CMN918C200_YSM40R_Mainte_C保养手册.pdf - 第123页
3-54 3 5.2.2 剪式齿轮的清洁与加油 一般,1 年左右需对剪式齿轮进行 1 次清洁与加油。下面,介绍清洁与加油的方法。 1 进行作业前的准备。 e 1. 将易受磁场影响的手表、ID 磁卡等随身物品全部取出。 2. 按急停按钮,打开贴片机的安全机盖。 3. 将料车从贴片机上卸下。 4. 将贴装头单元移到便于清洁剪式齿轮的位置之后,将方巾垫在下方。 2 拆卸齿轮盖。 用内六角扳手 (2.5) 拆下齿轮盖的 3 根固定螺栓。 3 清…
3-53
3
5
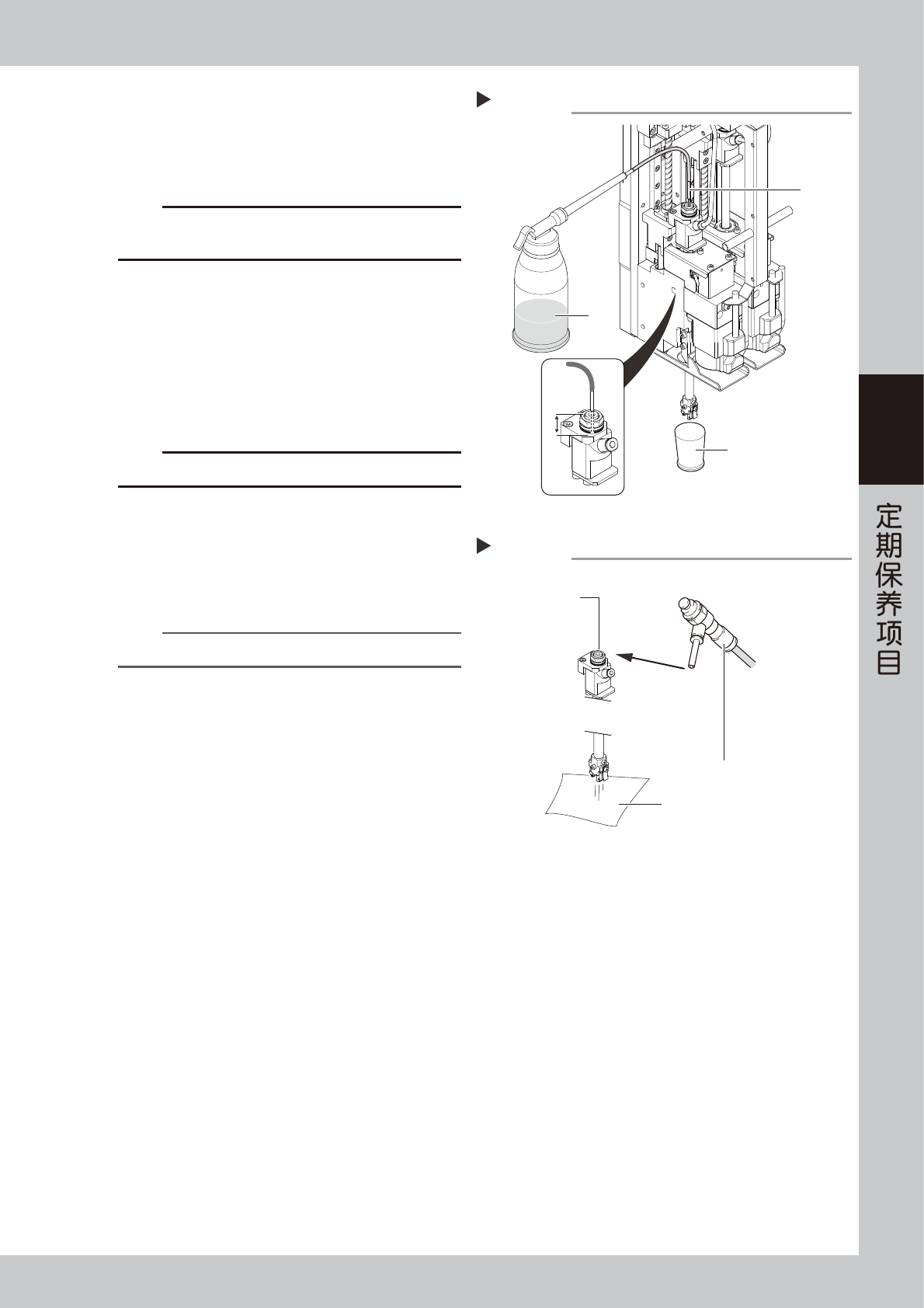
清洗花键轴内部。
1. 在花键轴的下方放置接 IPA 用的纸杯等容器。
2. 将清洗工具的注嘴插入花键轴内。
3. 注入 IPA 清洗花键轴的气路。
c
注意
请务必将清洗工具的注嘴插入 15mm 以上。插入不到位,会导
致 IPA 流入花键轴上部的密封圈类零件上。
6
对花键轴的空气通道进行喷气。
1. 将喷气工具 ( 选购件 ) 插在一次性换料车等 的
