00198518-03_UM_LDU_2_X_CHS-ZH.pdf - 第62页
4 操作 4.2 进行平整度检查 62 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 平整度检查步骤 贴片头移动到浸渍板空腔内的第一个测量点上。在此之后,Z 轴缓慢向下移动,直到吸嘴弹入到位, 并且 Z 轴传感器报告吸嘴现已降低至浸渍板上。然后 Z 轴再次向上移动。系统计算第一个测量点的 绝对高度。 悬臂现在移至第二个测量点。Z 轴再次执行高度测量并会确定与第一个测量点的相对高度差异。如果 第…
4 操作
4.2 进行平整度检查
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 61
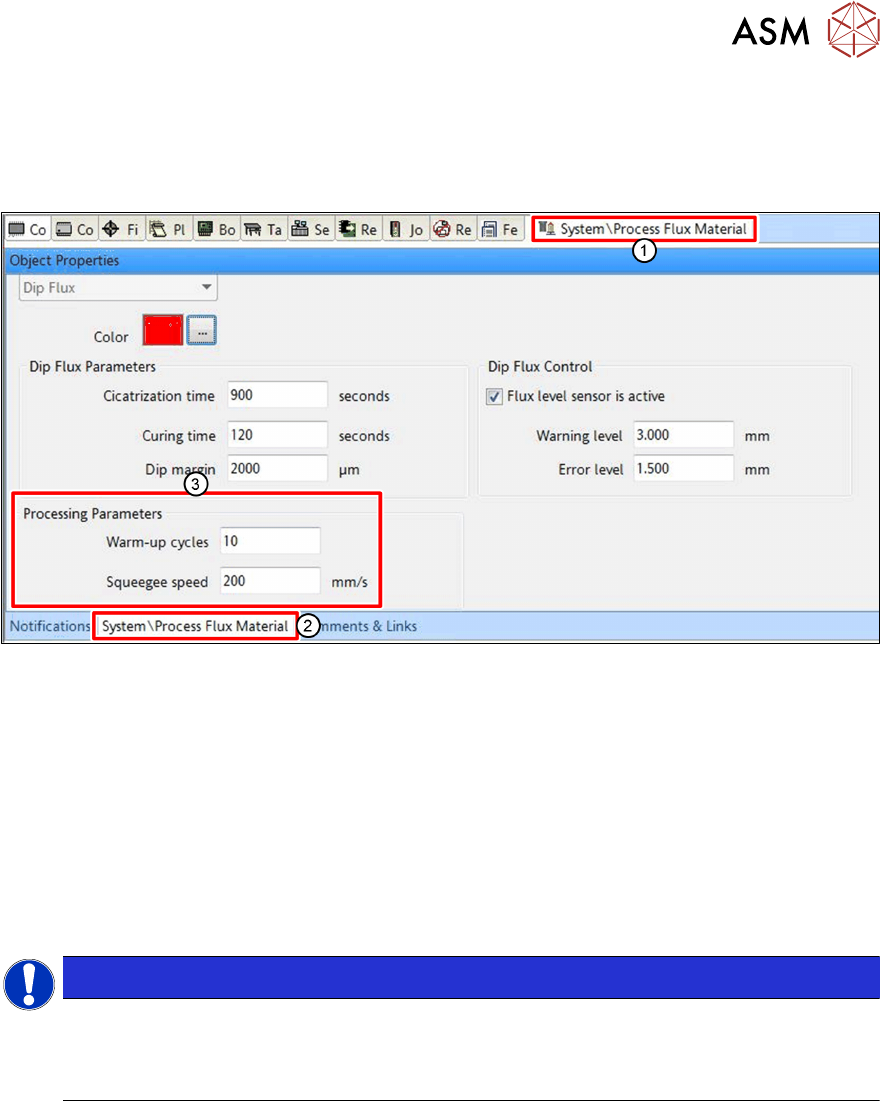
4.1.12 设置预热循环和刮刀速度
在预热循环过程中,LDU 会执行设定次数的刮刀工艺,以准备焊剂。
刮刀速度是刮刀轴在空腔内涂敷焊剂的速度。
► 在 SIPLACE Pro 中,单击相关焊剂的选项卡
(1)
。
► 单击
Object Properties
视图中焊剂
(2)
的选项卡。
► 在
Processing Parameters
