确认方法 把杠杆式千分尺固定在贴装头上沿X方向移动,测量CAL板侧面和X轴的平行。 CAL板侧面和X轴的平行:0.3mm 调整方法 拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,调整CAL块的平行。 为了CAL块第一标记和第二标记的位置关系不要有太大错位 识别第二标记时标记错位太大 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【9】…
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法
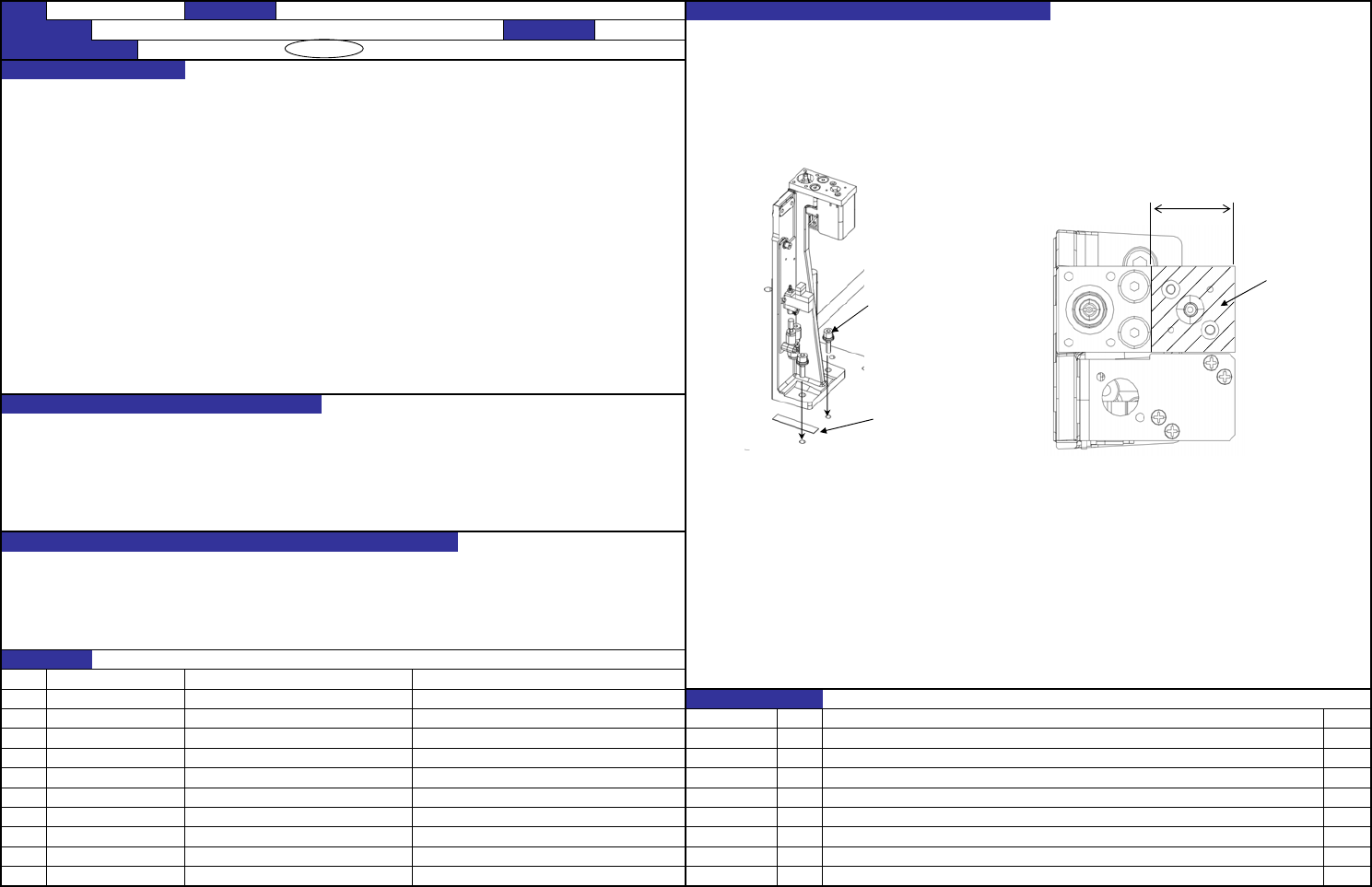
沿XY方向移动固定在贴装头上的杠杆式千分尺,测量CAL板上面和XY面的平行。
CAL板上面和XY面的平行度:0.03mm 调整方法
拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,在CAL块的下面塞入垫片进行调整。
坐标系的基准
CAL块是所有的坐标系的基准(原点)
贴装精度不良
吸附率降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【9】-1
