松下CM602机器参数手册_2E8A5.pdf - 第14页
CM602-L 参考手册 1.1 各部的名称和功能 Pa ge 1- 14 与基板弯曲传感 器对应的基 板规格 项目 规格 基板的材质 : 玻璃环氧 基板厚度 : 1.6 mm ~ 4.0 mm 对象基板 基板的切口条件 : 为了获取基板弯曲的计 测基准点,基 板切口的位置 和大小有如下 的限制。 [ 下图所示为左 → 右流向下侧基准 ( 标准 ) 时的情况。 其他条件 ( 选购件 ) 时的情 况也按照如下。 ] EJM8A -11…
CM602-L
参考手册
1.1
各部的名称和功能
Page 1-13
1.1.8
基板弯曲传感器
(
选购件
) (
高速吸头、通用吸头
)
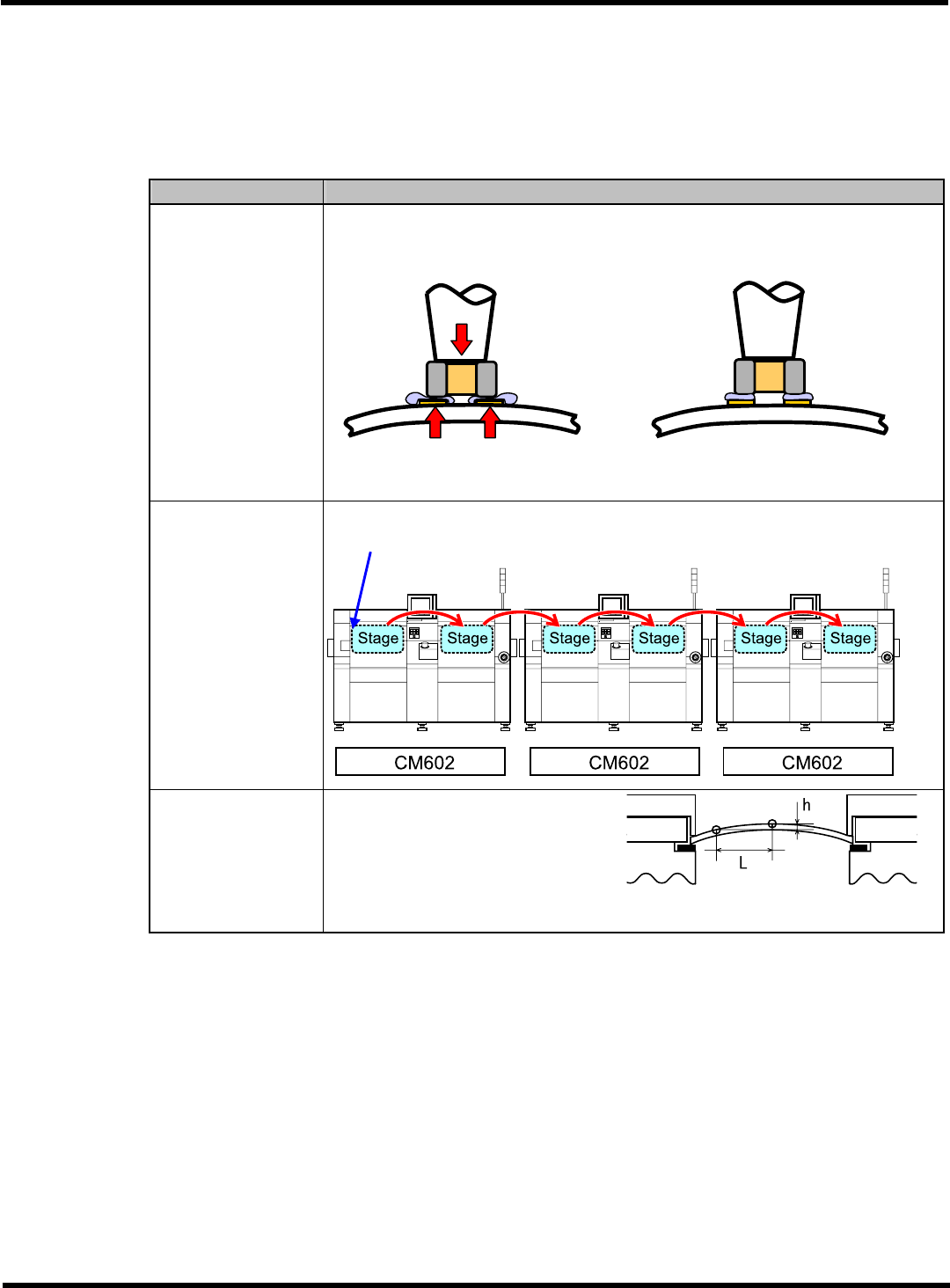
通过计测基板弯曲,并控制贴装高度来试图提高贴装品质。
在生产线的第一台机器的上游工作台的前侧臂上安装一套基板弯曲传感器。
∗
1
基板弯曲传感器具有以下的功能。
功能
说明
贴装高度控制功能
计测基板弯曲,并控制贴装高度。
没有基板弯曲传感器
有基板弯曲传感器
