00198518-03_UM_LDU_2_X_CHS-ZH.pdf - 第39页
3 功能描述和结构 3.3 基本工艺 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 39 通过浸渍涂敷焊剂 浸渍期间,元件 (3) 被贴片机 (2) 用吸嘴 (4) 浸入到焊剂中,然后被放置到带有接触面 (5) 的基板 (6) 上。焊剂必须使用合适的载体 (1) 提供,并且表面应尽可能均匀平整。贴片机从供料器模块中拾取元 件后将其浸入到焊剂中。元件的引线或接触面即被涂上此焊剂 (7) 。然后,…
3 功能描述和结构
3.3 基本工艺
38 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
3.3 基本工艺
下文介绍浸渍工艺及影响此工艺的参数。
3.3.1 焊剂的使用
为提高腐蚀性元件或结构复杂元件的可焊性,这些元件的接触表面在生产过程中应涂敷额外的焊
剂。这样可以提高焊接连接的质量。在贴片工序中,会向元件或基板的相关接触表面涂敷焊剂。最
常见的两个工序是
分配
和
浸渍
。此外,还有印刷、冲压、喷涂、刷涂等工序。
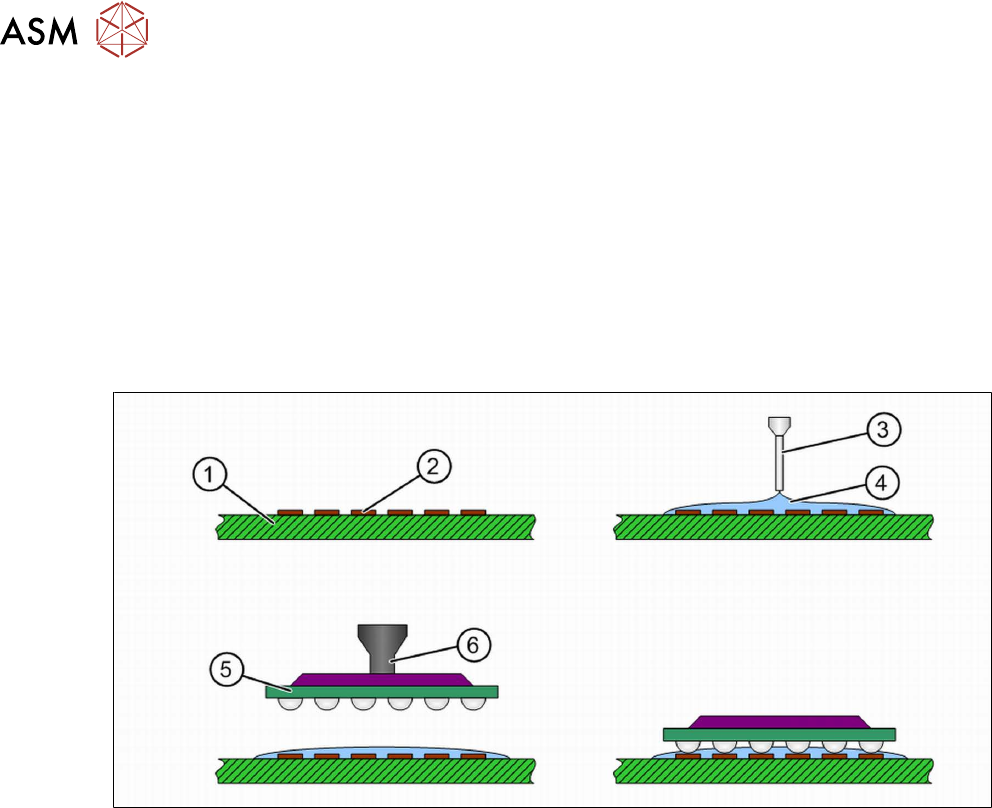
通过分配涂敷焊剂
分配期间,焊剂直接涂敷到基板
(1)
上。将针头
(3)
精准地放置在焊接头或接触面
(2)
上,并向焊接
头涂敷既定的焊剂量
(4)
。焊接头上形成一层薄膜,然后用镊子
(6)
将元件
(5)
放置在薄膜中。只有
薄焊剂类型适合采用分配工序。
3 功能描述和结构
3.3 基本工艺
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 39
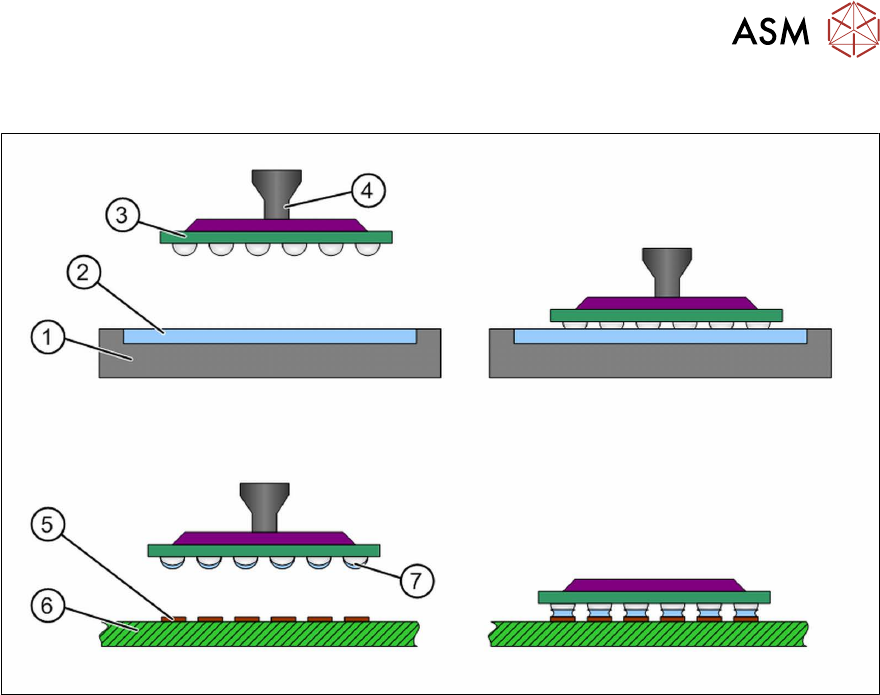
通过浸渍涂敷焊剂
浸渍期间,元件
(3)
被贴片机
(2)
用吸嘴
(4)
浸入到焊剂中,然后被放置到带有接触面
(5)
的基板
(6)
上。焊剂必须使用合适的载体
(1)
提供,并且表面应尽可能均匀平整。贴片机从供料器模块中拾取元
件后将其浸入到焊剂中。元件的引线或接触面即被涂上此焊剂
(7)
。然后,元件被放置到基板上。较
厚的焊剂类型或焊膏都可用于浸渍。
3 功能描述和结构
3.3 基本工艺
40 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