JM-10 装置名称 CAL块 确认方法及调整方法(故障处理方法)
功能名称 和XY面的平行调整 编制日期 2007/8/7
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40046828 CAL块组
变更履历
货号 品名 有关质量特性
内容
E3806721000 OCC垫片C
E3805721000 OCC垫片B
日期
E2063760000 垫片C
CAL块固定螺钉
垫
片
30
测量部位
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
确认方法
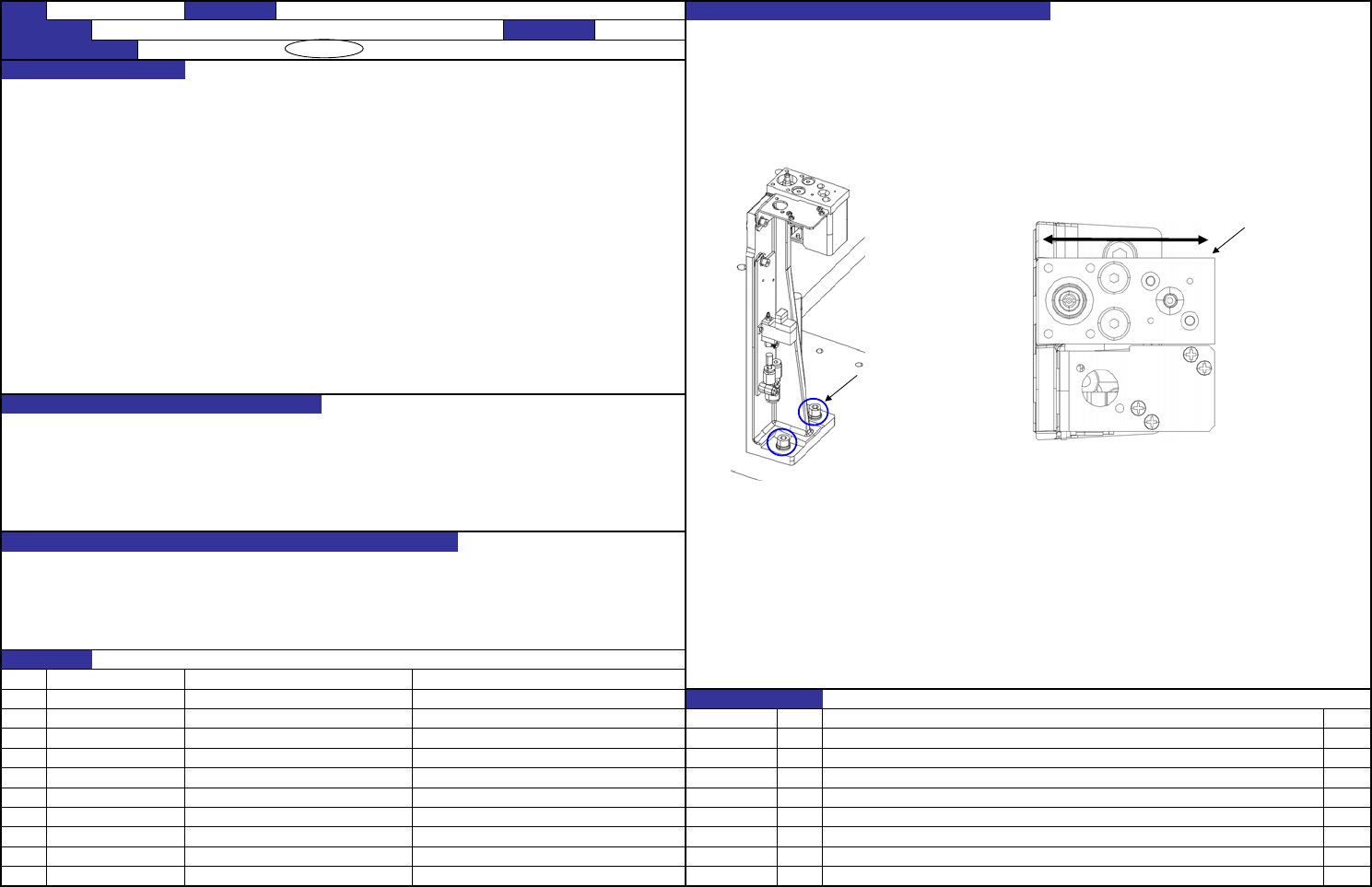
把杠杆式千分尺固定在贴装头上沿X方向移动,测量CAL板侧面和X轴的平行。
CAL板侧面和X轴的平行:0.3mm 调整方法
拧松把CAL块固定在底座车架上的螺钉(M6×20带垫片内六角螺钉)两处,调整CAL块的平行。
为了CAL块第一标记和第二标记的位置关系不要有太大错位
识别第二标记时标记错位太大
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【9】-2