EJM8A-115E
贴装高度的最佳化
下一工序高度数据交
接功能
将上游工作台上所计测的基板弯曲数据交给下游工作台以及下游机器。
∗
2
基板弯曲传感器
(
安装在生产线的第一台机器的上游工作台上
)
EJM8A-117E
基板弯曲检测功能
设定基板的容许弯曲斜度,在贴装开始
之前告知有超过容许值的基板。
∗
容许弯曲斜度
(%) = h/L
×
100
EJM8A-108E
∗
1
:
在多功能吸头上不能安装基板弯曲传感器。
∗
2
:
下游的机器以
CM602-L
为对象。
使用有待机位置类型的传送带,或者在机器与机器之间连接其他公司的机器时,不能进行数据
的交接。
EJM8A-C-RMC01-A01-00
CM602-L
参考手册
1.1
各部的名称和功能
Page 1-14
与基板弯曲传感器对应的基板规格
项目
规格
基板的材质
:
玻璃环氧
基板厚度
:
1.6 mm ~ 4.0 mm
对象基板
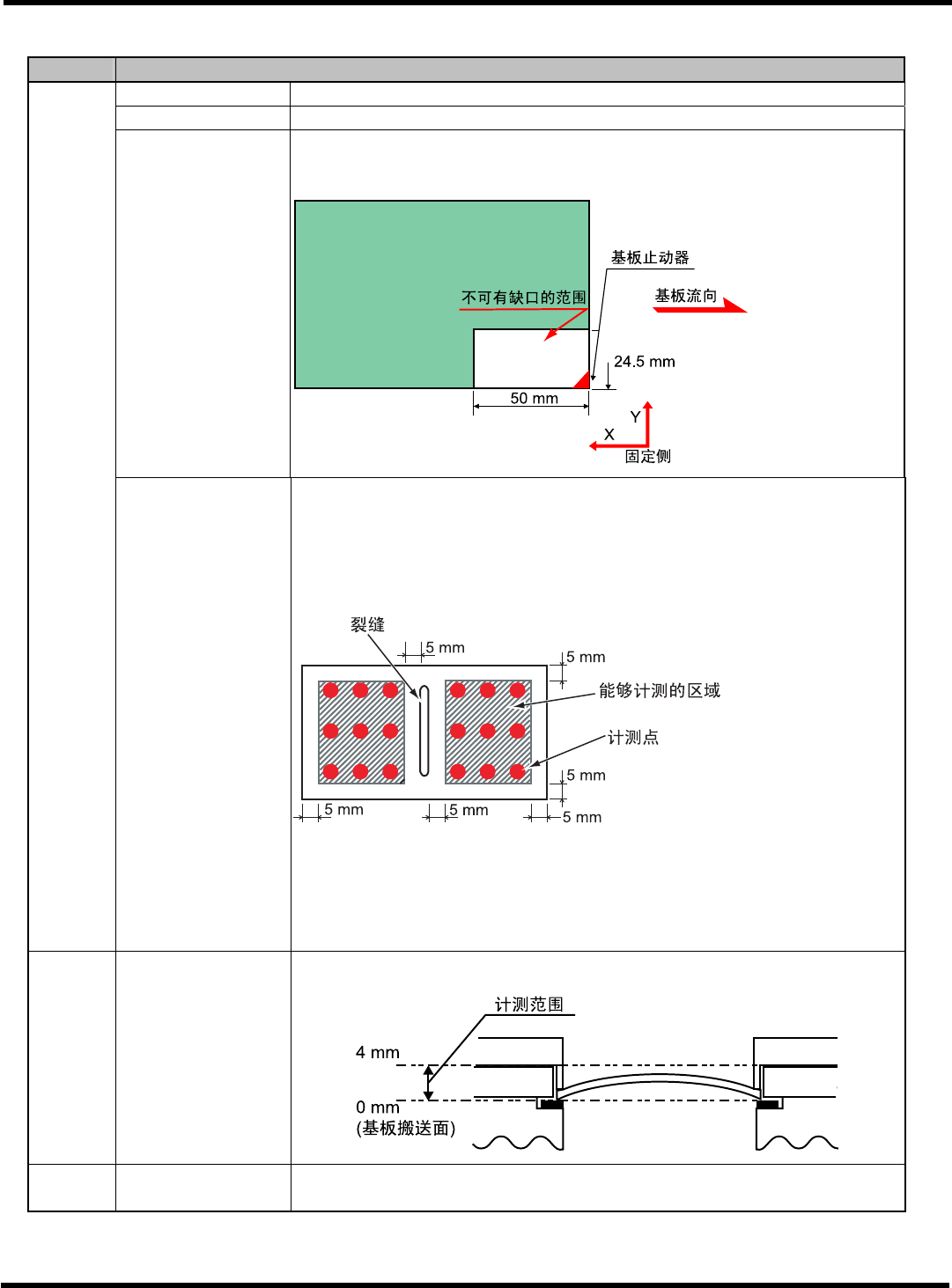
基板的切口条件
:
为了获取基板弯曲的计测基准点,基板切口的位置和大小有如下的限制。
