CN-Nordson-EFD-DR2000-Quick-Start-Guide.pdf - 第35页
换针头后 如何调整 Z 轴高度 35 www .nordsonefd.com china@nordsonefd.com 美国 & 加拿大 : 800-556-3484 欧洲 : +44 (0) 1582 666334 印度 :+ 91 80 4021 3600 亚洲 / 中国 :+86 (21) 3866 9006 22 . 换针头 后如 何调整 Z 轴 高度 注意 : 此步骤假定点胶平台的所有程序都有相同的 Z 值。如果实际情…
如何画一个
均匀分布着
点的矩阵
(点矩阵)
34
www.nordsonefd.com china@nordsonefd.com
美国&加拿大: 800-556-3484 欧洲: +44 (0) 1582 666334 印度:+ 91 80 4021 3600 亚洲/中国:+86 (21) 3866 9006
v. 输入要画的行数然后按 键。
w. “P0
位置输入
”界面出现。P0的参数应该和 P1 的参数一样。
x. 如果参数
是
一样的,按 键。
y. 如果参数
不是
一样的,输入之前记录的X,Y,Z 参数然后按 键。
z. “Pa
位置输入
” 界面出现。
aa. 用 键移动到这一行中上一个点的位置,然后按 键。
bb. “Pb
位置输入
” 界面出现。
cc. 按 键选择“
数值(手动输入坐标数值
)”。
dd. 输入P0的X,Y,Z轴的参数(和P1的参数一样)。
ee. 按 使点胶针头移动到P0的位置。
ff. 用 键移动到上一行的开始位置,然后按 键。
gg.
长按 键直到P1输入界面出现。
hh. 按住
下
键直到“
矩阵号码
”界面出现,然后按 键。
ii. 输入刚刚新建的矩阵号码,然后按 键,矩阵号码将会出现在P1的显示界面上。
jj. 按 键然后按照下面描述的步骤来测试程序。
小心:试运行程序前,请务必关闭点胶设备并释放流体压力。
a. 按 键。
b. 用 键选中“
确认运转
”然后按 键。
c. 按 键来运行程序。
注意: 为了尽量缩短循环时间,请参考本手册第11章中关于如何使Z轴运动最小化的说明。
MONITOR
CURSOR
ENTR
F4
ENTR
ENTR
E
NTR
F3
E
NTR
ESC
G
O
CURSOR
ENTR
ENTR
SAVE
ENTR
换针头后
如何调整
Z轴高度
35
www.nordsonefd.com china@nordsonefd.com
美国&加拿大: 800-556-3484 欧洲: +44 (0) 1582 666334 印度:+ 91 80 4021 3600 亚洲/中国:+86 (21) 3866 9006
22. 换针头后如何调整Z轴高度
注意: 此步骤假定点胶平台的所有程序都有相同的Z值。如果实际情况不是如此,教导JOG
OFFSET时用点(P1, P2 …Pn)的最大Z值。
a. 按 键。
b. “
点编辑菜单
”出现。
c. 用 键选中“
集块编辑
”然后按 键。
d. “
集块编辑
”界面出现。 按 键选择程序中所有的点。
e. 选中JOG OFFSET然后按 键。
f. 当“
点号码
1”出现时,按 键。
g. Point the Original Position 界面出现。
h. 按住 键移动到P1的位置,按 键。
i. Point the Shift Position 界面出现。
j. 按 键,然后用 键将针头移动到正确的位置上,按 键。
(偏移数值也可以手动输入。)
k.
