TCM-X200 (2).pdf - 第114页
• • • • • 线路板断料时 线路板断料时 线路板断料时 线路板断料时 线路板断料时 生产运行中发生线路板断料时,前工序装置发出异常警报或是装 置自动停止。 前工序装置发出异常警报时 前工序装置发出异常警报时 前工序装置发出异常警报时 前工序装置发出异常警报时 前工序装置发出异常警报时 ( 1 ) 请补充前工序装置的基板,再开始生产运行。 装置自动停机时 装置自动停机时 装置自动停机时 装置自动停机时 装置自动停机时 ( 1 ) 前…
••
••
•
生产运行中有意识地补充元件时生产运行中有意识地补充元件时
生产运行中有意识地补充元件时生产运行中有意识地补充元件时
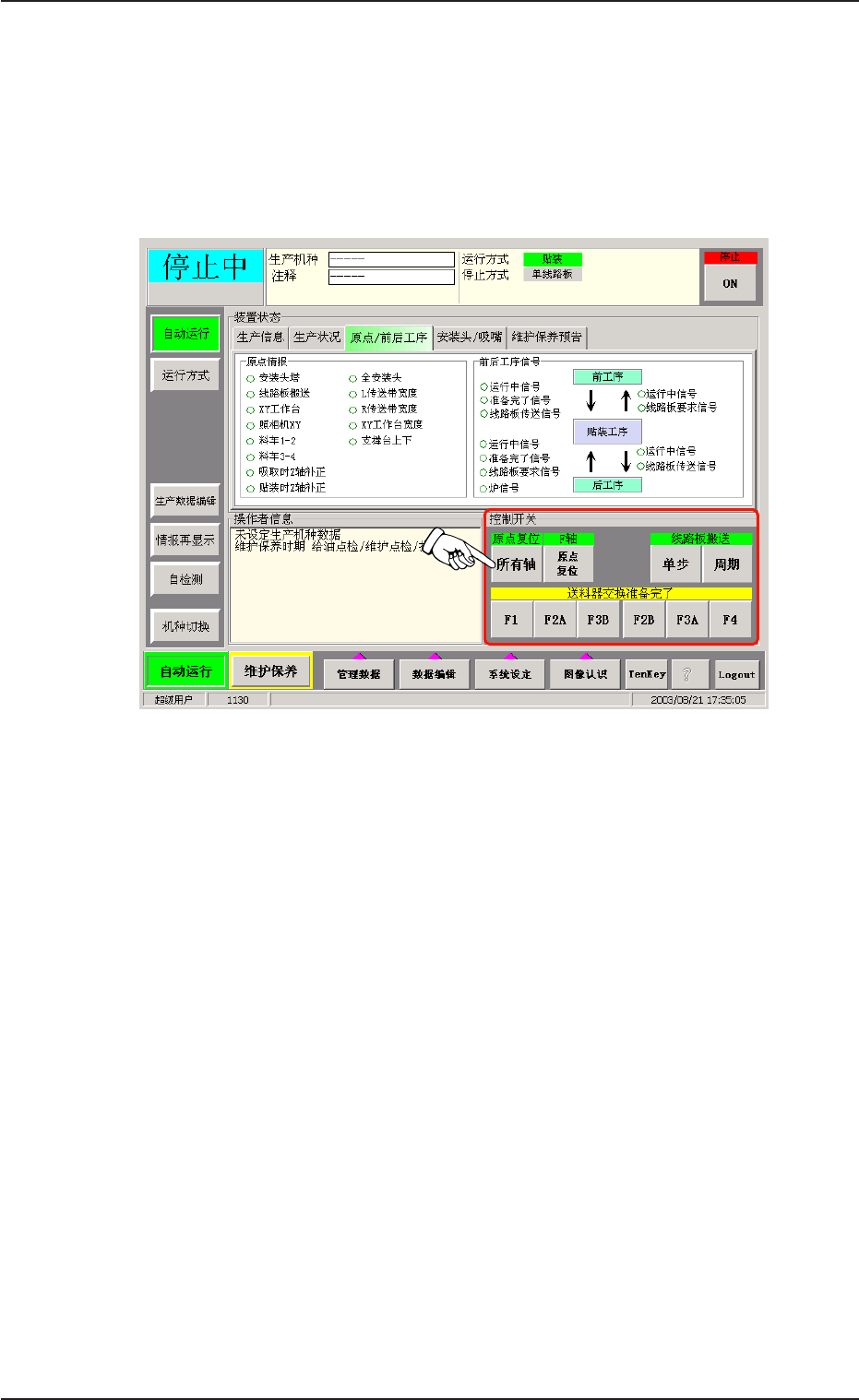
生产运行中有意识地补充元件时
(1) 按前操作台的[STOP]按钮,暂停生产。
(2) 按 “ 自动运行 ” 子菜单界面的控制开关部中原点复位[ 所有轴]
按钮,进行原点复位。
Fig.1 C22Fig.1 C22
Fig.1 C22Fig.1 C22
Fig.1 C22
(3) 打开送料器作业区安全门,卸下缺少元件的送料带。
(4) 安置新元件到送料带,安装料车。
(5) 按 “ 自动运行 ” 子菜单界面的控制开关部中 “ 送料器交换准备
完了 ” 相应的送料带按钮。
(6) 关闭送料器作业区安全门,按送料器准备完了按钮,按
[START]按钮,再开始生产运行。
1 .4 1 .4
1 .4 1 .4
1 .4
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动
0308-001 3-14

••
••
•
线路板断料时线路板断料时
线路板断料时线路板断料时
线路板断料时
生产运行中发生线路板断料时,前工序装置发出异常警报或是装
置自动停止。
前工序装置发出异常警报时前工序装置发出异常警报时
前工序装置发出异常警报时前工序装置发出异常警报时
前工序装置发出异常警报时
(1) 请补充前工序装置的基板,再开始生产运行。
装置自动停机时装置自动停机时
装置自动停机时装置自动停机时
装置自动停机时
(1) 前工序装置正常地自动停止了。
通常表示生产结束了。
0308-001 3-15
1 .4 1 .4
1 .4 1 .4
1 .4
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动
1.4.2 [STOP]1.4.2 [STOP]
1.4.2 [STOP]1.4.2 [STOP]
1.4.2 [STOP]
按钮和停机按钮和停机
按钮和停机按钮和停机
按钮和停机
[ON][ON]
[ON][ON]
[ON]
按钮下的暂停方法按钮下的暂停方法
按钮下的暂停方法按钮下的暂停方法
按钮下的暂停方法
•
[STOP][STOP]
[STOP][STOP]
[STOP]
按钮下的暂停按钮下的暂停
按钮下的暂停按钮下的暂停
按钮下的暂停
生产运行开始后,生产机型出错、确认安装状态时,请按前操作台
或后操作台的[STOP]按钮,暂停生产运行。
Fig.1 C23Fig.1 C23