气源插口上。
2. 用无尘布挡在花键轴的前端之后,用喷气工具
对花键轴内进行喷气。
3. 确认不再有脏污流到花键轴前端的无尘布上后,
安装维护用螺栓。
c
注意
排出的气体可能会吹到面部,请务必佩戴防护眼镜。
7
反复进行上述操作。
反复 Step4 〜 Step6 的操作,清洗所有贴装头的花
键轴内部。
8
将空气软管与吸嘴装回原位。
n
要点
请务必将吸嘴装回原贴装头。
清洗花键轴内部
Step 5
注嘴
纸杯等容器
IPA
15mm
以上
55365-N9-00
对花键轴内进行喷气
Step 7
从此孔进行喷气
喷气工具
无尘布等
55366-N9-00
3-54
3
5.2.2 剪式齿轮的清洁与加油
一般,1 年左右需对剪式齿轮进行 1 次清洁与加油。下面,介绍清洁与加油的方法。
1
进行作业前的准备。
e
1. 将易受磁场影响的手表、ID 磁卡等随身物品全部取出。
2. 按急停按钮,打开贴片机的安全机盖。
3. 将料车从贴片机上卸下。
4. 将贴装头单元移到便于清洁剪式齿轮的位置之后,将方巾垫在下方。
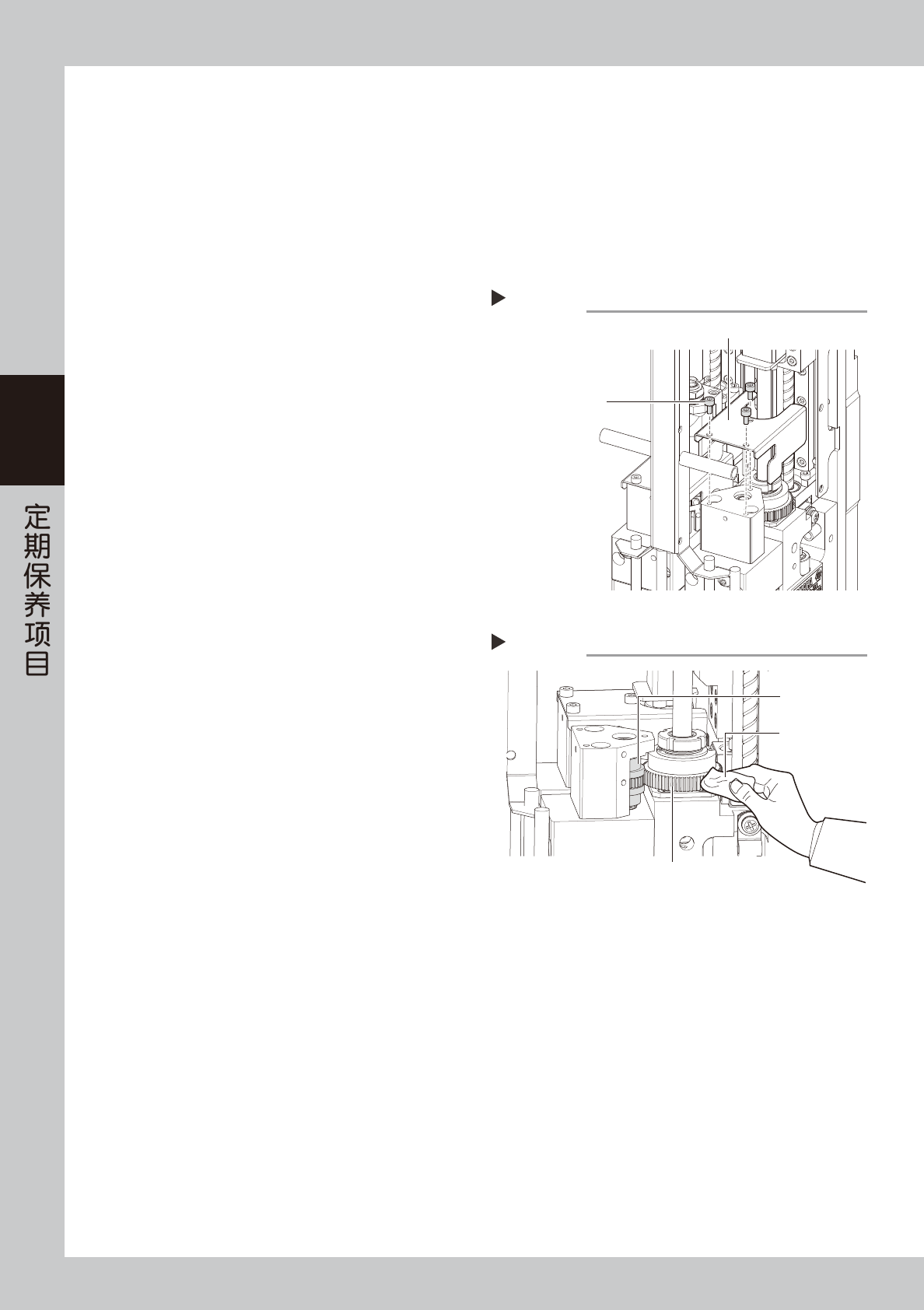
