CM402机器参数.pdf - 第6页
CM402 维修手册 2.1 关于机 器参数 Page 2-6 5 ‘ 托盘存储旋 转供给 ( 只限有托盘的 机器 )’ 部品用完后,存 储的托 盘板将 按顺序 进给。 部品用完后 , 当第 1 枚供给完成时 , 移 动到第 1 枚托盘板上。 6 ‘ 托盘存储自 动替换 ( 只限有托盘的 机器 )’ 托盘板工件用完 时, 会将 下方的 存储托盘板移 动到该位置上。 不进行左记检查 工序。 7 ‘ 生产中的 Y 夹具 ’ 在生产过程中即 …
CM402
维修手册
2.1 关于机器参数
Page 2-5
2.1.3
选购件设定
选购件设定选购件设定
选购件设定
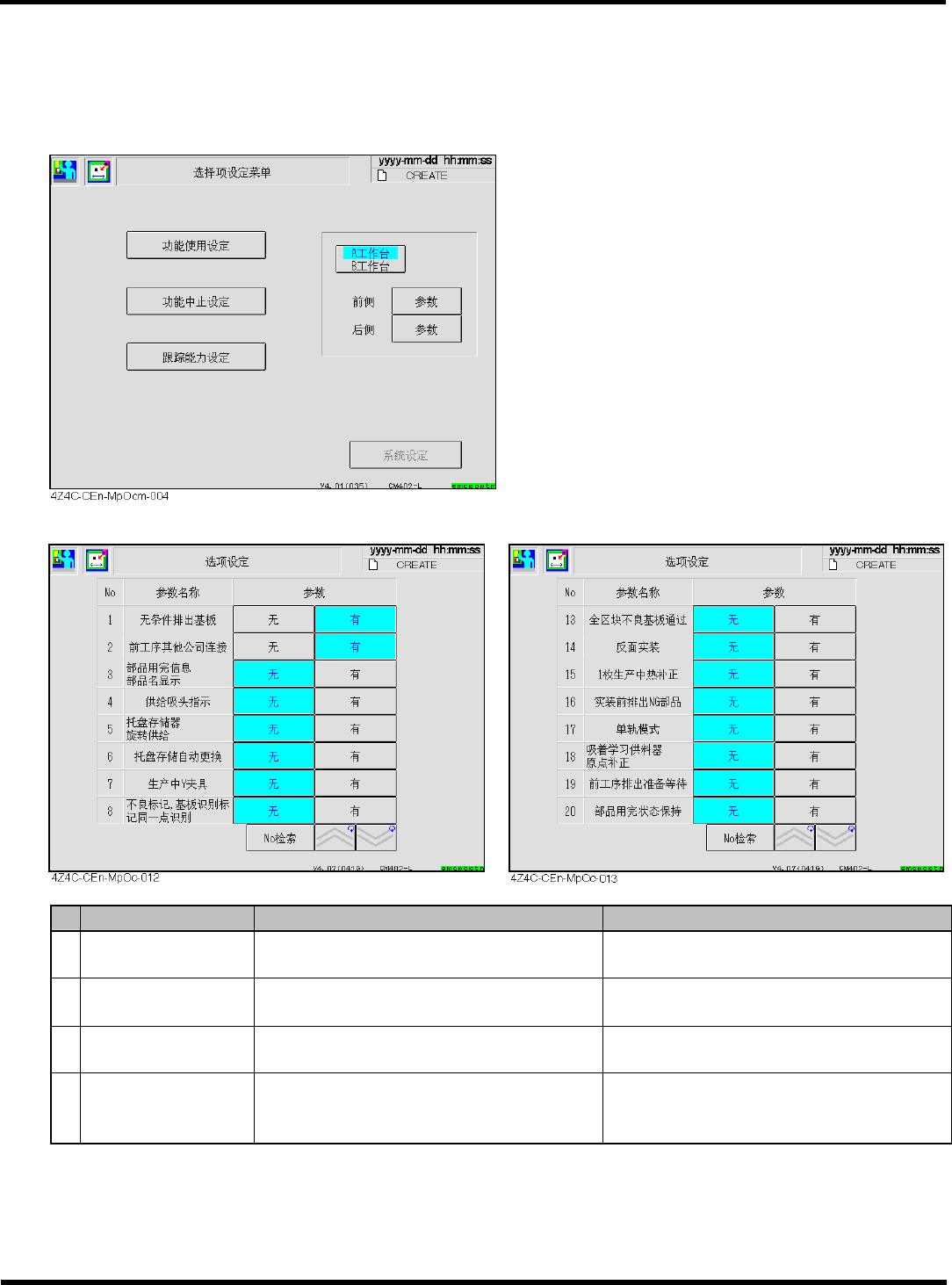
选项的设定画面将会显示出来。
[功能使用设定]
与正常情况下不使用的系统动作有关的选择项
设定画面将显示出来。
[功能中止设定]
与正常情况下使用的系统工序有关的选项设定
画面将显示出来。
[跟踪能力设定]
与检查或记录等信息有关系统工序的选项设定
画面将会显示出来。
1.
