03253524-01 KPO 2 Closed Loop.pdf - 第23页
3 USER INFORMATION 3.4 TROUBLE SHOOTING AND ESCALATION Standalone Manual Interface To Koh Young KPO 2 08/2021 23 3.4.2 Appendix B - Production Data Record The tables in this Appendix provide a record of performance befor…
3 USER INFORMATION
3.4 TROUBLE SHOOTING AND ESCALATION
22 Standalone Manual Interface To Koh Young KPO 2 08/2021
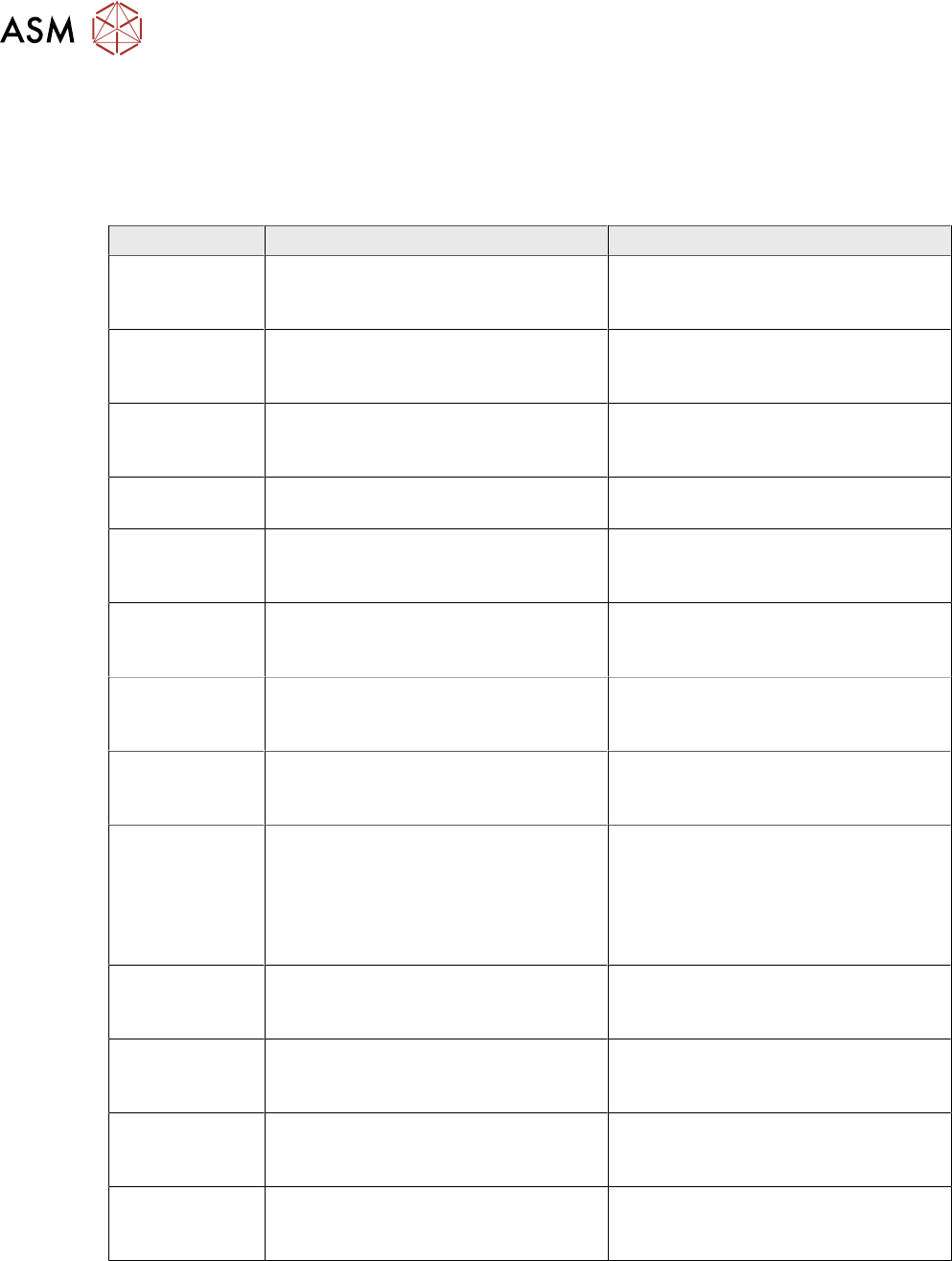
3.4.1 Appendix A - Printer Preparation
ProDEK should be run in advance to ensure print alignment.