2
拆卸齿轮盖。
用内六角扳手 (2.5) 拆下齿轮盖的 3 根固定螺栓。
3
清洁剪式齿轮。
边用手转动 R 轴 ( 齿轮 ),边用无尘擦拭纸等擦去
齿轮部 ( 剪式齿轮与相邻齿轮 ) 的脏污。
4
涂抹润滑油。
1. 边用手转动 R 轴,边给剪式齿轮涂抹指定的润
滑油 (NSL)。
2. 用无尘擦拭纸擦去堆积的多余润滑油。
5
安装齿轮盖。
将齿轮盖装回原位,并用内六角扳手拧紧 3 根固定
螺栓。
拆卸齿轮盖
Step 2
齿轮盖的固定螺栓
齿轮盖
55367-N9-00
清洁剪式齿轮
Step 3
剪式齿轮
相邻齿轮
无尘擦拭纸
55368-N9-00
3-55
3
5.3 传送部
5.3.1 传送带的点检与导轨、带轮的清洁
1
进行作业前的准备。
e
1. 将易受磁场影响的手表、ID 磁卡等随身物品全
部取出。
2. 按急停按钮,打开贴片机的安全机盖。
3. 将料车从贴片机上卸下。
4. 将切带机部的排带通道拆下。
5. 将方巾垫在顶板上。
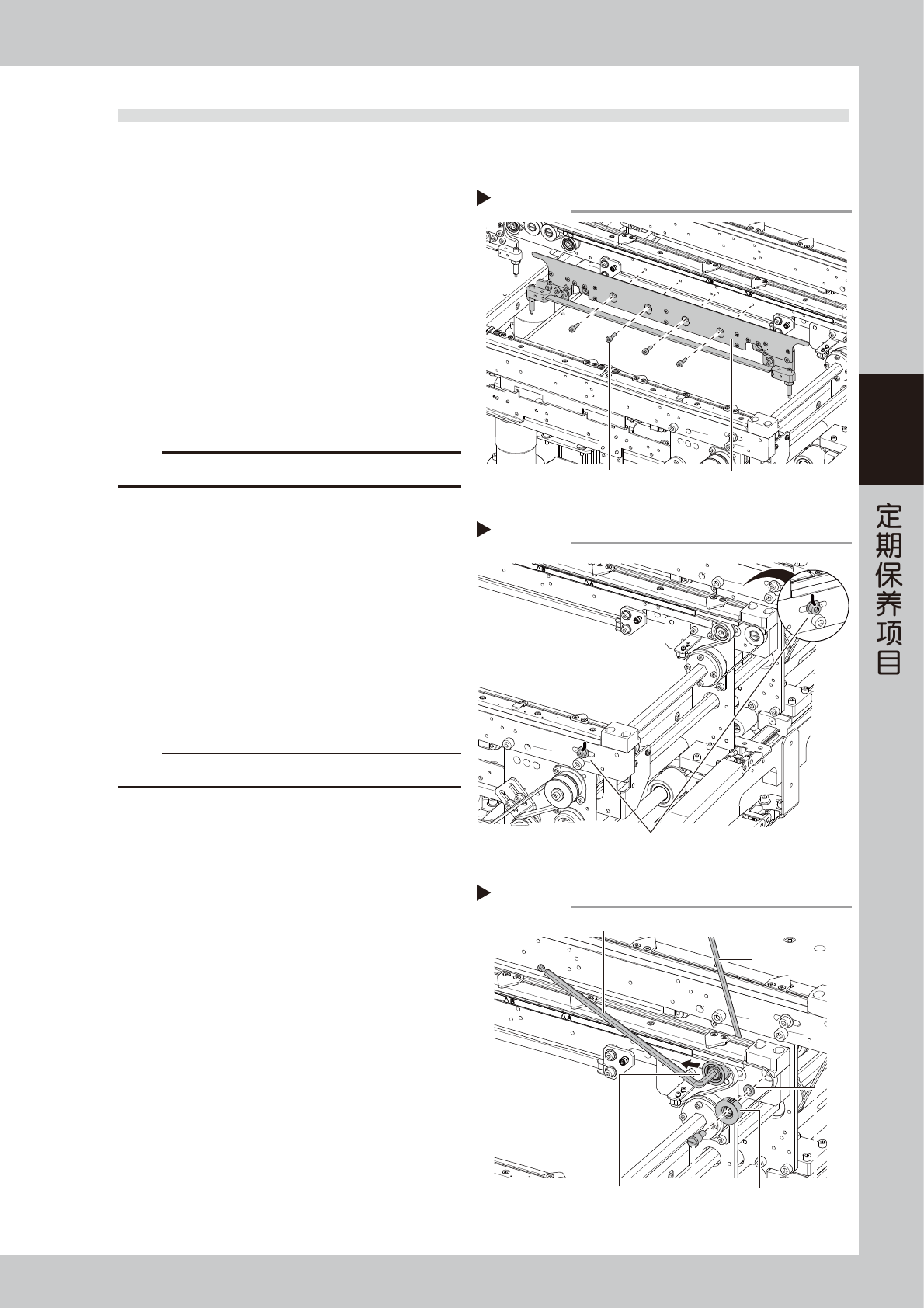
2