功能使用设定
No.
项目 设定为[有]时 设定为[无]时 (默认值)
1
‘无条件排出基板’ 无论有无从后工序传来的要求信号,都将搬出
基板。
等待从后工序传来的要求信号,搬出基板。
2
‘前工序时与其它公司
协同工序’
传送带入口的传感器检测完基板后,关闭对前
工序的要求信号。
待机部位的传感器检测完基板后,关闭对前工
序的要求信号。
3
‘部品用完信息
部品名显示’
在自动运行过程中的部品用完信息上显示出
供料器地址和部品名。
自动运行过程中的部品用完信息上只显示出
供料器地址。
4
‘供给吸头指示’ 当部品用完而又未继续供给时,无法再次运行
的工作台在画面的 TBL 显示背景上会变成黄
色加以告知。
不显示左侧记载内容。
4Z4C-C-MMA02-A01-01

CM402
维修手册
2.1 关于机器参数
Page 2-6
5
‘托盘存储旋转供给
(只限有托盘的机器)’
部品用完后,存储的托盘板将按顺序进给。 部品用完后,当第 1 枚供给完成时,移动到第
1 枚托盘板上。
6
‘托盘存储自动替换
(只限有托盘的机器)’
托盘板工件用完时,会将下方的存储托盘板移
动到该位置上。
不进行左记检查工序。
7
‘生产中的 Y 夹具’ 在生产过程中即使在水平方向也夹紧基板。 在生产过程中只是纵向夹紧基板。
8
‘不良标记,基板识别标
记同一点识别’
在同一坐标上进行不良标记检查和基板 A 点
的识别。
不良标记检查完之后,移动到基板识别 A 点进
行基板识别。
9
‘不良标记识别
之前的临时补正’
在进行不良标记识别之前,只在 1 点对基板进
行识别,补正不良标记识别位置。
不进行左记的补正。
10
‘吸着位置自动
示教’
对于小型芯片,在自动运行开始时将自动地对
口袋处进行识别、补正吸着位置。
不进行左记的补正。
11
‘吸着定位旋转’ 在向芯片识别位置移动过程中反复微小的旋
转吸嘴,稳定吸着姿势。
不进行左记的操作。
12
‘传送带宽度的保存’ 电源接通时将不删除传送带的宽度,将电源切
断时的宽度设定为初始值。
电源一被切断,传送带宽度有可能发生微小的
变化。
电源接通时,删除传送带宽度的初始值。
13
‘全部区块不良基板未
贴装’
根据不良标记识别,在判定全部区块均为不良
(不予实装)时,将基板排出。
根据不良标记识别,在判定全部区块均为不良
(不予实装)时,暂时停止工序。
14
‘背面实装’ 用传感器确认基板支座下降后,排出基板。 不做左记检查。
15
‘1 枚在生产工序中的
热补正’
在 1 枚(芯片)的生产工序中,当达到 100
转时进行热补正识别。
不进行左记识别。
16
‘实装前 NG 部件排出’ 在实装前排出认定有吸着错误或识别错误以
