HST-13手持式电动打包机(CN)(1).pdf - 第6页
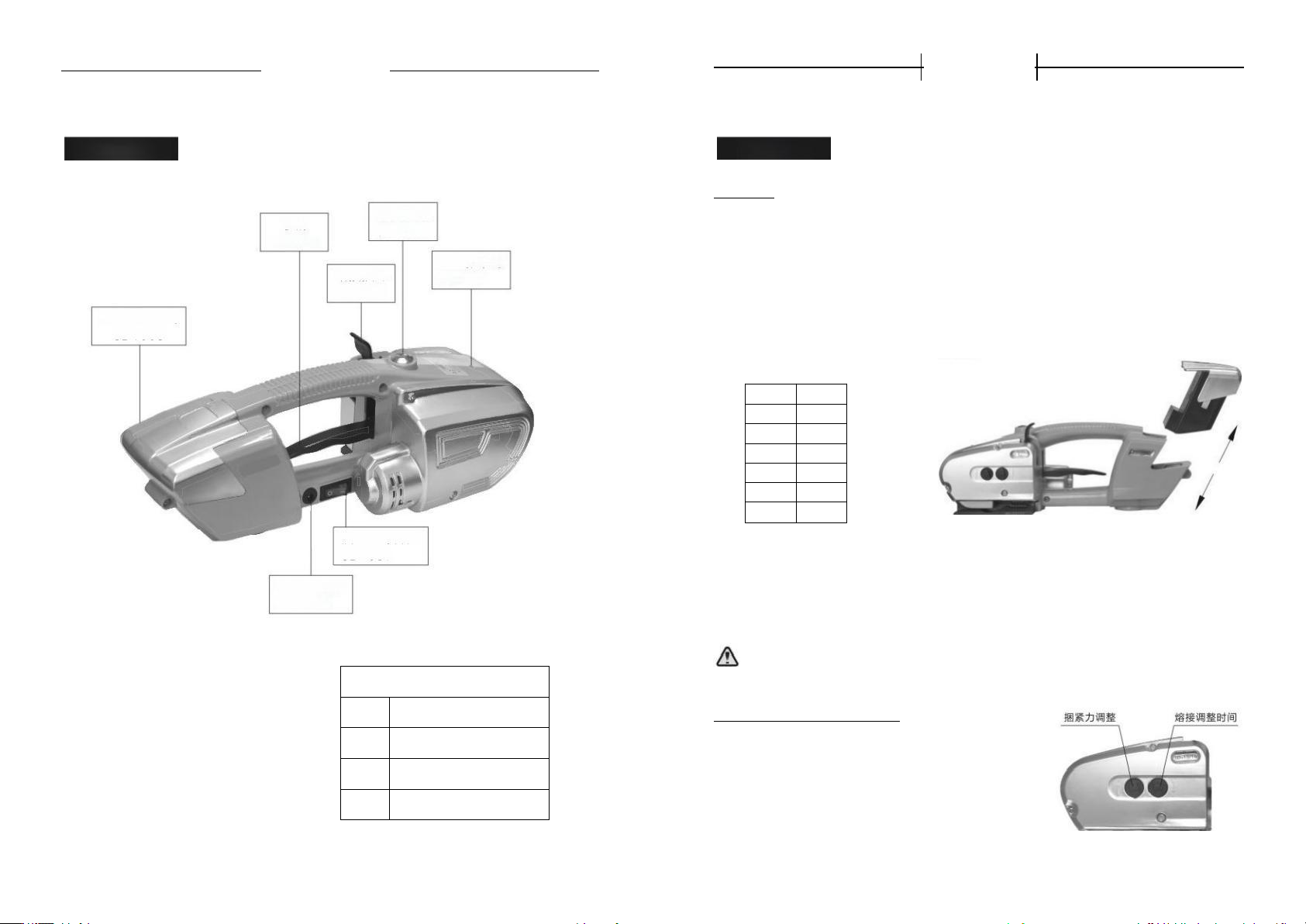
8 9 [ 4. 操 作 元 件 4 . 操 作 元 件 拉 紧 按钮 JD1035 熔 接 按钮 JD1010 电 池 盒 盖 总 成 JD1003 船 型 电 源 开 关 JD1067 DC5. 5 插座 JD1068 LE D 指 示 灯 JD1058 手 柄 JD1044 二极管 状态指示 蓝色 正常工 作状态 红 闪 电池电量不足, 请充电 红亮 机器故障,断 电检查 紫亮 工作完 成状态 5. 操 作 5 . 操 作 5 .…