3.3.2 焊剂层厚度
元件上的焊剂量取决于空腔内焊剂层的厚度。焊剂层厚度取决于空腔深度和所用流体的涂敷效果。
空腔深度刻于浸渍板顶部。
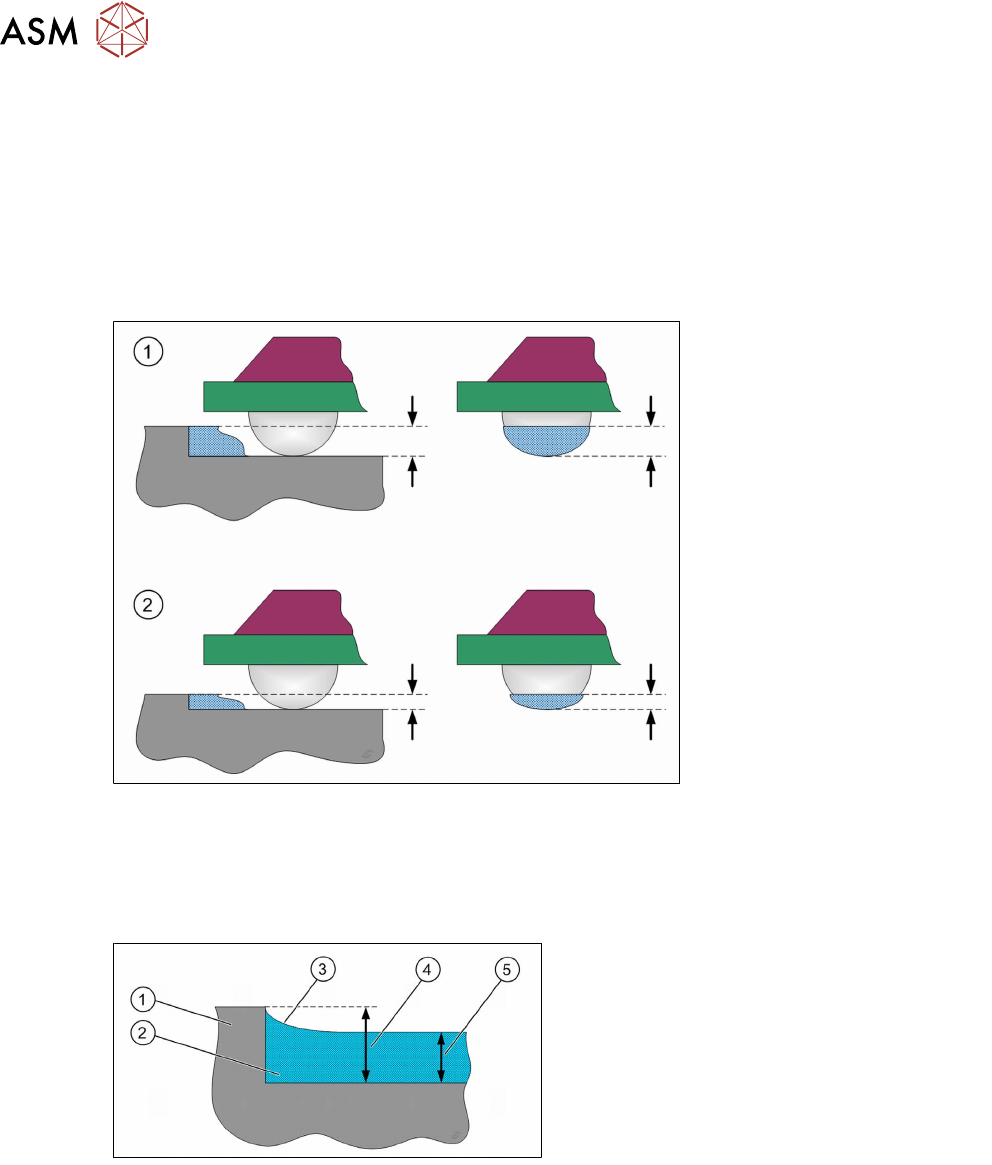
空腔深度对焊剂层厚度的影响
在下图中,同一元件被浸入到不同的浸渍板中。
(1)
中的浸渍板空腔比
(2)
中的要深。这意味着由于
此处的焊剂层更厚,涂敷于元件上的焊剂更多。
涂布液对焊剂层厚度的影响
毛细效应描述了固体与毛细管(如细管、间隙或凹陷区域)接触过程中流体的行为(如图所示)。
例如:如果将一根玻璃管垂直浸入水中,则细玻璃管中的水会为克服重力而略有上升。这种效应是
由于流体本身的表面张力以及流体与固体表面的界面张力所引起的。
1. 浸渍板
2. 焊剂
3. 凹陷区域
4. 浸渍板的空腔深度
5. 剩余焊剂高度
多次测量会得出表示焊剂层厚度减少的值。该值显示焊剂层厚度约为空腔深度的 2/3,即层厚减少约
1/3。不过值 2/3 是一个粗略估值,具体涂敷于元件上的准确焊剂量需要通过测试来确定。在非常重
要的工艺中,可以提供具有定制空腔深度的浸渍板。