按住 键直到P1输入界面出现。
l. 按 键然后按照下面描述的步骤来测试程序。
小心:试运行程序前,请务必关闭点胶设备并释放流体压力。
a. 按 键。
b. 用 键选中“
确认运转
”然后按 键。
c. 按 键来运行程序。
MONITOR
CURSOR
ENTR
F4
SAVE
E
DIT
CURSOR
ENTR
F4
E
NTR
E
NTR
GO
ENTR
F2
ENTR
ESC
如何在4轴
平台上使用
旋转功能
36
www.nordsonefd.com china@nordsonefd.com
美国&加拿大: 800-556-3484 欧洲: +44 (0) 1582 666334 印度:+ 91 80 4021 3600 亚洲/中国:+86 (21) 3866 9006
23. 如何在4轴平台上使用旋转功能
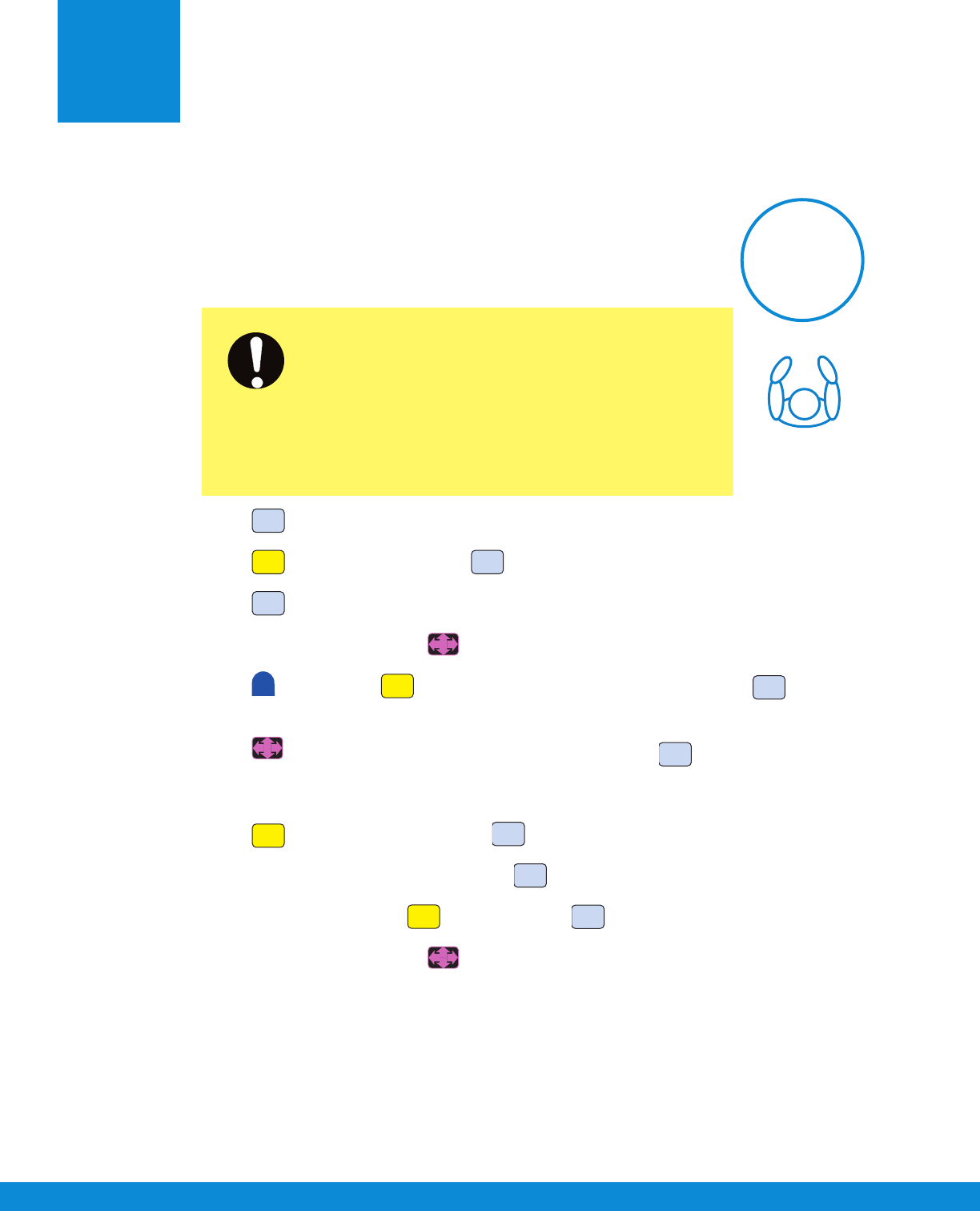
在这个练习中4轴平台的旋转功能用来在凸出的球面(瓶盖)上用45°
弯角针头与球面接触,沿着圆周画圆。
点胶过程的开始和结束都在12点钟的位置上,针头沿顺时针的方向移
动(见右图)。
小心:4轴平台对“R”(旋转轴)值的变化反应非常迅速。旋
转运动的速度和幅度,往往会让初学者感到吃惊。
在改变“R”轴(旋转轴)的数值时,应始终记得通过使用X,
Y,Z方向键将机械头远离作业工件(数英寸)。
一旦用户适应4轴机器人的旋转功能,可将此步骤省去。
a. 按 键。
b. 用 键选中 “
教导模式
” 然后按 键。
c 按 键分配一个新的程序编号(在本手册第6章中描述过)。
d. 当P1的数据界面出现时,用 键使机械头移动到距离工件后方3到4英寸的位置。
e. 按 (MDI)键 然后用 键导航到“R”轴数据的一行。输入数值180然后按 键,机械头
将会旋转到新的R值代表的位置。
f. 用 键点胶针头移动到工件边缘的12点钟位置上,然后按 键。
g. “
点类别选择
”界面出现。
h. 用 键选中“
线涂布开始点
”然后按 键。
i. “
线速度
” 界面出现。输入25(mm/s)然后按 键。
j. “
涂布装置
”界面出现。用 键选择“
开
”然后按 键。
k. 当P2的数据界面出现时,用 键将机械头移动到距离工件右侧3到4英寸的位置。
MODE
E
NTR
CURSOR
PRG.NO
GO
CURSOR
F3
ENTR
ENTR
CURSOR
ENTR
ENTR
CURSOR
P1/P5
P2
12
9
3
6
P3
P4
操作员