NOTE
The pre-requisite to any KPO testing is the printer is maintained, calibrated and passed as ready
for production.
Step Task Comments
1 Check the machine environment (tem-
perature and humidity) is within spe-
cification
2 Confirm printer product file matches
SPI product file and both match the
product setup sheet
3 Ensure all process hardware (stencil,
tooling and squeegees) are correct as
per the product setup sheet
4 Ensure stencil, tooling and squeegees
are clean and free from damage
5 Ensure print area (transport belts,
board clamps and table top) are clean
and free from damage
6 If running a PAM test, ensure there is
sufficient quantity of panels to com-
plete the setup, test and validation
7 If using barcode verification, assemble
the reader and ensure the barcodes
are read repeatedly and reliability
8 If running a PAM test, set the consum-
able warning mode in the printer soft-
ware to ‘Suspend’
9 If running a PAM test, it is recommen-
ded to ensure enough under stencil
cleaner paper and solvent to complete
the required number of cleaning se-
quences (although these can be re-
plenished mid PAM if required)
10 Use Open Cover commands to prime
the paper and solvent. Ensure the
cleaner works correctly
11 Use a transparent stencil or empty
stencil frame to verify Mode 1 cleaning
sequence is functioning correctly
12 Maintain the solder paste bead dia-
meter within specification throughout
the testing
13 Run print verification and ensure that
the solder paste is aligned accurately
to the PCB pads
3 USER INFORMATION
3.4 TROUBLE SHOOTING AND ESCALATION
Standalone Manual Interface To Koh Young KPO 2 08/2021 23
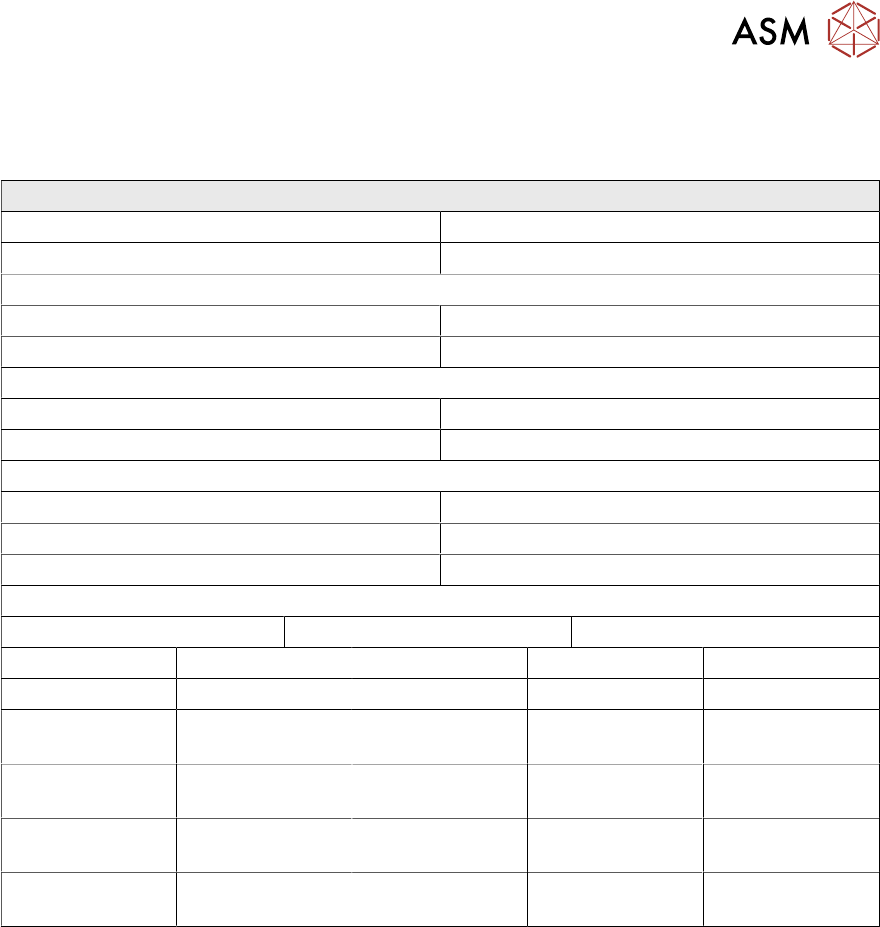
3.4.2 Appendix B - Production Data Record
The tables in this Appendix provide a record of performance before and after KPO optimisation and
therefore help measure effectiveness.