6 7
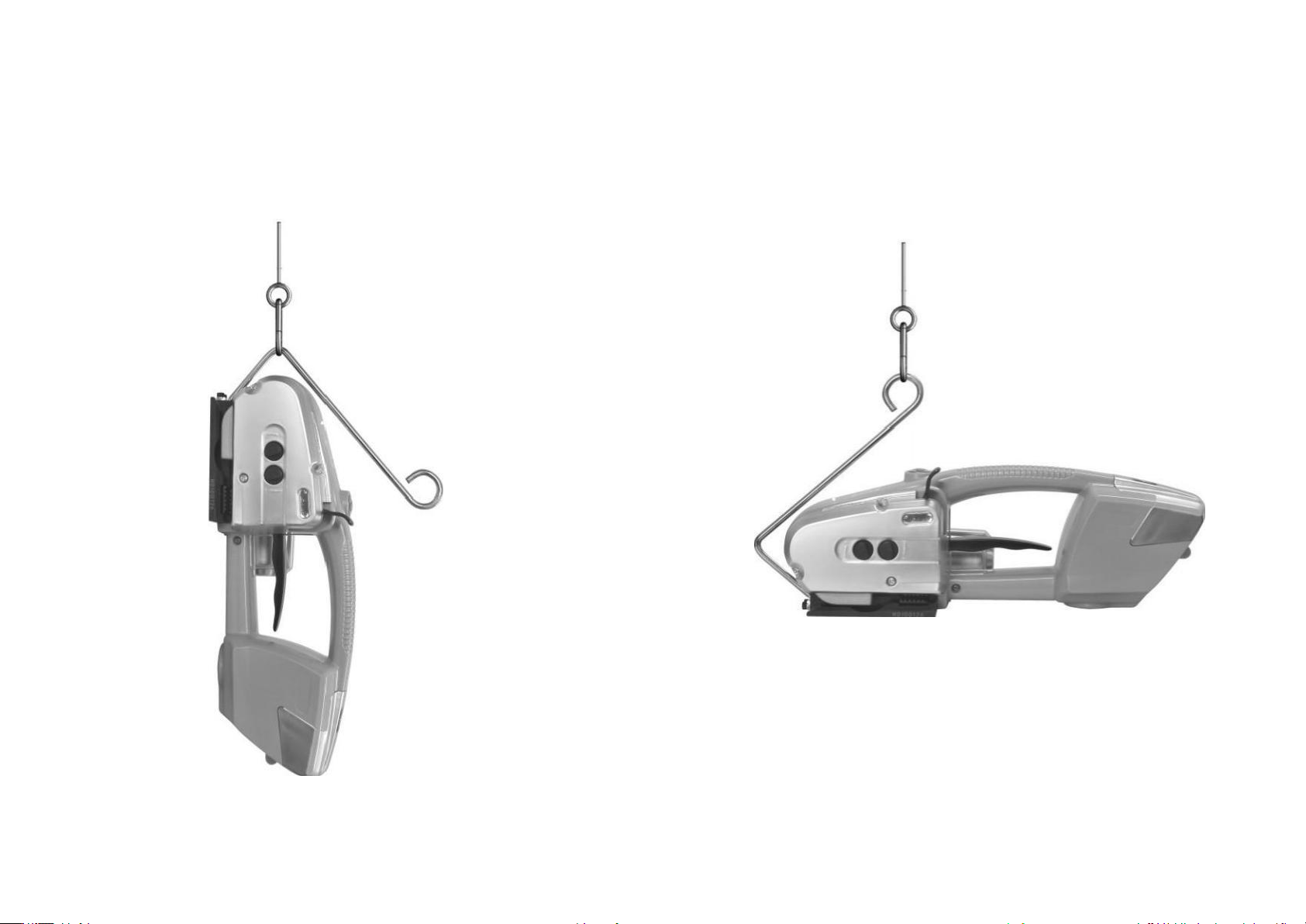
3.附 件
对于 工作时 悬挂位置选 择图1
3. 附 件
对于 工作时 悬挂位置选 择图2
8 9
[4.操作元件
4 . 操作元件
拉紧按钮
JD1035
熔接按钮
JD1010
电池盒盖总成
JD1003
船型电源开关
JD1067
DC5.5 插座
JD1068
LED 指示灯
JD1058
手柄
JD1044
二极管状态指示
蓝色
正常工作状态
红闪
电池电量不足,请充电
红亮
机器故障,断电检查
紫亮
工作完成状态
5.操 作
5.操作
5 . 1安装
◎请不要把打包工具处置雨中!
