46230811.pdf - 第36页
Page 34 T46230811 Rev . J DH P ositioning System Assembly , Non P/T This Document Supports Assembly 46230811 Rev J 12. In the Zero - DH X Axis dialog screen select Default then OK Set up Tool in Outside F or mers The Man…
Page 33
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
8. Palm the machine up and push the INTLK RESET push button.
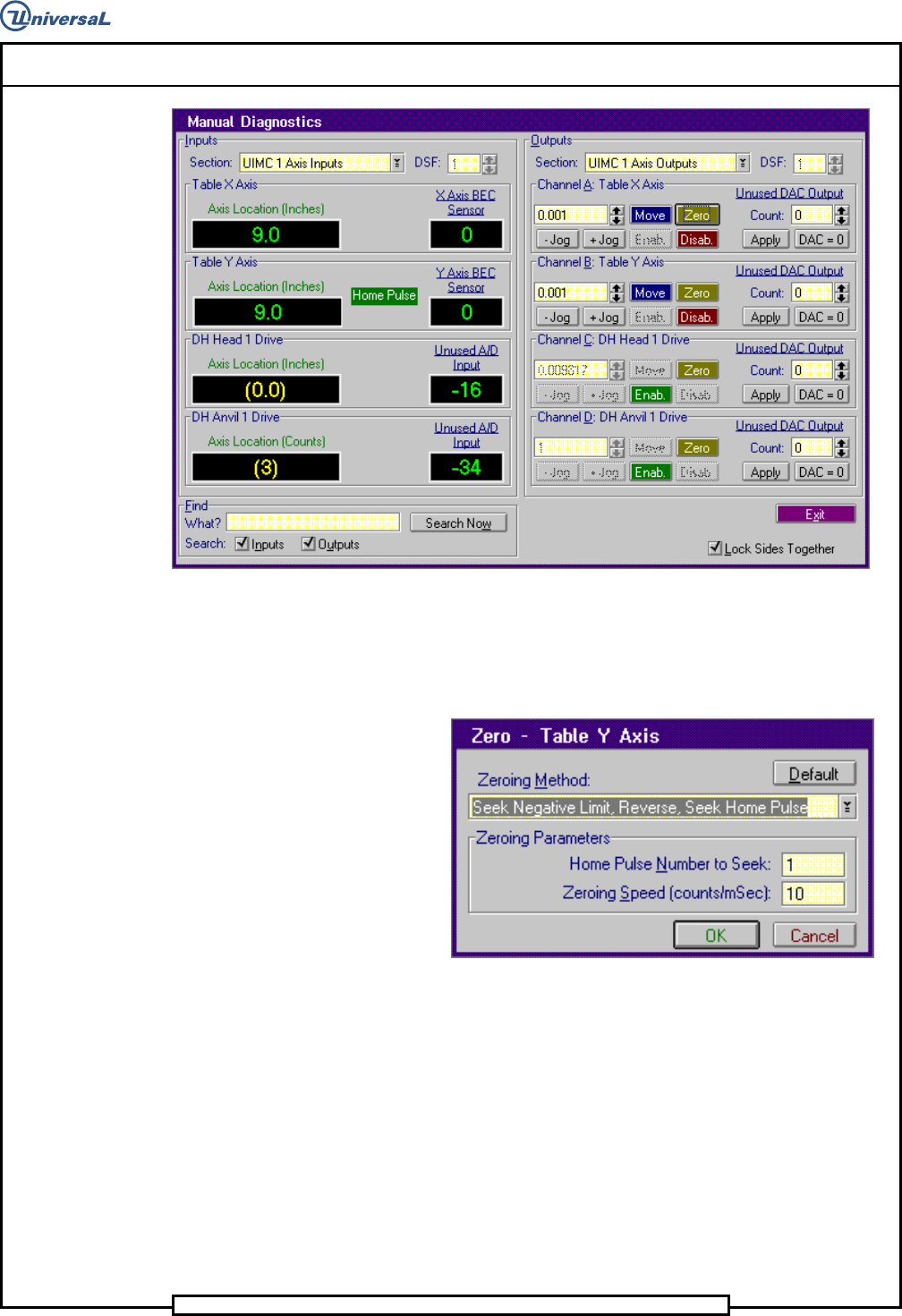
9. Select Channel B: Table Y Axis>Zero
The Zero - Table Y Axis dialog screen is displayed.
10. In the Zero - Table Y Axis dialog screen select Default then OK
The Manual Diagnostics screen is displayed.
- In the Channel B: Table Y Axis increment box, click on the up
↑↑
↑↑
↑
or down
↓↓
↓↓
↓ arrows until 1.0 appears in the increment box.
- Click on the + Jog button until the Axis Location for the
Table Y Axis indicator in the Input side of the screen reads 9.0.