Before KPO Optimisation
Product Name: Line No:
Shift: Date:
Engineer/Technician:
Stencil ID: Tooling ID:
Squeegee Type: Solder Paste Type:
Process Parameters
Print Speed: USC Mode 1:
Separation Speed: USC Frequency:
Squeegee Pressure:
X Forward Offset: X Reverse Offset:
Y Forward Offset: Y Reverse Offset:
Theta Forward Offset: Theta Reverse Offset:
Performance Data
Cycle Time: Throughput: 1
st
Pass Yield
Mean Volume Mean Height Mean Area Defect Rate
Whole Board
Critical Device
ID:
Critical Device
ID:
Critical Device
ID:
Critical Device
ID:
3 USER INFORMATION
3.4 TROUBLE SHOOTING AND ESCALATION
24 Standalone Manual Interface To Koh Young KPO 2 08/2021
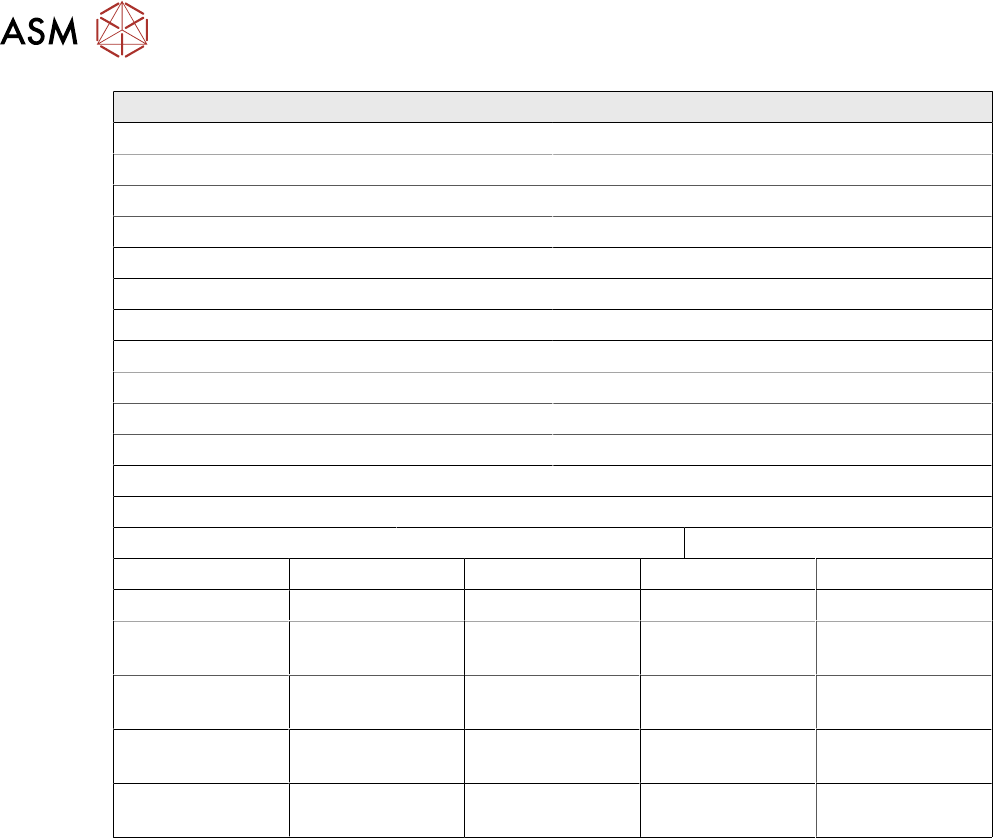
After KPO Optimisation
Product Name: Line No:
Shift: Date:
Engineer/Technician:
Stencil ID: Tooling ID:
Squeegee Type: Solder Paste Type:
Process Parameters
Print Speed: USC Mode 1:
Separation Speed: USC Frequency:
Squeegee Pressure:
X Forward Offset: X Reverse Offset:
Y Forward Offset: Y Reverse Offset:
Theta Forward Offset: Theta Reverse Offset:
Performance Data
Cycle Time: Throughput: 1
st
Pass Yield
Mean Volume Mean Height Mean Area Defect Rate
Whole Board
Critical Device
ID:
Critical Device
ID:
Critical Device
ID:
Critical Device
ID: