CMN918C200_YSM40R_Mainte_C保养手册.pdf - 第145页
3-76 3 7.2.4 易耗件的安装 ■ 碗形塞与压板的安装 1 换上新的碗形塞。 如右图所示,将新的碗形塞放在连杆上。 2 安装压板。 将清洗干净的压板上的记号对齐碗形塞上的记号安 装在碗形塞上。 3 拧紧固定螺钉。 1. 确认压板的记号已与壳体上的记号对齐。 2. 用扭矩螺丝刀按对角方向对称拧紧 4 颗固定螺 钉 (M5×L12)。 拧紧扭矩 : 0.55N ‧ m ■ 气缸部零件的安装 1 组装吸气阀。 1. 将 2 片吸气阀 …
3-75
3
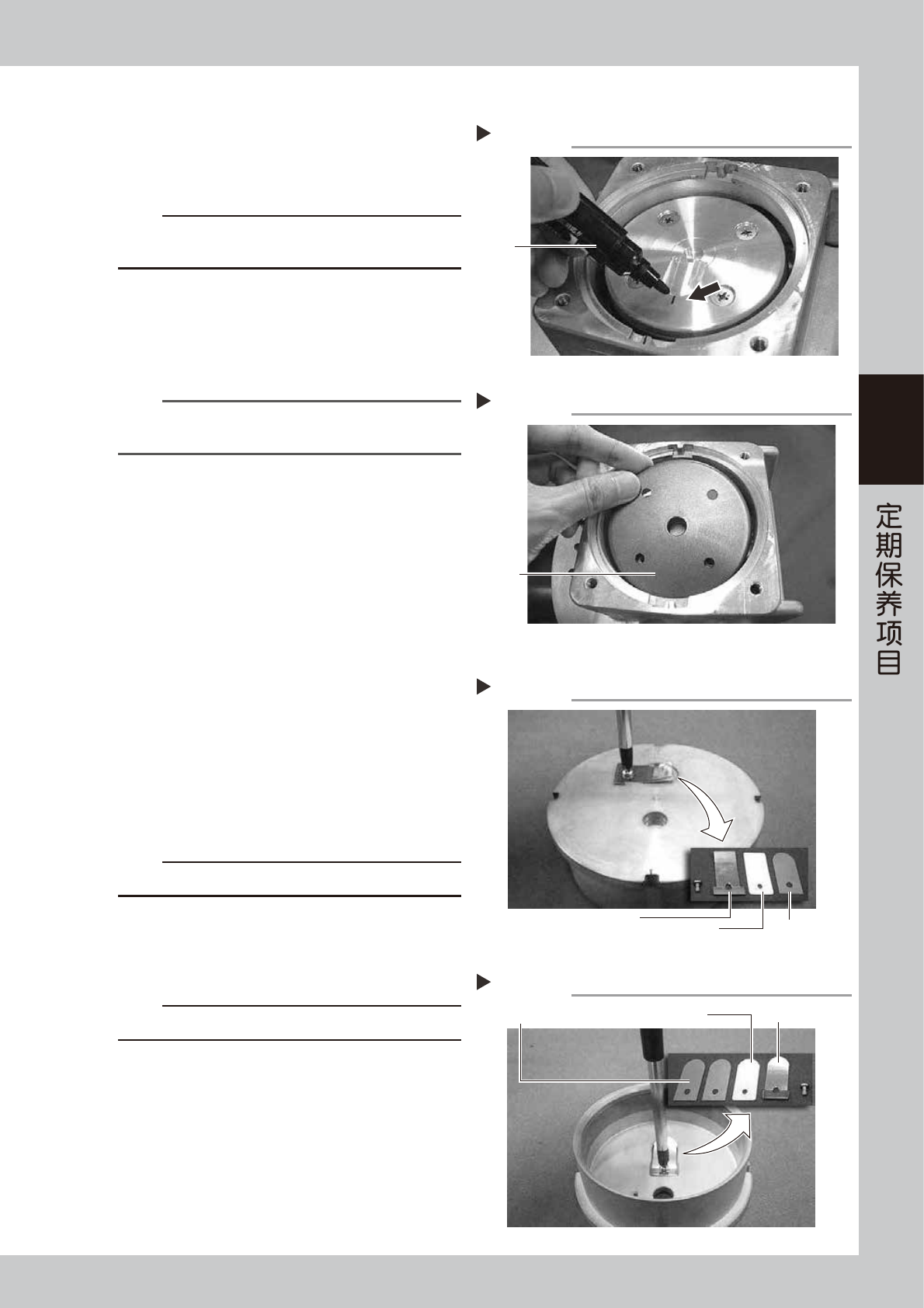
■ 压板与碗形塞的拆卸
1
给压板作记号。
用油性记号笔在压板上作记号,使该记号与壳体的
记号对齐。
c
注意
安装压板时,如果弄错安装方向,会导致真空泵发生故障。
因此,务必作上记号。
2
拆卸压板。
1. 戴上防护手套,用十字螺丝刀拧松 4 颗固定螺
丝 (M5×L12) 之后,拆下压板。
2. 用浸有擦拭用溶剂的无尘擦拭纸清洁压板。
n
要点
拆卸固定螺丝时,为防止压板因受力下沉,建议从下方用手
