JM-50_机器控制参数.pdf - 第133页
机器控制参数 2- 126 2-6- 10 卧式供料器设置 设置 “ Z 轴速度 ”时 , 可以对各个索引 的夹持 等待时间 进行设置, 也可 以对卧式供 料器 的吹气等 待时间、夹持 解除等待时间 进行设置。 设置“卧式 供料器类型” ,就可 以设置相应的 卧式供料器 的 Z 轴 吸取 下降位置 极限 。 设置项目 No. 项目 输入范围 单位 备考 最小值 最大值 1 卧式 供料器 时间设置 各 Z 轴速度的 夹持等待时间 Z 轴速…

机器控制参数
2-125
偏移量Z对有无元件判定有效。
有元件的判定为如下所示:
(HMS的测定值) >= (吸取高度(Z示教高度))-(封装高度)+(Z阈值)
无元件的判定为以下所示:
(HMS的测定值) < (吸取高度(Z示教高度))-(封装高度)+(Z阈值)
*(封装高度) = (元件高度)-(引脚长度)
机器控制参数
2-126
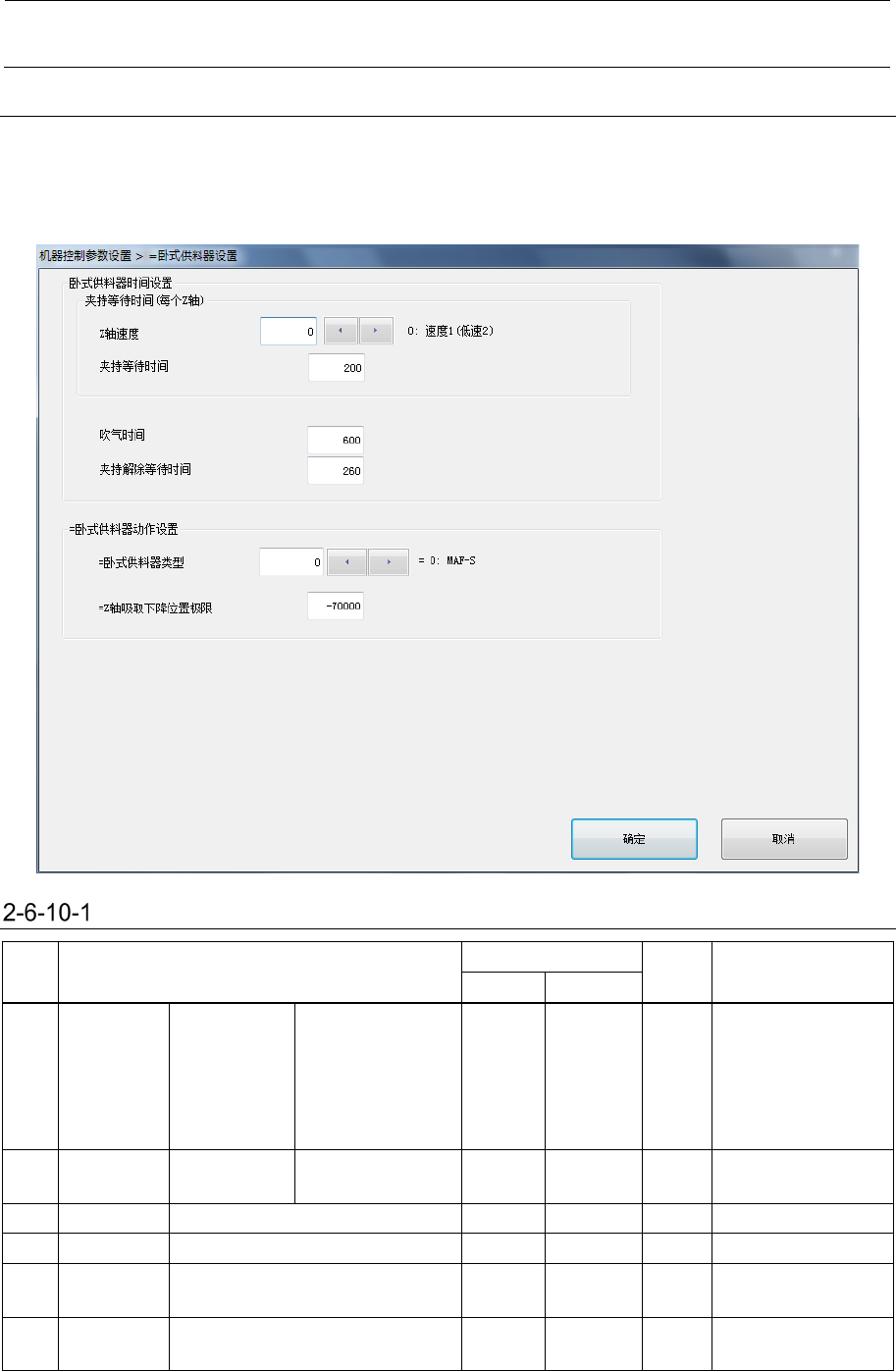
2-6-10 卧式供料器设置
设置“Z轴速度”时,可以对各个索引的夹持等待时间进行设置,也可以对卧式供料器的吹气等
待时间、夹持解除等待时间进行设置。
设置“卧式供料器类型”,就可以设置相应的卧式供料器的Z轴吸取下降位置极限。
设置项目
No. 项目
输入范围
单位 备考
最小值
最大值
1 卧式供料器