[
下图所示为左
→
右流向下侧基准
(
标准
)
时的情况。其他条件
(
选购件
)
时的情
况也按照如下。
]
EJM8A-118C
基板计测点的条件
:
能够计测的面是在铜箔上涂敷抗蚀剂的一面,计测点需要
3 mm
×
3 mm
以上的
区域。
另外,计测点需要配置于离基板端部
5 mm
内侧的位置。
(
参照下图
)
使用一面取基板时,均等需要
9
个以上的计测点。
使用多面取基板时,每个区块都需要
9
个以上的计测点。
(1
个区块最多
25
个点
)
MEDI-082C
基板的弯曲形状
: 1
个区块能够补正的弯曲仅限于断面为
U
字型的单纯曲面。
若是复杂的弯曲时,先将其分为几个区块的话,可将其作为单纯曲面的组合来进
行补正。
∗
根据基板的弯曲形状,有时可能不能正确补正。
∗
必须因自重而不会导致基板形状的变化。
基板弯曲
传感器计
测范围
0 mm (
基板搬送面
) ~ 4 mm
EJM8A-116C
基板弯曲
计测时间
进行基板弯曲计测的工作台上,需要约
3 s
的计测时间。
(
计测
510 mm
×
460 mm
大小的基板的
9
个点时
