CM602基础培训教材.pdf - 第85页
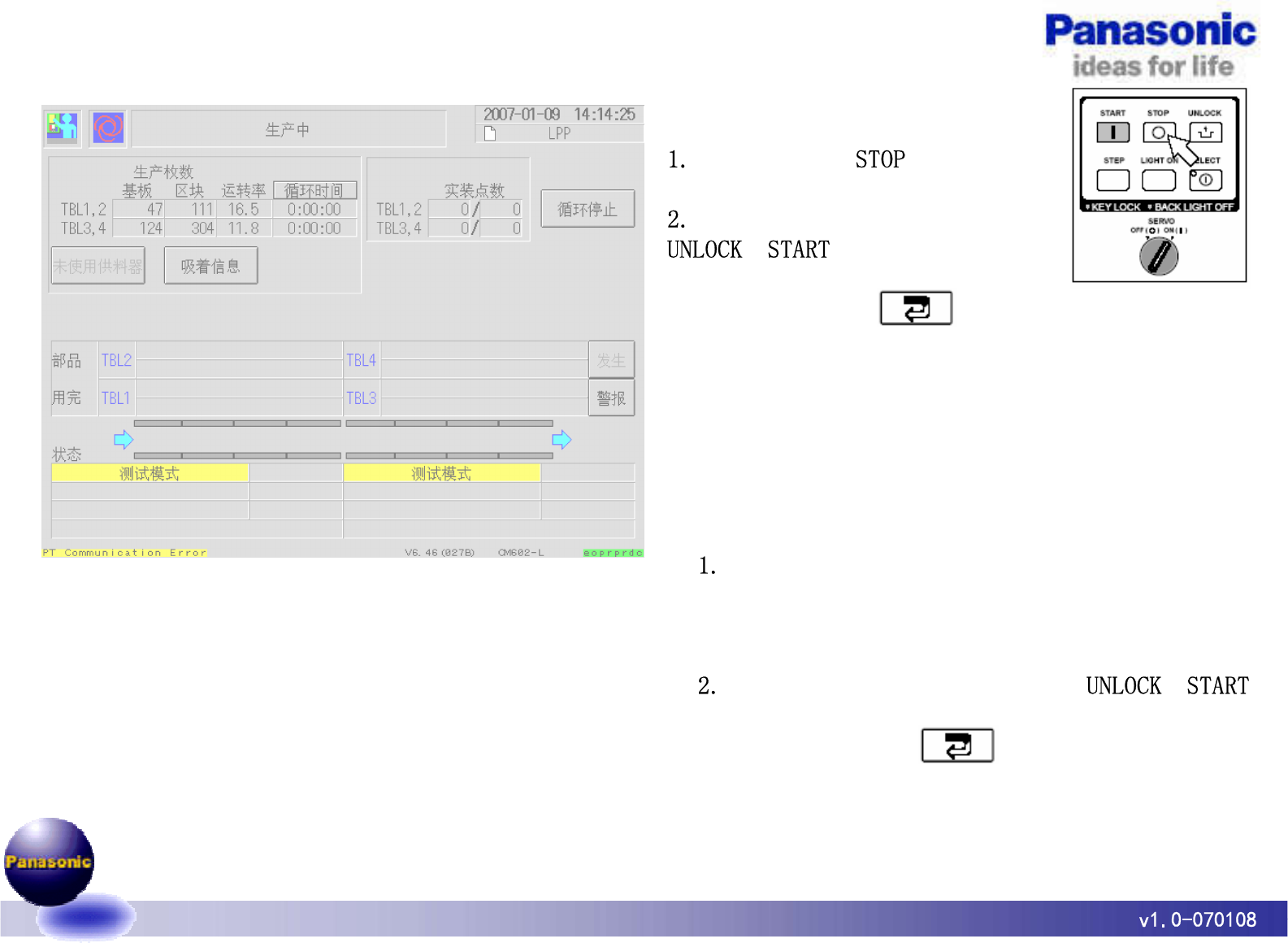
85/103 【暂时停止】(要立即停止生产时) 按操作面板的 。 • 中断生产,显示<暂时停止>画面。 再次开始生产时,按操作面的 → 。 • 再次开始生产。 ∗ 中止生产时,按 就会返回主 菜单。 【循环停止】(实装中的基板实 装完毕后,要停止 时) 按[循环停止]。 • 生产完当前所生产的基板后立即停止,显示<循 环停止>画面。 ∗ 停止前再次按[循环停止],循环停止就会解除。 再次开始生产时,按操作面板的 …
84/103
