CM402_Manual.pdf - 第35页
3.5.4 Feeder S e tt i ngs (料架設定) 用來設定目前設置在機器上的料架的詳細資訊。 [Tape w i de] (料帶寬度) 選擇料帶寬度 [Pa r t n a m e] (料件名稱) 決定目前資料所選擇料站的料件名稱 [ D ata s et] (資料設定) 將所選定的料帶寬度或料件名稱輸入料架 3.5.5 A d j u s t m ent S w i t ches (調整用開關) 位了進行調整,可以暫時…
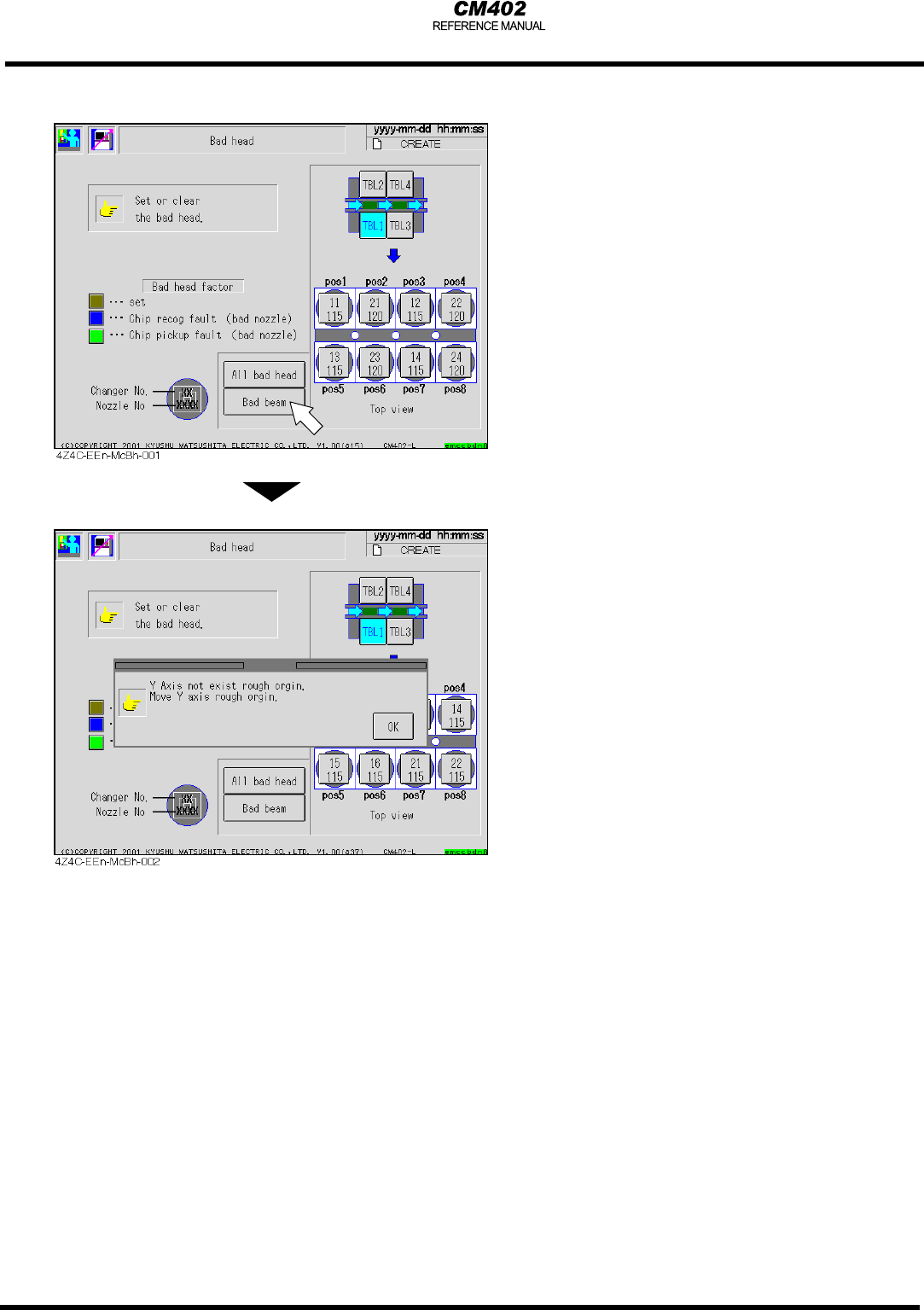
TSpecifying/Canceling bad head
(指定/取消不良橫樑)
•
要指定不良橫樑請點選 [Bad beam] 按鈕。
在指定不良橫樑後,X軸及Y軸無法動作,
工作頭亦無法使用,因此將會被自動指定為
不良工作頭。
當指定不良橫樑後,此按鈕會以亮黃色顯示
•
要取消不良橫樑,請點選亮黃色的 [Bad
beam] 按鈕。
在取消不良橫樑後,按鈕的顏色將回復正常
∗
在被指定為不良橫樑之後,其
X-, Y-, Z-,
θ
-軸均無法動作,
應先將Y軸退回原始位置後再
指定不良橫樑。
∗
如果Y軸沒有鎖定在原始位置的情況下
•
如果被指定為不良橫樑的Y軸不在原始位置,
就會顯示如左側的訊息畫面。
應先將Y軸退回原始感應器位置後,再點選
[Bad beam]按鈕指定其為不良橫樑。
Page 3-23
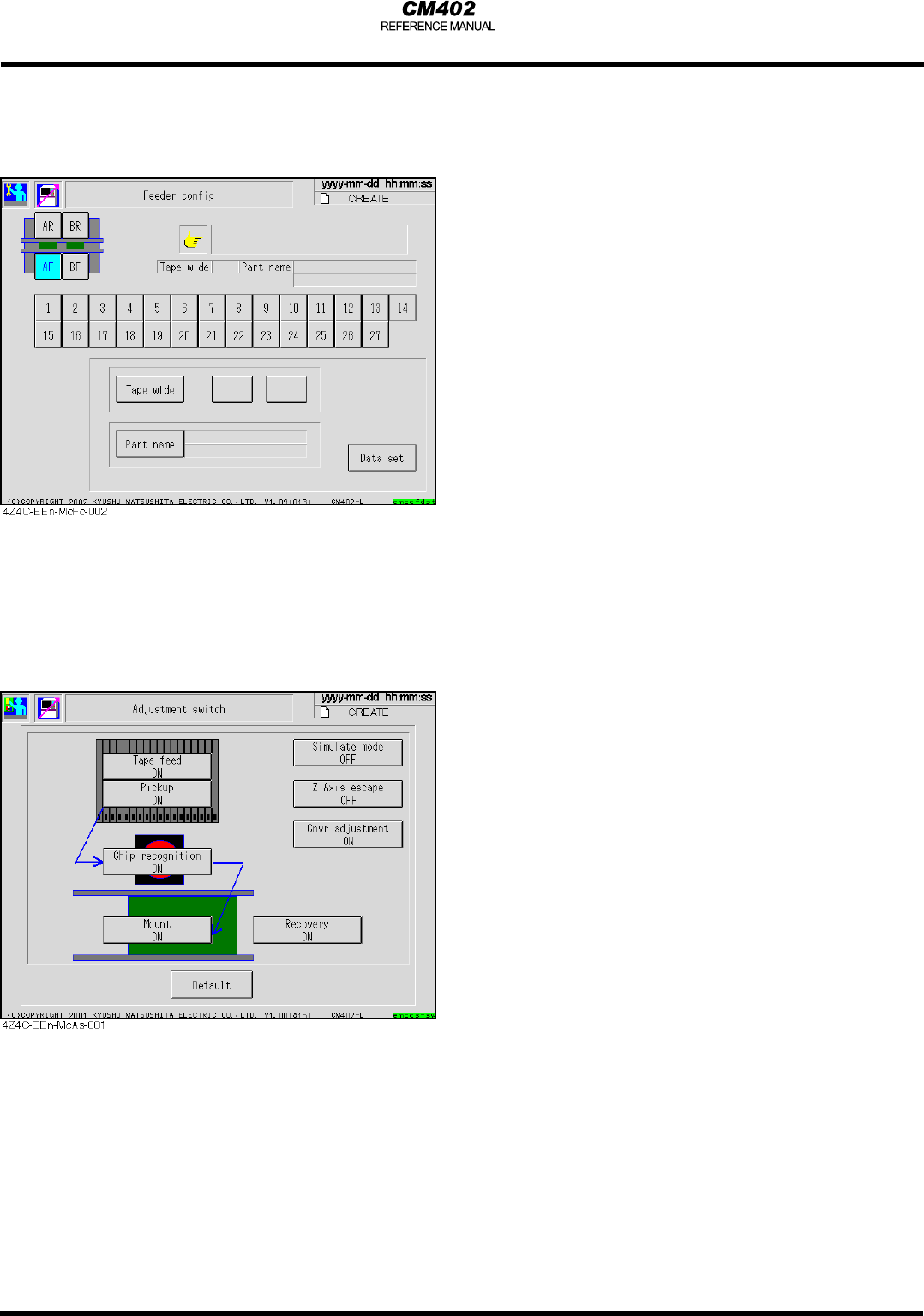
3.5.4 Feeder Settings (料架設定)
用來設定目前設置在機器上的料架的詳細資訊。
[Tape wide] (料帶寬度)