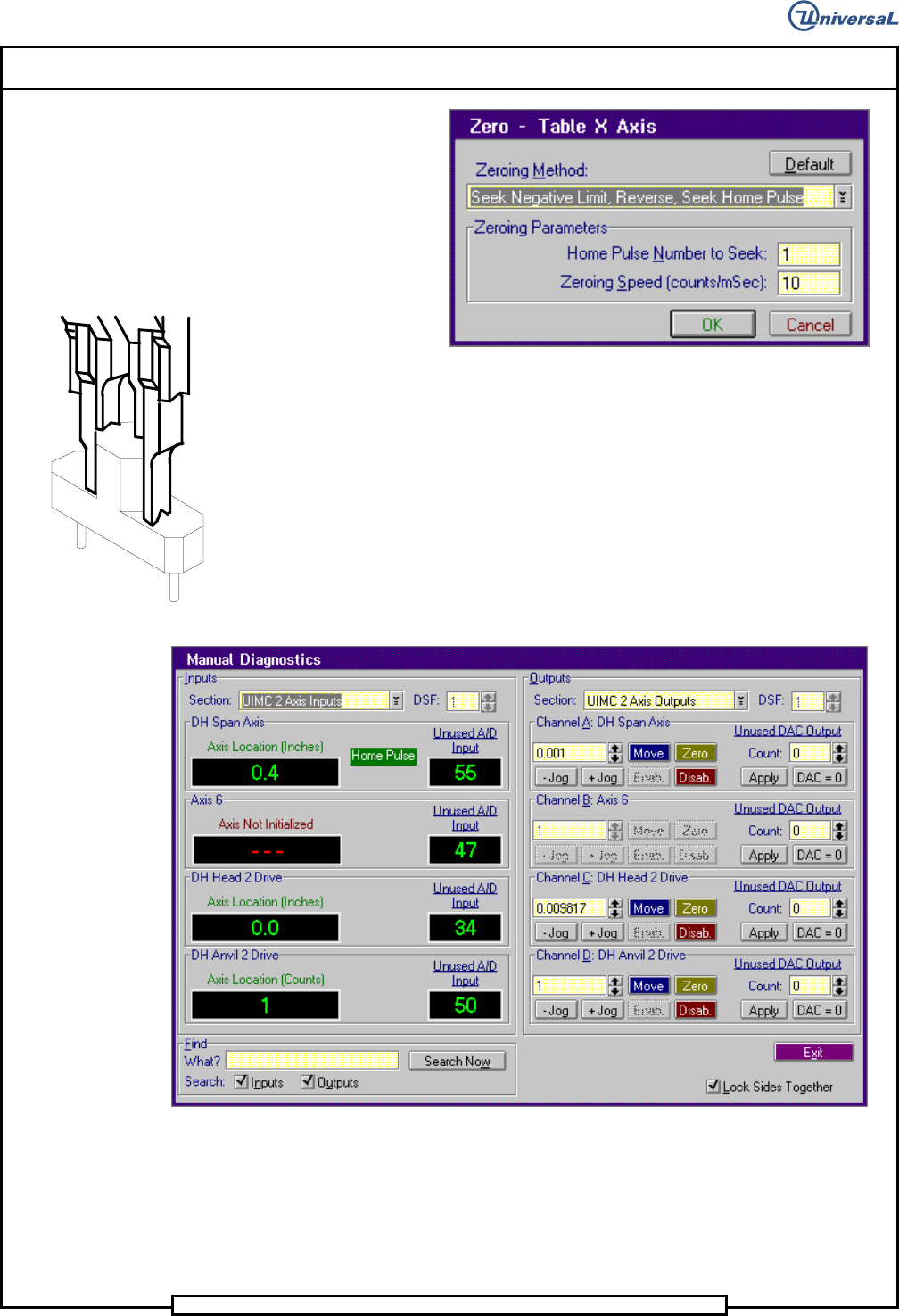
11. Select Channel A: Table X Axis>Zero
The Zero - Table X Axis dialog screen is displayed.
Page 34
T46230811 Rev. J DH Positioning System Assembly, Non P/T
This Document Supports Assembly 46230811 Rev J
12. In the Zero - DH X Axis dialog screen select Default then OK
Set up Tool in Outside Formers
The Manual Diagnostics screen is displayed.
- In the Channel A: Table X Axis increment box, click on the up
↑↑
↑↑
↑
or down
↓↓
↓↓
↓ arrows until 1.0 appears in the increment box.
- Click on the + Jog button until the Axis Location for the
Table X Axis indicator in the Input side of the screen reads 9.0.