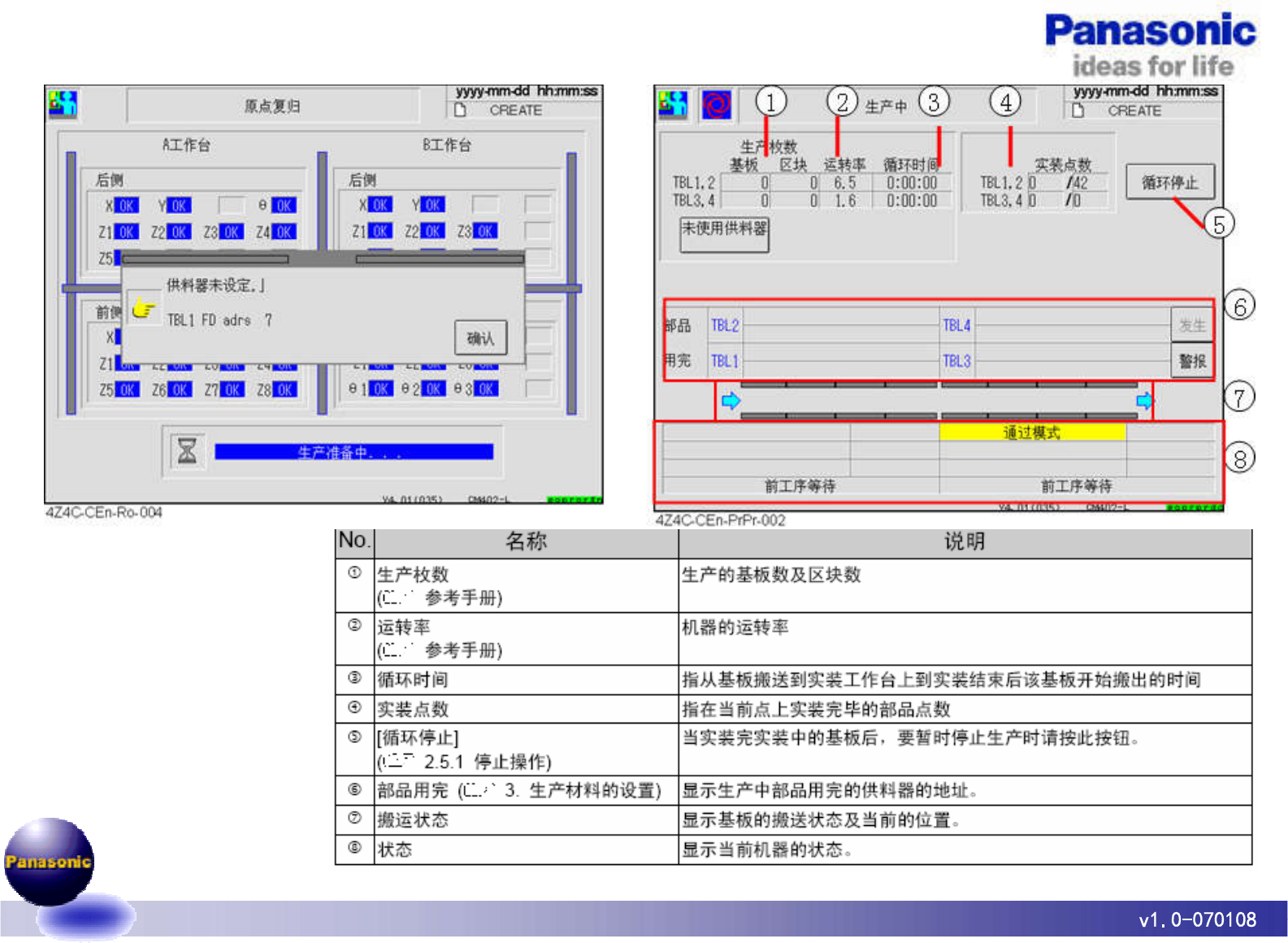
• 未安装生产中使用的供
料器时,就会显示相应
的信息,无法进行下一步。
请确认供料器的安
装状态。
Panasonic
ideas
for
life
-
imi
-
dd
hh
:
咖
:
坊
<
^
EATC
s
.
sn
®
@
r
tf
.
3
mu
设 点
I
归
生 严 中
J
I
fix
作台
ei
作 台
.
mm
,
后
m
匍 止
TELL
2
lEL
3
.
i
TBU
,
2
p
TBL
3
,
4
fi
Vi
:
'
7
S
EH
cm
—
獅
Win
7
-
?
tm
?
