46230811.pdf - 第34页
Page 32 T46230811 Rev . J DH P ositioning System Assembly , Non P/T This Document Supports Assembly 46230811 Rev J Y-axis: 1/4 inch (6.35 mm) from the end of the sheet metal actuator mounting surface to the edge of the l…
Page 31
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
10. Ensure that the gear belt is correctly seated in both gear belt pulleys by
rotating the pulleys several rotations. This can be done by moving the
appropriate axis by hand.
11. Tighten the screws at the edge of the encoder mounting plate so they
compress the springs which then apply a load to the dowel pins.
Ensure the motor is pushed away from the ball screw when the dowel
pins apply a load to the motor mounting bracket.
12. With the tension applied, again ensure that the gear belt is correctly
seated in both gear belt pulleys by rotating the pulleys several
rotations.
13. Tighten the three screws on the motor mounting bracket.
X-Y Axes Encoder Adjustments
This procedure ensures that the positioning of the X-Y axis encoder settings
correspond with the position of head 1.
If any of the rotary encoders are misaligned, the head 1 position does not
correspond to the pattern program values.
Prerequisite Procedure
Rotary Disk Alignment
(43806312 for 5mm s/l tooling)
Span Adjustment head (47088701)
Head Drive Shaft (47084401)
Set Up Tool
Special Tools:
Set Up Template (46367805)
(43806307 for jumper wire and large head
tooling)
(43806311 for standard, 5mm and 5.5mm
tooling)
1. Push the STOP button.
2. Palm the machine down as detailed in the Operation Manual, then set
the limit switch actuators to the following set up dimensions.
X-axis: 3/4 inch (19.05 mm) from the end of the X-frame casting to
the end of the limit switch actuator.
Page 32
T46230811 Rev. J DH Positioning System Assembly, Non P/T
This Document Supports Assembly 46230811 Rev J
Y-axis: 1/4 inch (6.35 mm) from the end of the sheet metal actuator
mounting surface to the edge of the limit switch actuator
block.
3. Using the head drive shaft tool, manually position the head tooling on
both insertion heads to the tool safe position to prevent possible
damage to the insertion tooling during positioning system movements.
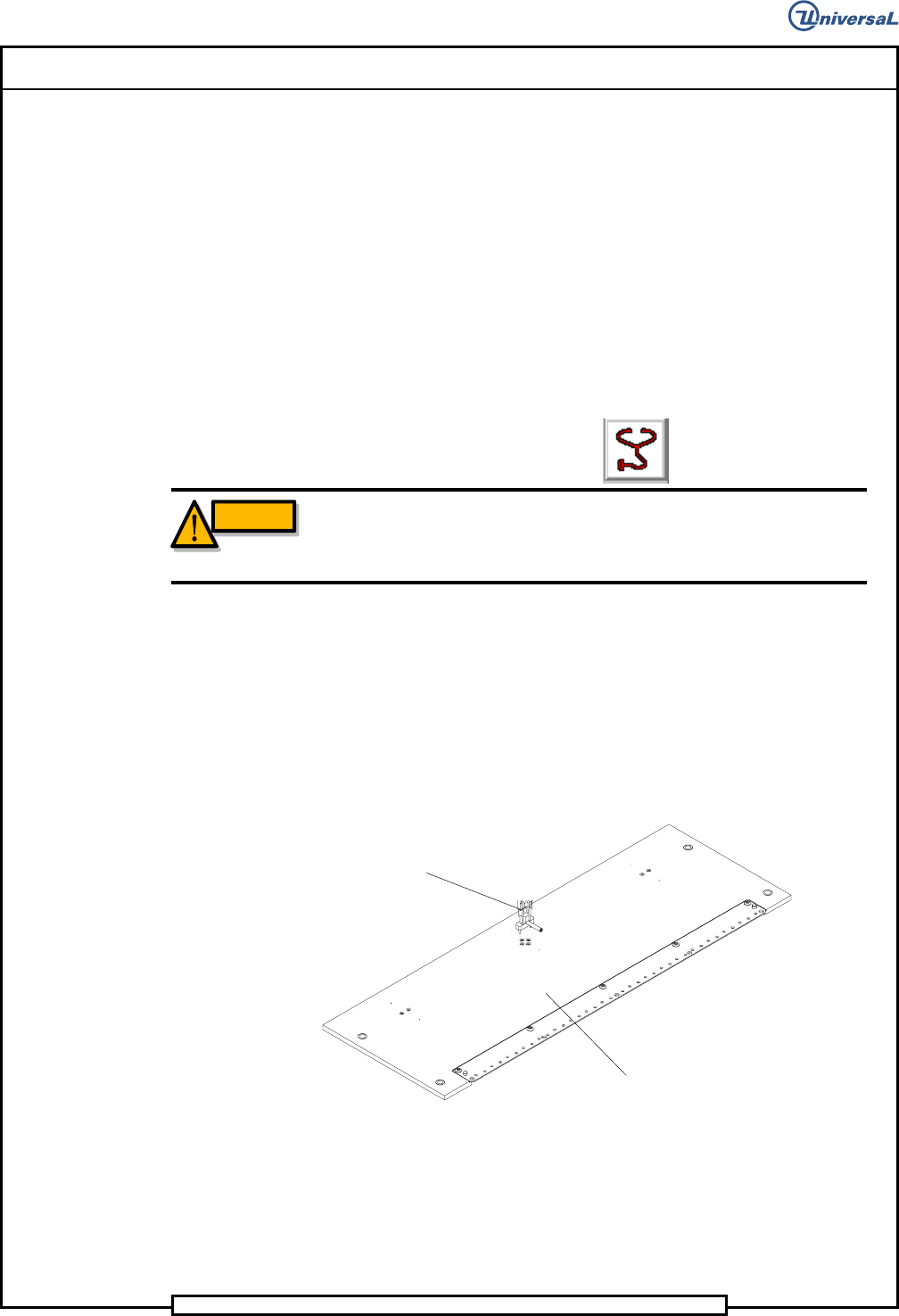
4. Place the set up template on the rotary table beneath head 1 and secure
it in position using the locator pins and thumb screws.