13. In the Outputs side of the Manual Diagnostics screen, select the
following. Section>UIMC 2 Axis Outputs
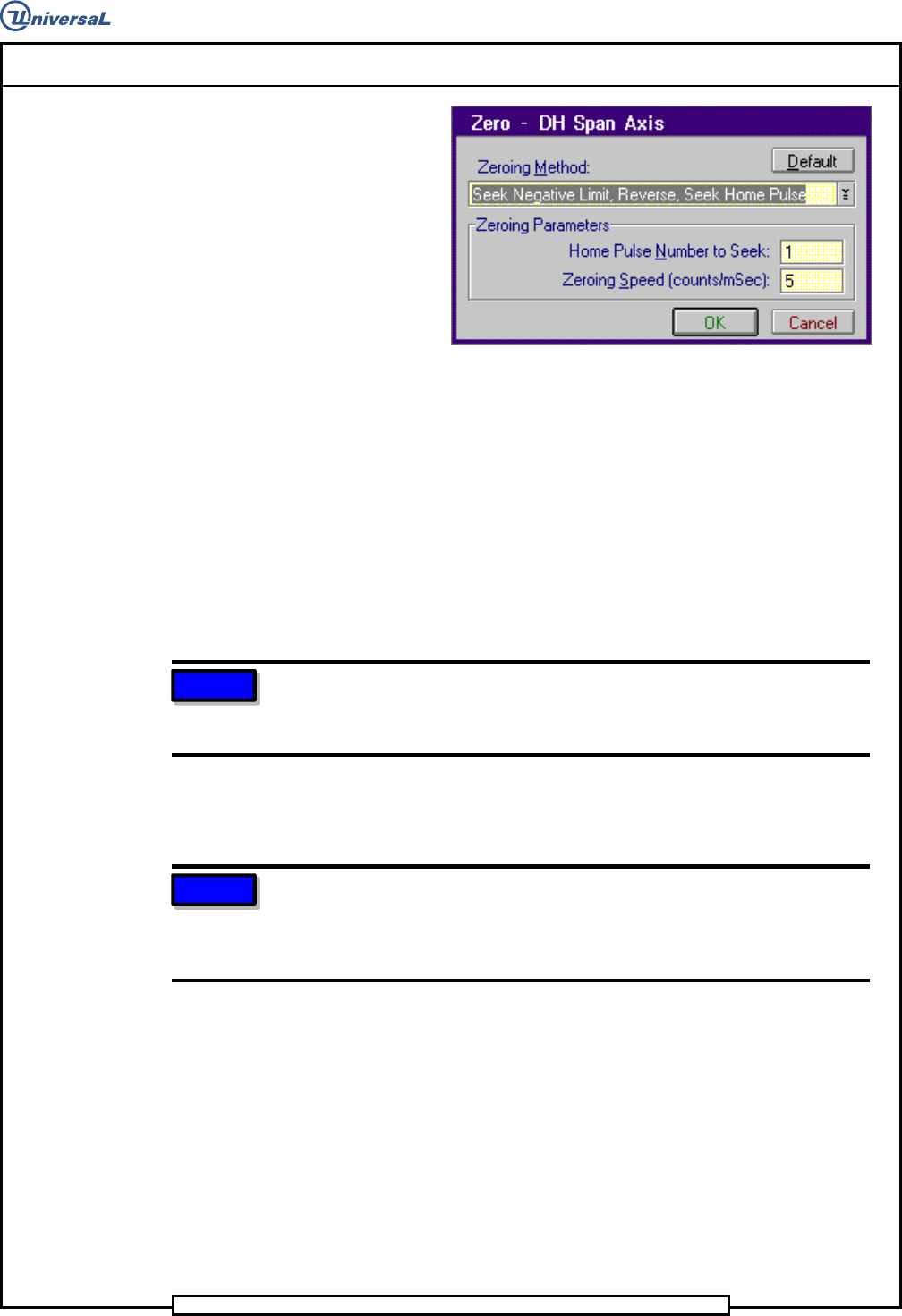
14. Select Channel A: DH Span Axis>Zero
The Zero - DH Span Axis dialog screen is displayed.
Page 35
DH Positioning System Assembly, Non P/T T46230811 Rev. J
This Document Supports Assembly 46230811 Rev J
15. In the Zero - DH Span Axis dialog screen select Default then OK
The Manual Diagnostics screen is displayed.
- In the Channel A: DH Span Axis increment box, click on the up
↑↑
↑↑
↑ or down
↓↓
↓↓
↓ arrows until 0.001 appears in the increment box.
- Click on the + Jog button until the Axis Location for the
Table Y Axis indicator in the Input side of the screen reads
0.397.
16. Insert the set up tool into the outside formers.
NOTE
The tooling should be set so the tool can be removed from the formers
and inserted back into the formers and held in position. If the tool does
not fit, perform the Span axis mechanical adjustment.
17. Using the head service wrench, manually lower the insertion head so
the set up tool is just above the set up template.
NOTE
The center of the set up tool should be no more than 0.5 inches (12,7mm)
away from the holes in the template. If it is more than 0.5 inches, remove
the set up tool, adjust the negative limit switch actuator and return to step
7.
18. In the increment box for both the X and Y axis select 0.001 inch
increments and jog the axes until the set up tool extends into the holes
in the template without deflecting the pins or striking the template.
19. Click on the Disab. button for both the X and Y axes.