拆卸基板固定夹
。
用内六角扳手 (2.5) 拆下基板固定夹的固定螺栓 ( 右
图中所示的 4 处 ) 之后,取下基板固定夹。
c
注意
请勿拆卸右图所示的 4 处以外的螺栓。
3
给带轮位置作记号。
在施加张力的带轮的固定螺栓处用油性记号笔作上
记号。
4
放松传送带。
1. 用 2 把内六角扳手拧松施加张力的带轮之后,
将其移到长孔最边端 ( 松弛方向 )。
带轮侧 :使用 5mm 内六角扳手
固定螺栓侧 :使用 4mm 内六角扳手
2. 拆卸在 1. 中拧松的带轮侧旁的带轮。用一字螺
丝刀拆下带轮轴之后,拆下该带轮。
c
注意
注意不要丢失垫圈。
5
将传送带从带轮上拆下。
检查拆下的传送带是否有龟裂或已被磨损。
若有龟裂或已被磨损时,需参照后述第 6 章“2. 传
送带的更换”更换传送带。
拆卸基板固定夹
Step 2
基板固定夹
固定螺栓(4处)
55369-N9-00
给带轮位置作记号
Step3
用油性记号笔作记号
55370-N9-00
放松传送带
Step 4
内六角扳手(4)内六角扳手(5)
需拧松的带轮
垫圈需拆卸的带轮带轮轴
55371-N9-00