时间设置
各 Z 轴速度的
夹持等待时间
Z 轴速度 0 9 0:速度 1(低速 2)
2:速度 3(低速)
5:速度 6(中速)
7:速度 8(高速)
9:速度 10(高速 2)
其他:未使用
2
夹持等待时间
对各
Z
轴速度进行设
置
3
吹气时间
4
夹持解除等待时间
5 卧式供料器
动作设置
卧式供料器类型 0 5 0:MAF-S 1:MAF-L
其他:预备
6
Z
轴吸取下降位置极限
对各供料器类型进行
设置
机器控制参数
2-127
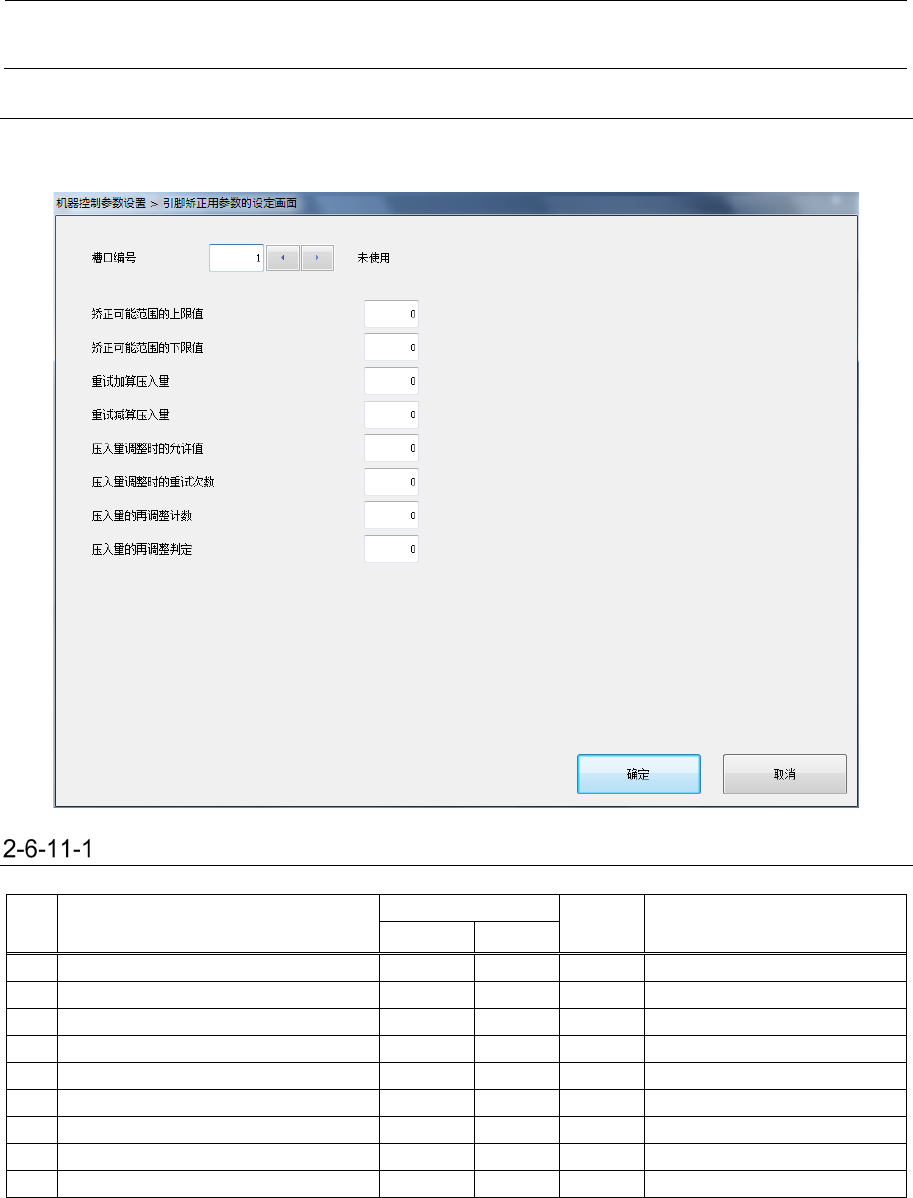
2-6-11 引脚矫正设定
通过设定「槽口编号」,可以对指定的索引的引脚矫正模具的参数进行设置。
设置项目
No. 项目
输入范围
单位 备考
最小值
最大值
1 槽口编号 1 8 使用 1~6
2 矫正可能范围的上限值 0.1μm 读入模具 INI 文件的值
3 矫正可能范围的下限值 0.1μm
读入模具 INI 文件的值
4 重试加算压入量 0.1μm
读入模具 INI 文件的值
5 重试减算压入量 0.1μm
读入模具 INI 文件的值
6 压入量调整时的允许值 0.1μm
读入模具 INI 文件的值
7 压入量调整时的重试次数 次
读入模具 INI 文件的值
8 压入量的再调整计数 次
读入模具 INI 文件的值
9 压入量的再调整判定 次
读入模具 INI 文件的值