JM-10 装置名称 CAL块 确认方法及调整方法(故障处理方法)
功能名称 和X轴的平行调整 编制日期 2007/8/7
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
日期
40046828 CAL块组
变更履历
内容
CAL块固定螺钉
测量部位
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
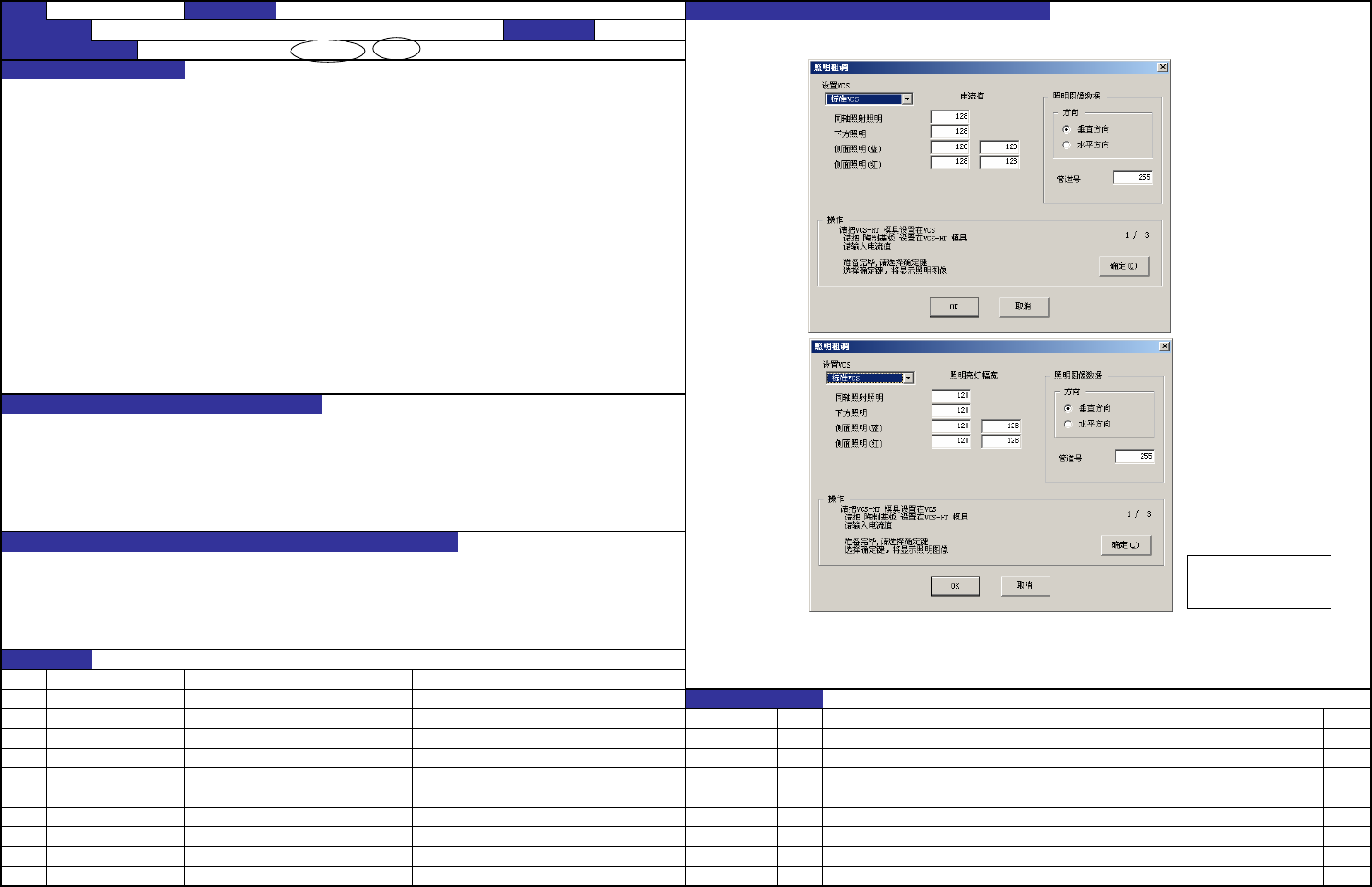
调整方法中有说明
用VCS识别元件时,影响识别率,贴装精度。
1.发生元件识别异常。
2.元件贴片精度不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【10】-1
内容日期
变更履历
货号 品名 有关质量特性
对象元件
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
确认方法及调整方法(故障处理方法)
2011/1/31
JM-10 装置名称 VCS
功能名称 VCS照明调整 编制日期
<MS参数 VCS光亮粗整调画面>
要切换电流值/照明亮灯
宽度时,用PAGE UP/PAGE
DOWN键进行。