選擇料帶寬度
[Part name] (料件名稱)
決定目前資料所選擇料站的料件名稱
[Data set]
(資料設定)
將所選定的料帶寬度或料件名稱輸入料架
3.5.5 Adjustment Switches (調整用開關)
位了進行調整,可以暫時地改變生產動作的條件。
在正常情況下所有的項目除了[Simulate mode](模擬模式)和[Z Axis escape](Z軸迴避)皆設定為ON。
點選[Default]或是重新啟動機器可將這些設定回復到正常。
[Tape feed] (料帶進料)
當設定為ON時,啟用料架的進料動作
[Pickup] (吸著)
當設定為ON時,啟用吸著動作
[Chip recognition]
(零件辨識)
當設定為ON時,啟用零件辨識動作
[Mount]
(裝著)
當設定為ON時,啟用裝著動作
[Recovery] (復原)
當設定為ON時,啟用發生吸著錯誤及
零件辨識錯誤的重試動作
[Simulate mode] (模擬模式)
當設定為ON時,啟用依生產資料重覆
運轉的動作
[Z Axis escape] (Z軸迴避)
當設定為ON時,啟用將Z軸規避道固
定高度的操作
[Cnvr adjustment]
(軌道調整)
當設定為ON時,啟用軌道寬度自動調整
Page 3-24

Page 4-1
2.
第四章 生產
關於生產中的安全
當機器運轉時,請勿將手伸入機器。
機器運轉的定義(有三個情況):
1. 機器正實際運轉時
2. 等待基板時
3. 暫時停機時
依實際情況,機器有可能意外地突然運轉,特別是在第二和第三種情況下。
當必須將手伸入機器中時,請一定要確認關閉伺服開關或關閉電源開關。
關於日常生產
本章節介紹自動生產的基本操作、解決生產中停機的基本方式及其他相關內容。