及引线浮起的部品。
不进行左记识别。
17
‘单轨道模式 (只限双
轨道的机器)’
将双轨机器作为单轨使用。
以固定轨道为基准操作。
作为双轨道动作。
18
‘吸着学习供料器原点
补正’
把 Y 方向轨道的吸着学习值当作原点偏移量
设置到供料器上。
供料器设置原点偏移量会提高同时吸着率。
不进行左记操作。
19
‘等待前工序排出准备’ 虽然已变成可接收基板的状态,但在收到前工
序的排出信号之前不发出要求信号。
变成可接收基板的状态后,无条件地发出基板
要求信号。
20
‘保持用完部品状态’ 结束自动运转时保持用完部品状态,以后再进
行自动运转之际,不吸着用完部品的供料器。
不进行左记操作。
4Z4C-C-MMA02-A01-01
CM402
维修手册
2.1 关于机器参数
Page 2-7
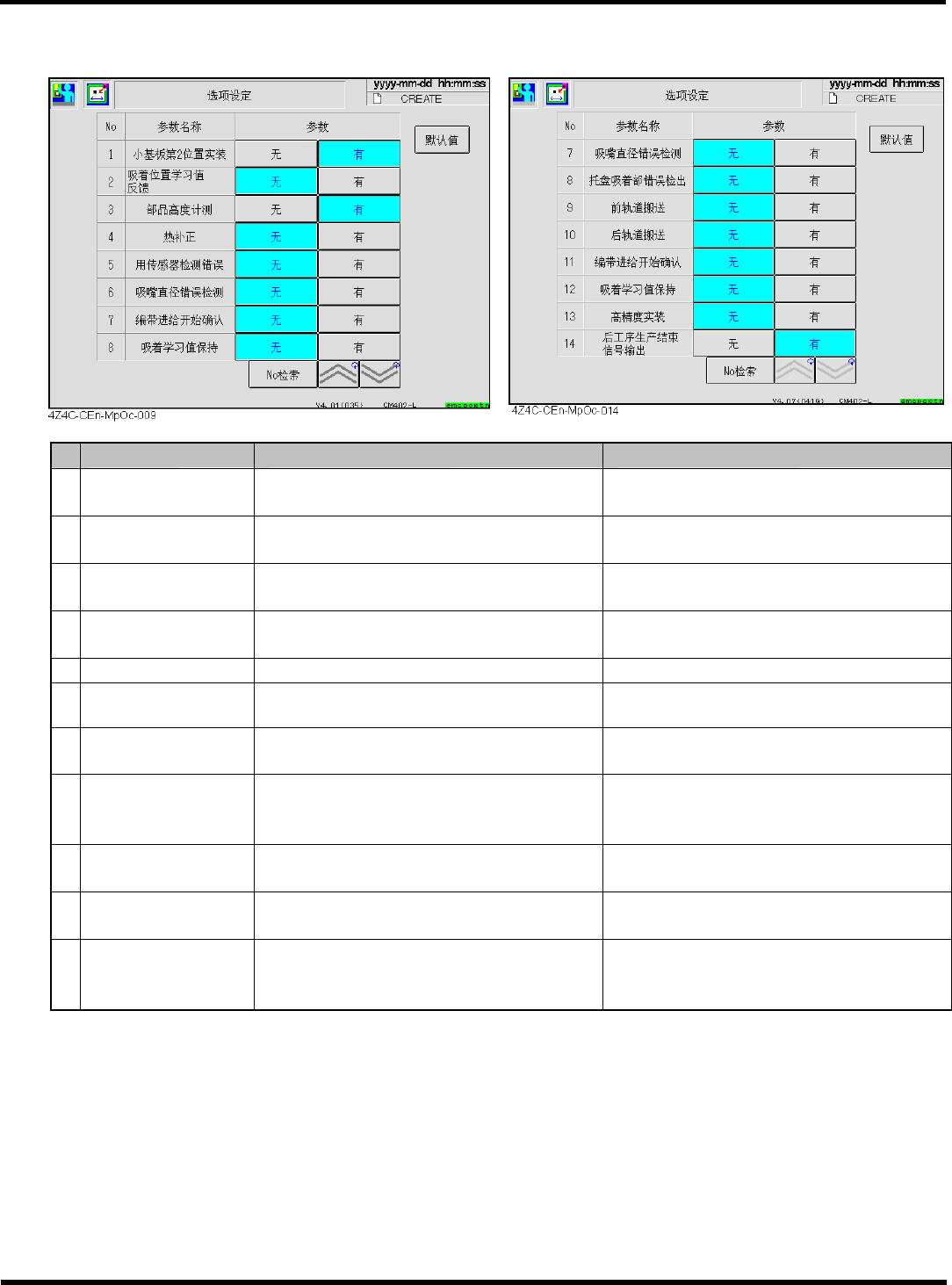
2.
功能中止设定
No.
项目 设定为[有]时 (默认值) 设定为[无]时
1
‘小基板第 2 位置实装’ 生产小基板时,第 2 实装位置也进行实装工
序。
无论多大尺寸的基板,只在第 1 实装位置上实
装。
2
‘托盘补给部位的使用’
(只限有托盘的机器)
使用托盘的补给部,对芯片进行补给。 不使用托盘的补给部。补给时,取出托盘箱然
后进行补给。
3
‘吸着位置学习值
反馈’
根据芯片识别结果补正吸着位置。 不运行吸着位置学习的功能。
4
‘部品高度计测’ 计测自动运行时的自动吸着高度。使用计测压
边余量。
不进行左记的计测。
吸着时,使用吸着压边余量。
5
‘热补正’ 实施热补正。 不实施热补正。
6
‘使用传感器检测’错误’ 使用真空传感器检测’错误。 不进行使用真空传感器的检测错误
7
‘吸嘴直径错误检测’ 在运转开始时检查安装在吸头上的吸嘴的直
径,当其不良时停止运转。
当左记的检查结果不良时,虽然会显示出确认
提示,但可以选择继续运转功能。
8
‘托盘吸着部位错误检
测’ (只限有托盘的机
器)
检测梭式托盘吸头上的吸着错误。 不进行左记的检测。
9
‘前轨道搬送’ (只限双
轨道机器)
前轨道基板搬送。 不进行前轨道基板搬送。
出现传送带破损等情况时,请设定成[无]。
10
‘后轨道搬送’ (只限双
轨道机器)
后轨道基板搬送。 不进行后轨道基板搬送。
出现传送带破损等情况时,请设定成[无]。
11
‘编带头露出确认’ 自动运转开始时和部品供给时使之发生编带
头露出错误。(部品用完状态)
不出现左记错误,设定为部品用完状态。
使用 MAVI 的用户如果出现编带头露出错误将
无法完成供给操作,所以请设定成[无]。
4Z4C-C-MMA02-A01-01