◎为了安全起见,交货时,电池未充电。
◎使用前,请充电。请参阅另附的电池充电器说明书。
插入电池:
◎电池盒盖组合由箭头往上推移,把电池由上往下插入槽中。
◎当插入电池,电量状态会短时的显示。
◎电池电量状态由LED 显示充电指示。
容量
指示灯
空载
红灯
1/4
红闪
1/2
蓝
3/4
蓝
5/6
蓝
1/1
蓝
移除空电池
如果在拉紧或者焊接时LED 红色闪烁,表明电池电量用完,打包机所有的电气功能
将受阻。
粘合不充分
警告:如果粘合不充分,请把打包带去掉!电池必须充电。
5 .2 调节 焊 接时 间 及捆紧 力
根据打包带的尺寸和质量而制定不同的
焊接时间和捆紧力调整、左右的旋钮可以调
节焊时间接及捆紧力。
顺时针旋钮增加,逆时针减少。
10 11
5.操 作
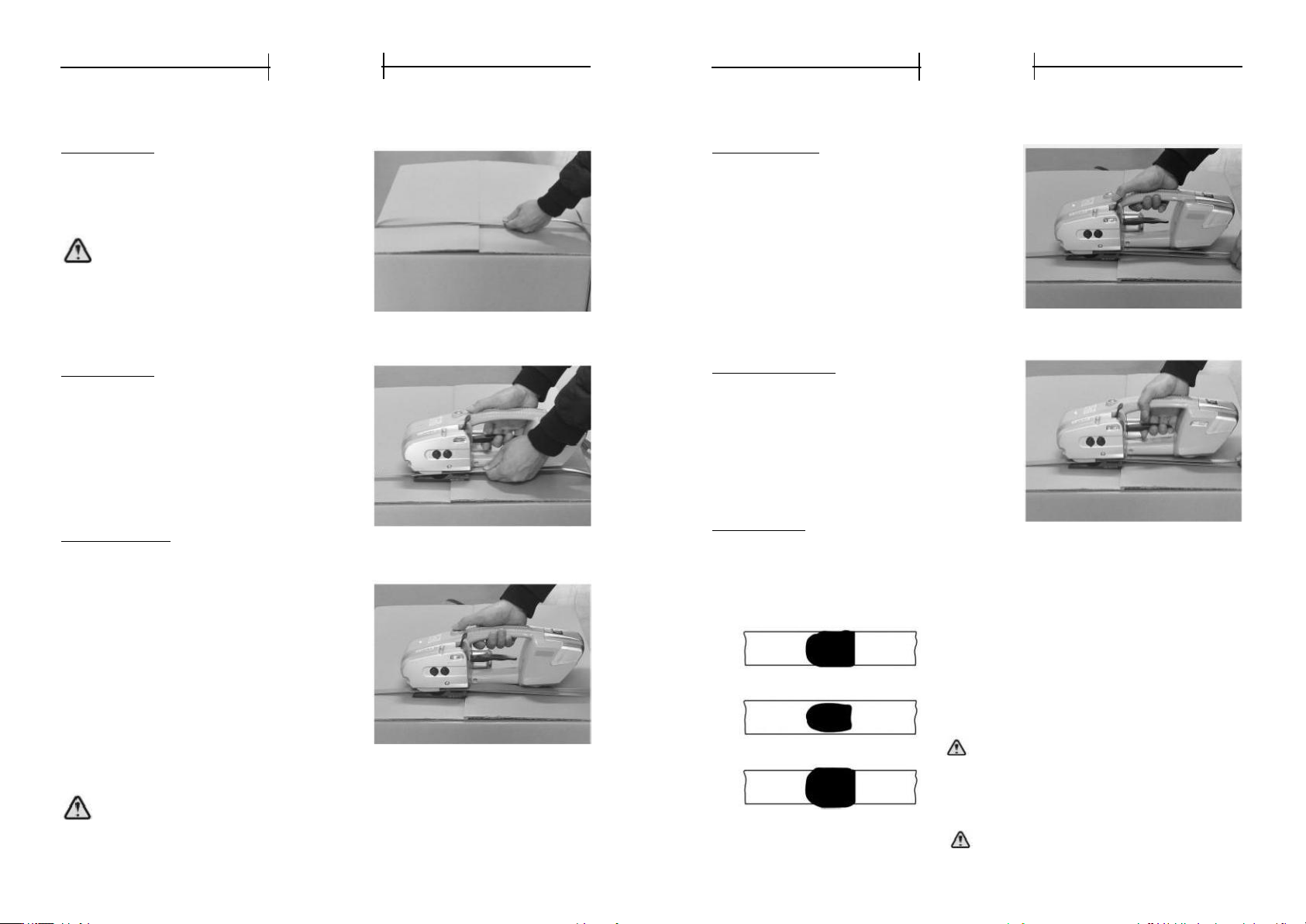
5.3绕打包带
按图示绕打 包带。
警 告 ! 塑 钢 带 焊 接 时 请 远 离 油 。 油 脂
和其 他脏物, 脏带子不能焊 接好。
5.4插打包带
用右手抬起 手柄,用左手插进打包带,
上下二根 平行叠放,放开手柄 。
5.5拉紧打包带