区域
(3)
的
Warm-up cycles
输入字段中输入预热循环期间要执行的
刮刀工序数量。
► 在
Processing Parameters
区域
(3)
的
Squeegee speed
输入字段中输入刮刀速度(单位:毫米/
秒 [mm/s])。
4.2 进行平整度检查
提示
目标组:设置操作员
所述操作是一项不定期执行的任务,仅可由经过培训且具有特定专业知识的操作员(设置操
作员)执行。
为保证元件能够浸入到整个浸渍区域的介质中,浸渍区域不得倾斜,这一点非常重要。因此,您需
要使 LDU 与悬臂或贴片机的贴片头保持平行。为此,LDU 配备有两个调节螺钉。借助贴片机软件的
测量运行,可以检查空腔的正确位置。
测量运行过程中会将浸渍板设置为与悬臂平行。它不能确定浸渍板相对于地面的水平度。因此,使
用 LDU 的贴片机必须保持绝对水平,这一点非常重要。否则较薄的焊剂会从空腔中溢出。如果贴片
机不平,但浸渍板与悬臂平行,那么浸渍板相对于地面就不水平。
4 操作
4.2 进行平整度检查
62 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
平整度检查步骤
贴片头移动到浸渍板空腔内的第一个测量点上。在此之后,Z 轴缓慢向下移动,直到吸嘴弹入到位,