?
MSM
/
Jlill
爛
v
|
Q
IM
z
^
m
©
LT
TBL
1
FD
如邝
7
m
|
TBL
2
^
'
TBL
4
-
職
TBL
]
■
\
m
^
1
■
^
EI
3
M
2
H
6
棚
沈
G
9
rKH
^
E
1
1
过
#
式
s
4
Z
-
qC
-
CEn
*
RrJ
-
004
^
ZHSC
-
Cen
-
PrPr
.
OO
?
No
名称
说明
®
生产枚数
(
Cl
.
-
参 考 手 册
J
生产的
&
板数及区块数
@
运转率
(
■
:
:
.
.
.
参考手册
}
机器的运转率
©
循环时间
指从基板搬送到实装工作台上到实装结束后该基板开始搬出的时间
©
实装点数
指在当前点上实装芫毕的部品点数
[
循环停止
]
(
'
■
"
2.5
.
1
悻止操作
)
当实装完实裝中的基板后
1
要暂时俾止生产时活按此按钮
.
©
部品用完
(
二
,
3
.
生产材料的设
S
)
显示生产中部品用完的供
#
4
器的地址
:
■
©
©
搬运状态
显示基板的搬送状态及当前的位
S
:
©
状态
m
示当前机器的状态
=
■
070108
85/103
【暂时停止】(要立即停止生产时)
按操作面板的 。
• 中断生产,显示<暂时停止>画面。
再次开始生产时,按操作面的
→ 。
• 再次开始生产。
∗ 中止生产时,按 就会返回主
菜单。
【循环停止】(实装中的基板实装完毕后,要停止
时)
按[循环停止]。
• 生产完当前所生产的基板后立即停止,显示<循
环停止>画面。
∗ 停止前再次按[循环停止],循环停止就会解除。
再次开始生产时,按操作面板的 → 。
• 再次开始生产。
∗ 中止生产时,按 就会返回主菜单。
Panasonic
ideas
for
life
2007
-
01
-
09
14
:
14
:
25
START
m
^
■
生产中
n
IPP
o
,
IL
-
STOP
STEP
USHT
dfiV
^
LEGT
□
□
回
生产枚数
,
,
■
区 诀 运 转 率
I
循环时间
I
47
[
1111
16.5
|
0
:
00
:
00
~
m
\
~
3041
11.8
0
:
00
:
00
实装点数
T B L
1
,
2
^
0
/
Q
循环停止
TBL
3
,
4
|
0
/
r
0
TBL
1.2
TBL
3
,
4
2
.
£
ERW
0
UNLOCK
START
吸着信息
a
_
TEL
2
TEL
4
用完
T e n
警报
TBL
3
◊
状态
侧试模式
测试模式
2
.
UNLOCK
START
3
070108

86/103
十,生产信息。
生产信息显示生产基板、吸着、部品的供给装置
等的运装状况。
1. 按主菜单的 。
• 显示<运转信息>画面。
∗ 按信息开关,显示各信息画面。
【运转信息】
显示每一个工作台的基板、区块的生产枚数和运转时间等。
∗ 数据与生产基板的变更无关,只要不复位,也计算进去。
[生产基板枚数]
基板通过指定工作台的枚数。(实装枚数+只通过的枚数)
[生产区块枚数]
实际生产(实装)的区块数。
[运转率]
生产模式中机器实际进行实装动作的时间比例。(实际运转时间/
总运转时间)
[机器运转率]
加上实际运转时间和前后工序等待的停止时间的指定工作台整体
的运转率。
(实际运转时间+工程等待时间)/总运转时间)
[实际运转时间]
从生产模式下的时间当中减去前后工序等待和错误等而停止实装
的时间。(总运转时间-总停止时间)
[前工序等待时间]
等待前工序准备就绪的时间。
[后工序等待时间]
等待后工序准备就绪的时间。
[总运转时间]
机器在生产模式下的时间。
Panasonic
ideas
for
life
3
2007
-
01
-
08 09
:
04
:
57
UdEJM
4
^
T
-
S
450
mm
运转信息
生
,
忙
jg
工作台
N
。
1 . 2
运转率
10.17
生产基板枚数
39
机器运转率
23.12
生产区块枚数
实际运转时间
前工序等待时间
39
0
:
13
:
05
0
:
16
:
56
后工序等待时间
总运转时间
0
:
00
:
03
2
:
08
:
36
运转信息停止信息吸着信息
复位
PT
Communication
Error
VG
.
46
(
027
B
)
OV
1
G
02
-
L
v
1.0
-
070108