顶住拆卸对象螺丝处的连杆。
3
拆卸碗形塞。
■ 气缸部零件的拆卸
1
拆卸排气阀侧的零件。
用十字螺丝刀拆下固定螺丝之后,取下排气阀的压
片、排气阀、排气阀的加固片。
2
拆卸吸气阀侧的零件。
将气缸翻转,用十字螺丝刀拆下固定螺丝之后,取
出吸气阀压片、吸气阀 (2 片 )、吸气阀加固片。
c
注意
请勿丢弃排气阀压片与吸气阀压片,因为还可继续使用。
3
清洁气缸。
用无尘擦拭纸浸上擦拭用的溶剂,仔细擦拭整个气
缸。
c
注意
擦拭时,注意不要擦去作好的记号。
作记号
Step 1
油性
记号笔
553A9-N9-00
拆卸碗形塞
Step 3
碗形塞
553B0-N9-00
拆卸排气阀
Step 1
排气阀
排气阀压片
排气阀加固片
553B1-N9-00
拆卸吸气阀
Step 2
吸气阀 (2片)
吸气阀压片
吸气阀加固片
553B2-N9-00
3-76
3
7.2.4 易耗件的安装
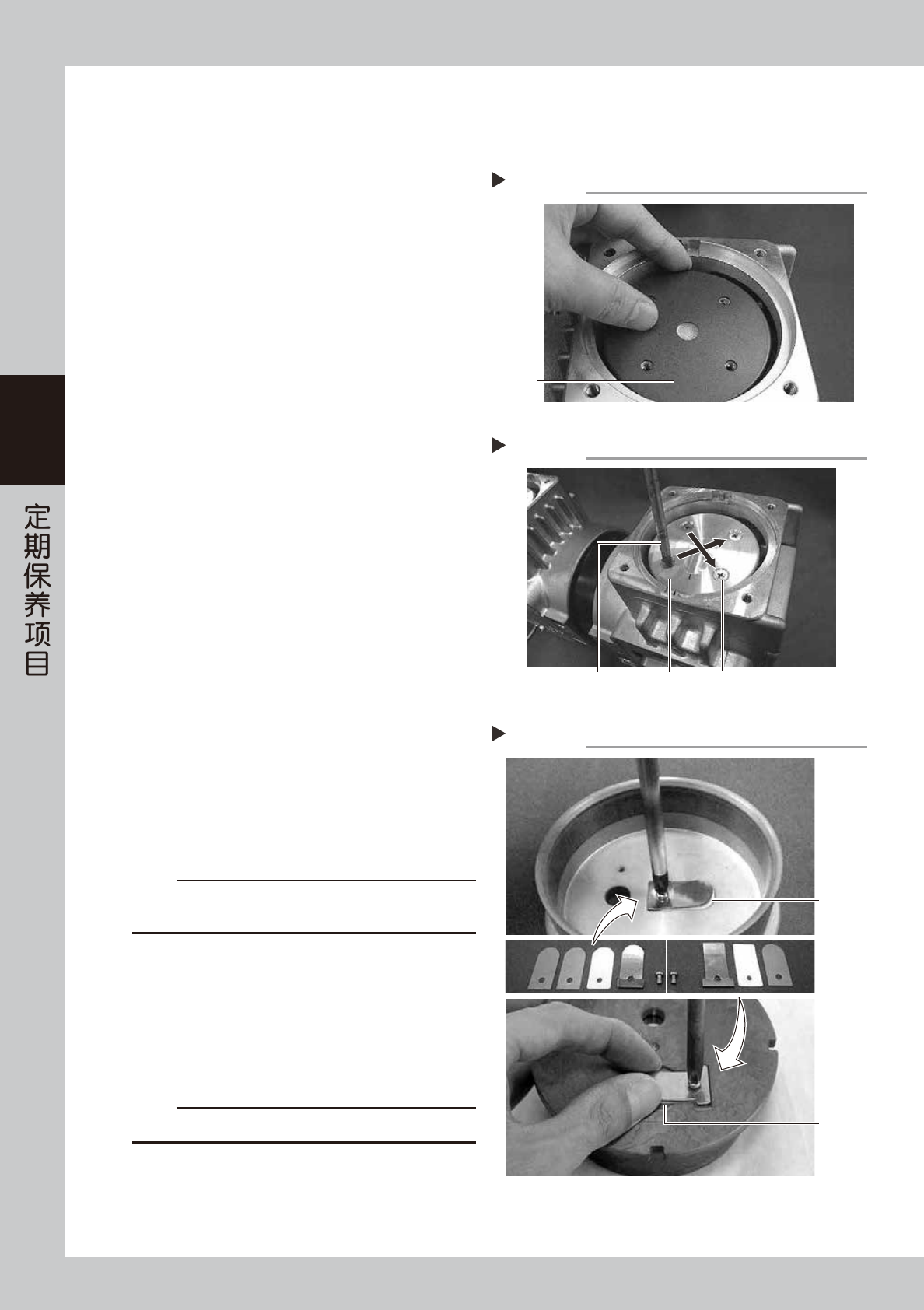
■ 碗形塞与压板的安装
1
换上新的碗形塞。
如右图所示,将新的碗形塞放在连杆上。
2
安装压板。
将清洗干净的压板上的记号对齐碗形塞上的记号安