)
∗
3
要对应
1.6 mm
未满的基板厚度时,请向本公司咨询。
EJM8A-C-RMC01-A01-00
CM602-L
参考手册
1.2
实装的结构
Page 1-15
1.2
实装的结构
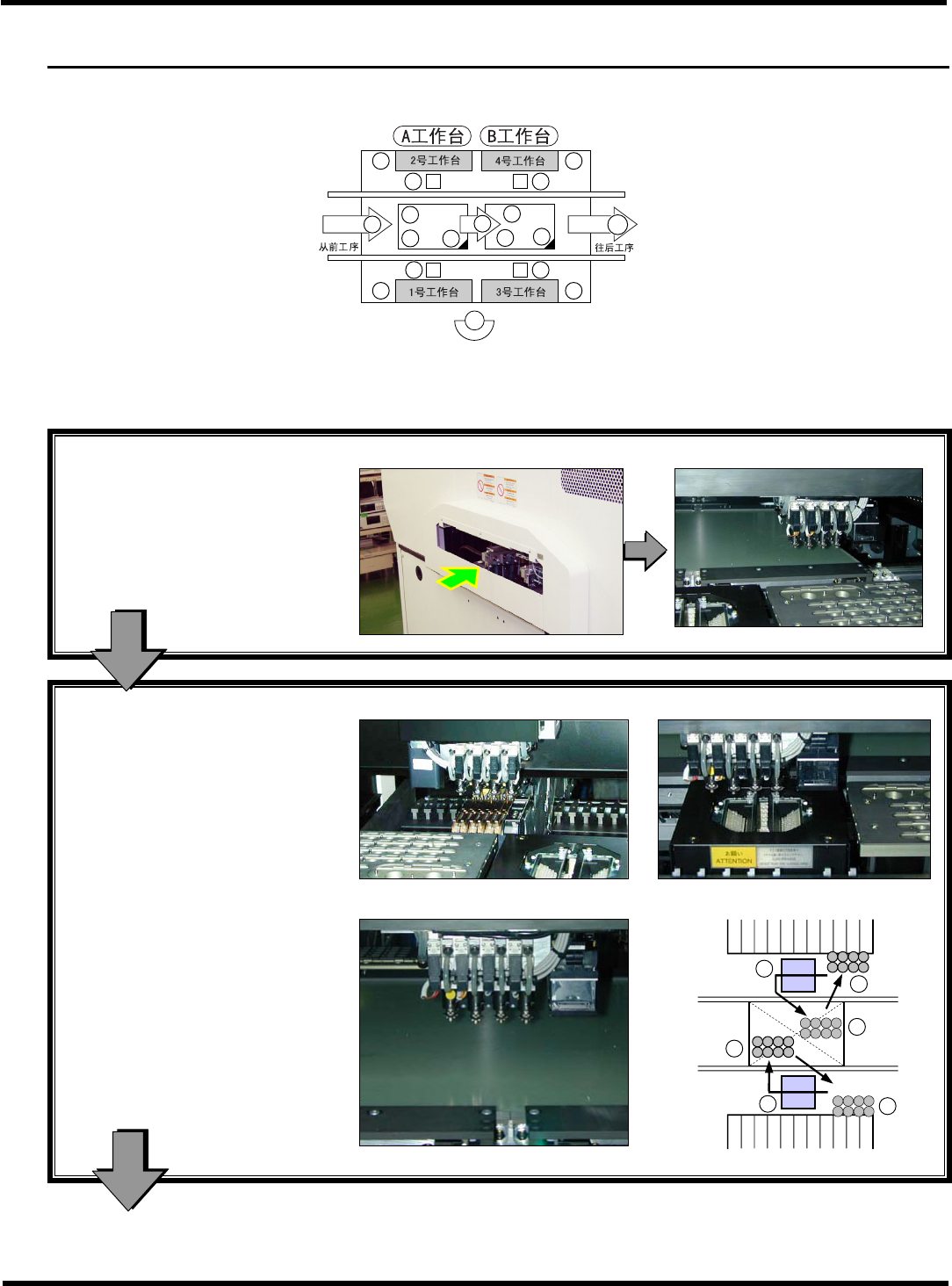
机器动作位置
后侧
前侧
∗
照片为通用吸头
(8
吸嘴
)
。
1.
基板搬入
从前工序搬入
固定基板,进行基板识别
把从前工序搬出的基板搬入,并固定
到
A
工作台的基板支座上。
EJM4A-024P
4Z4C-029P
2.
部品实装
吸着部品
识别部品
通过
2
台移载吸头,高速实装部品。
4Z4C-032P
4Z4C-030P
交替实装
实装部品
A
工作台
在一台吸头进行
“
识别
”
→
“
实装
”
的同
时,在另一台吸头装置上进行
“
吸着
”
→
“
识别
”
。
4Z4C-031P
4Z4C-003E
3.
至基板移动
EJM8A-C-RMC01-A01-00
3
2
4
4
3
2
4Z4C-010C
0
10
2 7
3 8
4
4
1
9
6
9
3
8
5
2 7