按下拉紧 按钮,打包带拉紧强 度达到后 ,
再释放开 关旋钮。
拉紧操 作 可 以在任何 时 候打断或重 新开
始。在拉紧 过程中, LED 显示蓝色。
达到预期 的拉力后,请勿压下 开关旋钮 ,
有打 包带破裂 的危险。
备注:
一直按拉紧按钮,直到LED 显示紫色,
拉紧保护部影响下一 步操作。
拉紧时保 持打包工具平衡移动 。
所以 :请勿阻 碍打包工具移 动方向。
5.操 作
5.6接点的粘合
按下熔 接 按 钮,手马 上 离开。塑钢 带被
焊接 并切断多 余的打包带。
焊接期间, LED 显示蓝色或紫色。
焊接完毕。
5.7移开打包工具
抬起手 柄 相 应松动带 子 ,向右侧拉 打包
机远离带子 。
5.8粘合控制
正常粘合 的控制是必要的。粘 合好坏可 以
用眼睛看出 。
作个图示, 分开,判别如下:
正确粘合:
打包带整个宽度全焊接到,焊接长度大约19毫米。
容许少量熔化的塑料溢出边上。
焊接时间过短:
整个宽度没焊接到,粘合不充分。
警告!焊接不充分的打包带必须拆掉。调节焊接时间。
焊接时间过长:
如焊接时间过长,打包带过热,熔化的塑料溢出两
边。粘合的效果被影响。
警告!粘合强度不够的打包带必须拆掉。调节焊接时间。