装在碗形塞上。
3
拧紧固定螺钉。
1. 确认压板的记号已与壳体上的记号对齐。
2. 用扭矩螺丝刀按对角方向对称拧紧 4 颗固定螺
钉 (M5×L12)。
拧紧扭矩 :0.55N
‧
m
■ 气缸部零件的安装
1
组装吸气阀。
1. 将 2 片吸气阀 (FLAP) 放在已清洁干净的气缸
上,再放上吸气阀加固片 (SHEET1 FLAP)、吸
气阀压片。
2. 用扭矩螺丝刀拧紧固定螺丝 (M3×L5)。
拧紧扭矩为 :0.55N
‧
m
c
注意
拧紧固定螺丝时,注意不要使吸气阀、吸气阀加固片、吸气
阀压片偏移碰触凹槽的外周。
2
安装排气阀。
1. 翻转气缸,将排气阀放在气缸上,再在排气阀
上放上排气阀加固片。
2. 再放上排气阀压片之后,用扭矩螺丝刀拧紧固
定螺丝 (M3×L5)。
拧紧扭矩为 :0.55N
‧
m
c
注意
拧紧固定螺丝时,注意不要使排气阀偏移碰触凹槽的外周。
3
插入气缸。
使气缸的记号与壳体的记号对齐后,插入碗形塞部。
安装碗形塞
Step 1
碗形塞
553B3-N9-00
固定压板
Step 2-3
固定螺丝压板扭矩螺丝刀
553B4-N9-00
组装气缸部零件