并且 Z 轴传感器报告吸嘴现已降低至浸渍板上。然后 Z 轴再次向上移动。系统计算第一个测量点的
绝对高度。
悬臂现在移至第二个测量点。Z 轴再次执行高度测量并会确定与第一个测量点的相对高度差异。如果
第二个测量点的测量值为正值,则表示测量点 2 高于测量点 1。如果为负值,则表示测量点 2 更
低。如果相对测量值为零,则表示两个测量点高度相同。相同的程序适用于第三个测量点。
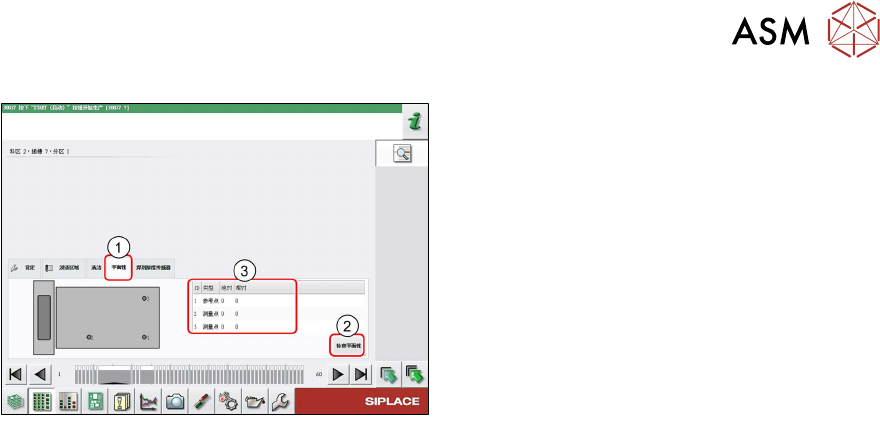
定义
●
测量点 1:参考点。
●
绝对高度 [µm]:相应测量点的测量高度。
●
相对高度 [µm]:测量点 2 或 3 的绝对高度与参考点的绝对高度的偏差。对于参考点,此值始终
为 0。
先决条件
► 贴片机必须与地面完全平行。
► 浸渍板空腔中不得有焊剂。
► 贴片头上必须有吸嘴。
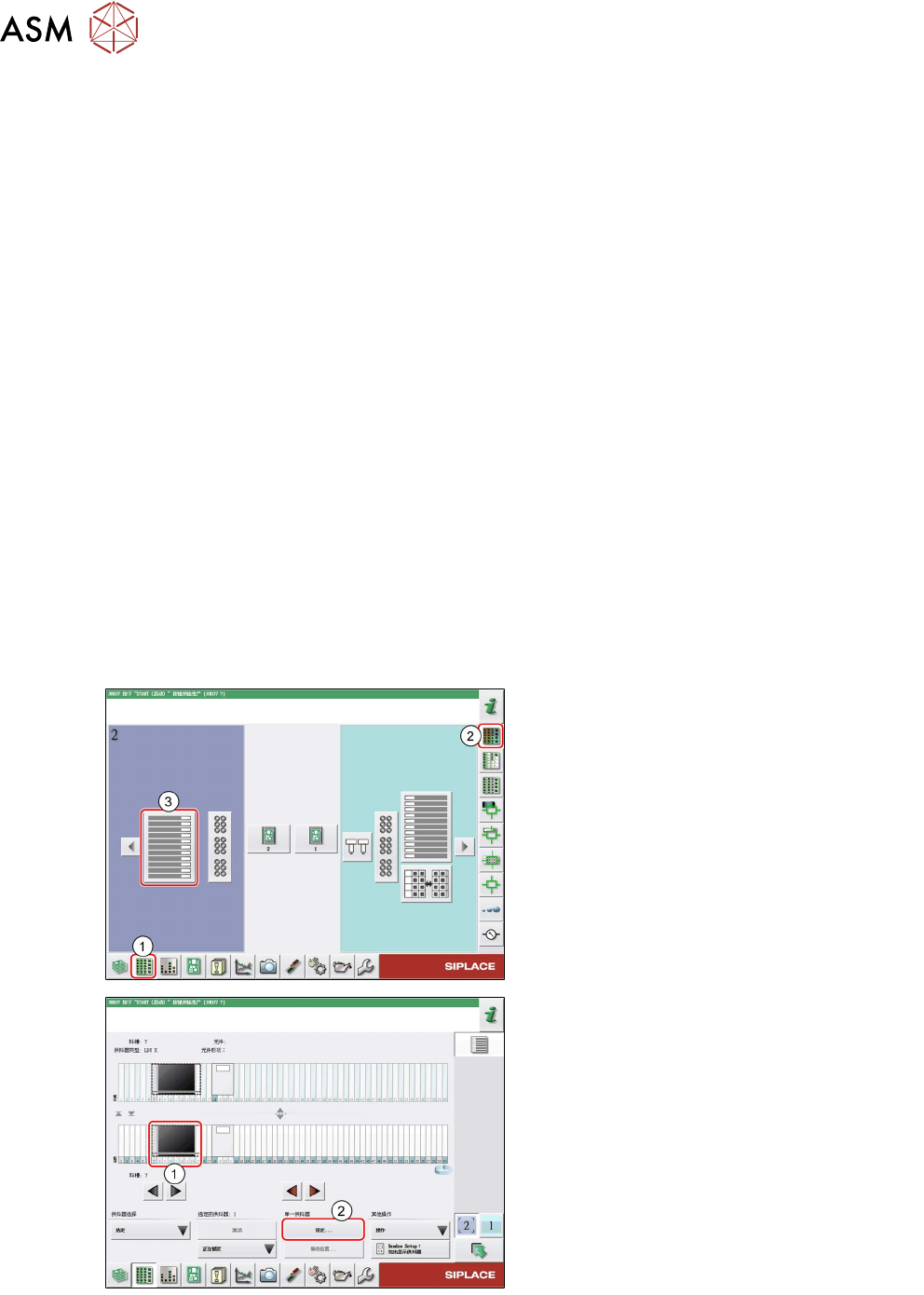
进行平整度检查
► 在贴片机软件中,依次选择
Setup
视图
(1)
和
Locations
区域
(2)
。
► 选择 LDU 安装的
Table
(3)
。
► 选择 LDU 的图标
(1)
。
► 单击
Settings...
按钮
(2)
。