5. Activate the IM Diagnostics as follows. Refer to the IM-UPS and IM
Diagnostics documentation for specific details relating to the
operation of the machine terminal.
Select the IM Diagnostics icon.
WARNING
When the machine is in the IM Diagnostics function, power is provided to
the machine. Exercise caution when performing the following
procedures to avoid injury to personnel and equipment.
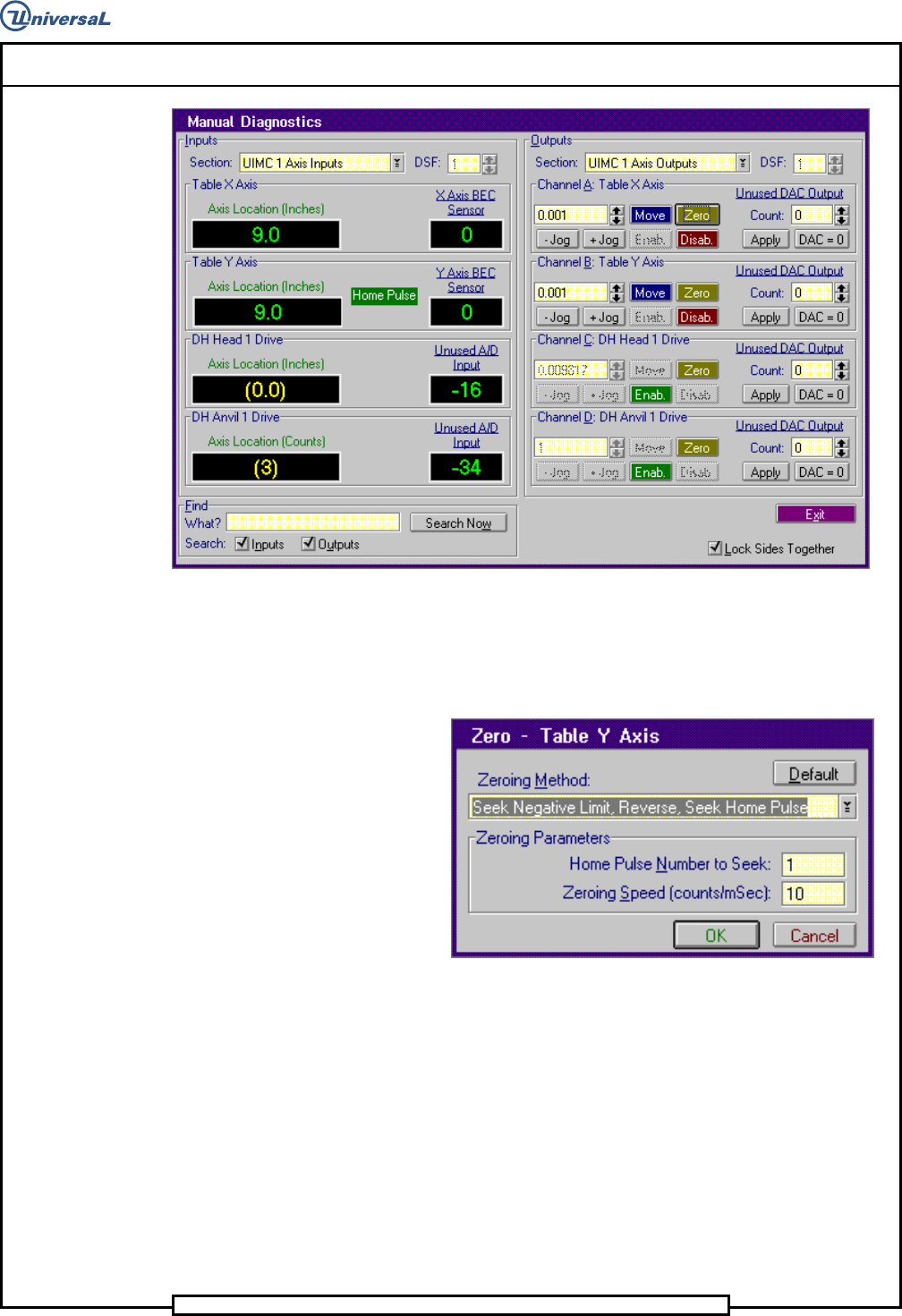
6. After the IM Diagnostics has completed its initialization, select the
following. Diagnostics>Manual Diagnostics
The Manual Diagnostics screen is displayed
7. In the Outputs side of the Manual Diagnostics screen, select the
following. Section>UIMC 1 Axis Outputs
Set Up Template
Set Up Tool
Page 33
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
8. Palm the machine up and push the INTLK RESET push button.
9. Select Channel B: Table Y Axis>Zero
The Zero - Table Y Axis dialog screen is displayed.
10. In the Zero - Table Y Axis dialog screen select Default then OK
The Manual Diagnostics screen is displayed.
- In the Channel B: Table Y Axis increment box, click on the up
↑↑
↑↑
↑
or down
↓↓
↓↓
↓ arrows until 1.0 appears in the increment box.
- Click on the + Jog button until the Axis Location for the
Table Y Axis indicator in the Input side of the screen reads 9.0.
11. Select Channel A: Table X Axis>Zero
The Zero - Table X Axis dialog screen is displayed.