凹槽外周
凹槽外周
Step 1-2
553B5-N9-00
3-77
3
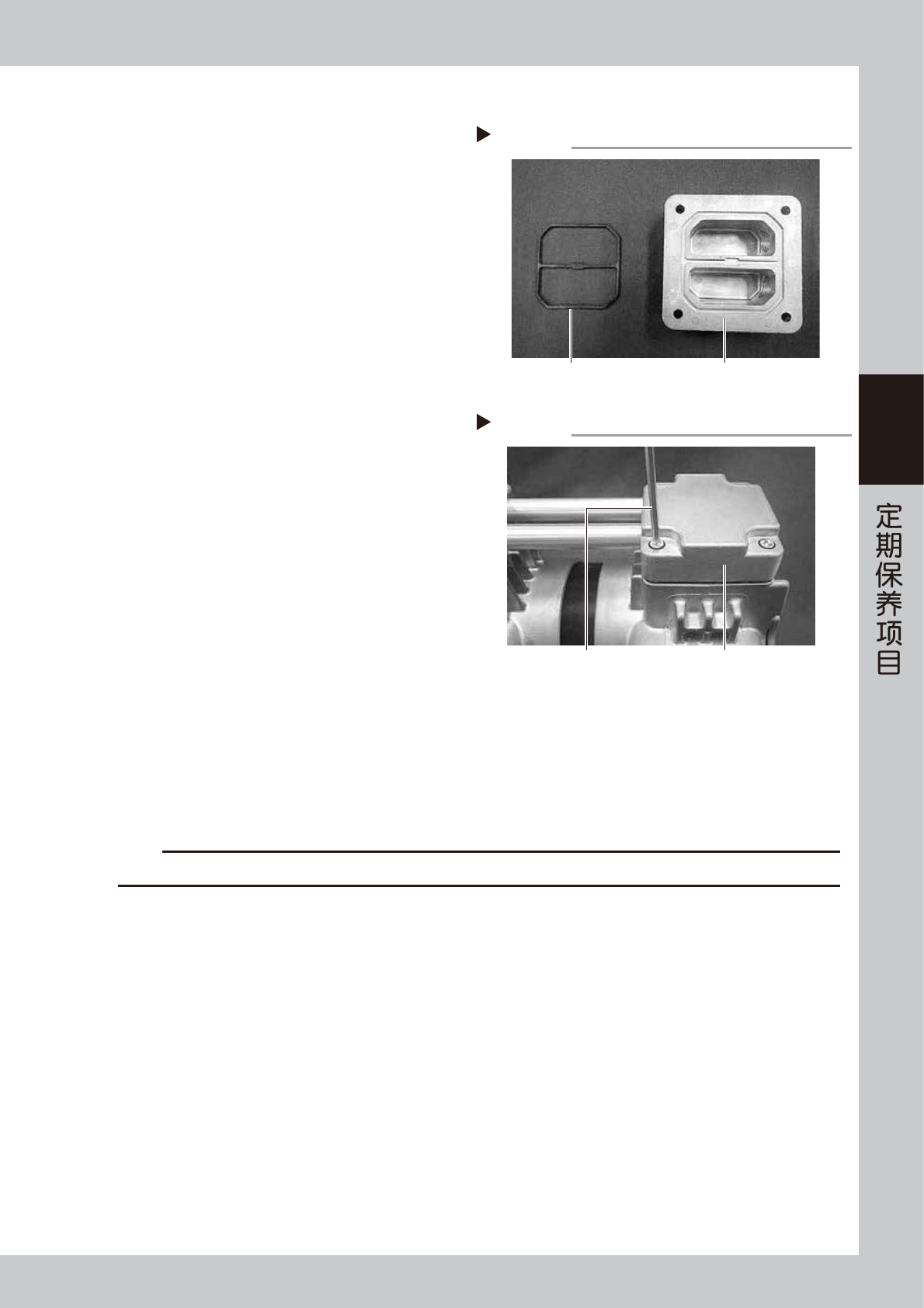
■ 泵头盖部的组装
1
更换密封圈。
1. 拆下泵头盖上的密封圈,清洁泵头盖。
2. 用喷气工具对泵头盖进行喷气之后,换上新的
密封圈。
2
组装泵头盖。
1. 将连接管插入泵头盖。
2. 对齐壳体与泵头盖的螺丝孔,用扭矩扳手拧紧
4 根固定螺栓 (M6×L30)(2 个泵头盖共 8 根固
定螺栓 )。
拧紧扭矩 :8N
‧
m
3
安装盖板。
使真空泵的盖板安装部朝上之后,安装盖板。
7.2.5 真空泵的安装
1
将真空泵装回原位。
按照本章前述“7.2.2 作业准备与真空泵的拆卸”中 Step3 〜 5 的相反步骤将真空泵装回原位。
c
注意
真空泵较重,安装时务必注意安全。
2
安装贴片机的正面盖板。
连接吸气扇的插头与地线之后,将正面盖板装回原位并固定 6 处固定螺丝。
3
将切带机的排带通道与料车装回原位。
更换密封圈
Step 1
泵头盖密封圈
553B6-N9-00
安装泵头盖
Step 2
泵头盖扭矩扳手
553B7-N9-00