Fig.1 C23Fig.1 C23
Fig.1 C23
(1) 按[STOP]按钮,暂停生产运行。
(2) 确认完安装状态时,按[START]按钮,生产运行再开始。
(3) 生产机种出错时,按[STOP]按钮暂停生产运行后,按照 “1.5 生
产运行的中断 ” 中断生产运行。
•
停止停止
停止停止
停止
[ON][ON]
[ON][ON]
[ON]
按钮下的暂停按钮下的暂停
按钮下的暂停按钮下的暂停
按钮下的暂停
处于
* 1* 1
* 1* 1
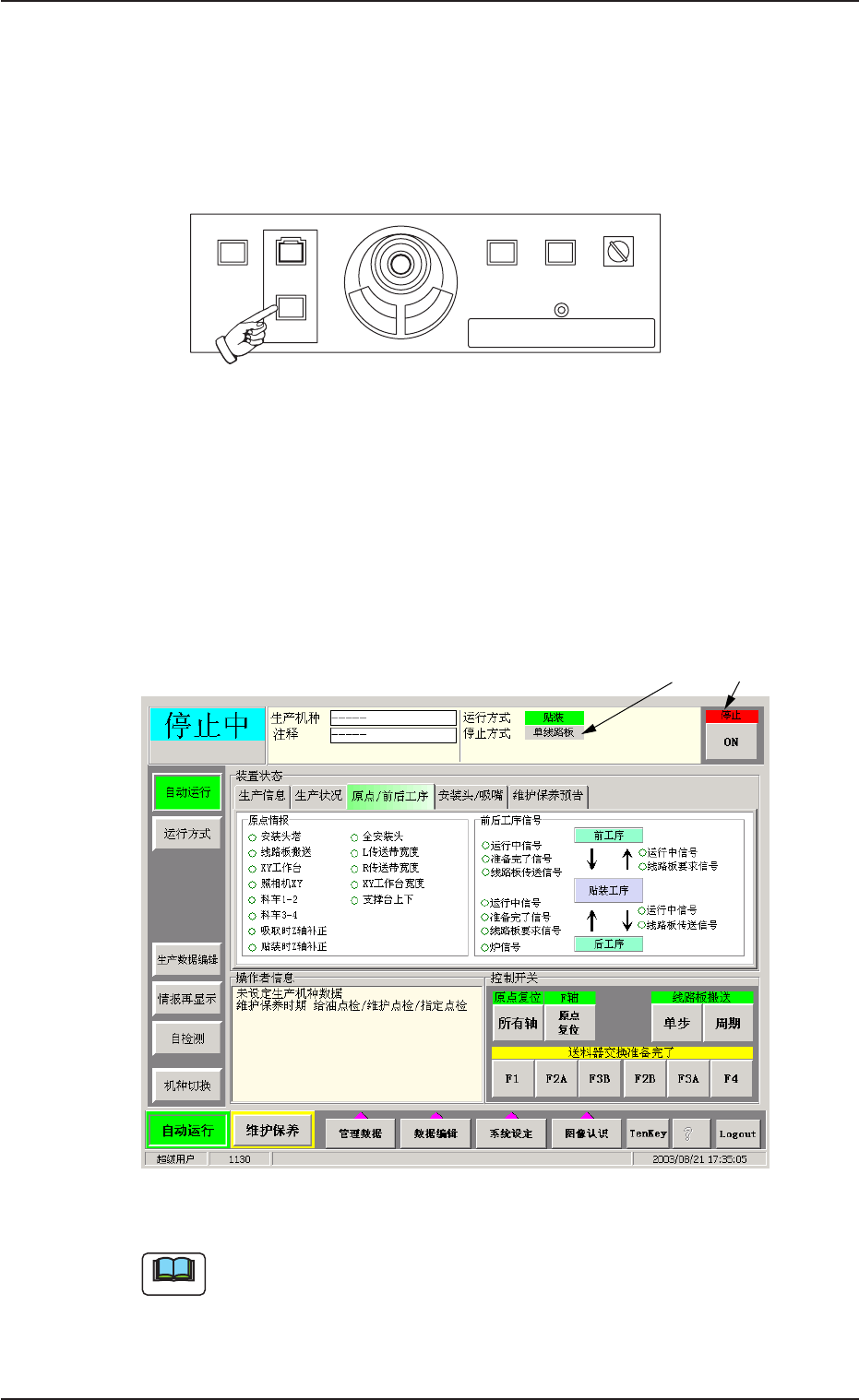
* 1 停止方式 “ 单步 ” 时,按
*2*2
*2*2
*2 停止[ON]按钮,暂停生产运行。
Fig.1 C24Fig.1 C24
Fig.1 C24Fig.1 C24
Fig.1 C24
处于
* 1* 1
* 1* 1
* 1 停止方式 “ 单线路板 ” 时,将 “ 运行方式 ” 子菜单
的 “ 运行方式 ” 选项卡上的[ 停止] 按钮切换为 “ 设定 ” 。
0308-001 3-16
1 .4 1 .4
1 .4 1 .4
1 .4
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动生产运行的暂停和再启动
生产运行的暂停和再启动
219'410
5612
56#46 '0#$.'
4705'672
12'4#6+10
.1%-
20.%*#0)'
Note
* 1* 1
* 1* 1
* 1
*2*2
*2*2
*2