HST-13手持式电动打包机(CN)(1).pdf - 第9页
[ 8 . 电 气 常 见 故 障 9 . 磨 损 件 更 换 图 示 8 . 电 气 常 见 故 障 T1078 1 、 特 殊 原 因 : 如 打 包 过 程 中 振 动 杆 卡 死 现 象 ( LED 显 示 红 色 ) , 造 成 打 包 带 卡 在 机 器 中 , 不 能 取 出 。 立 即 断 电 , 剪 断 打 包 带 , 拆 除 左 右 面 板 罩 壳 上 的 螺 丝 并 移 开 , 取 出 打 包 带 , 检 查 机 …
12 13
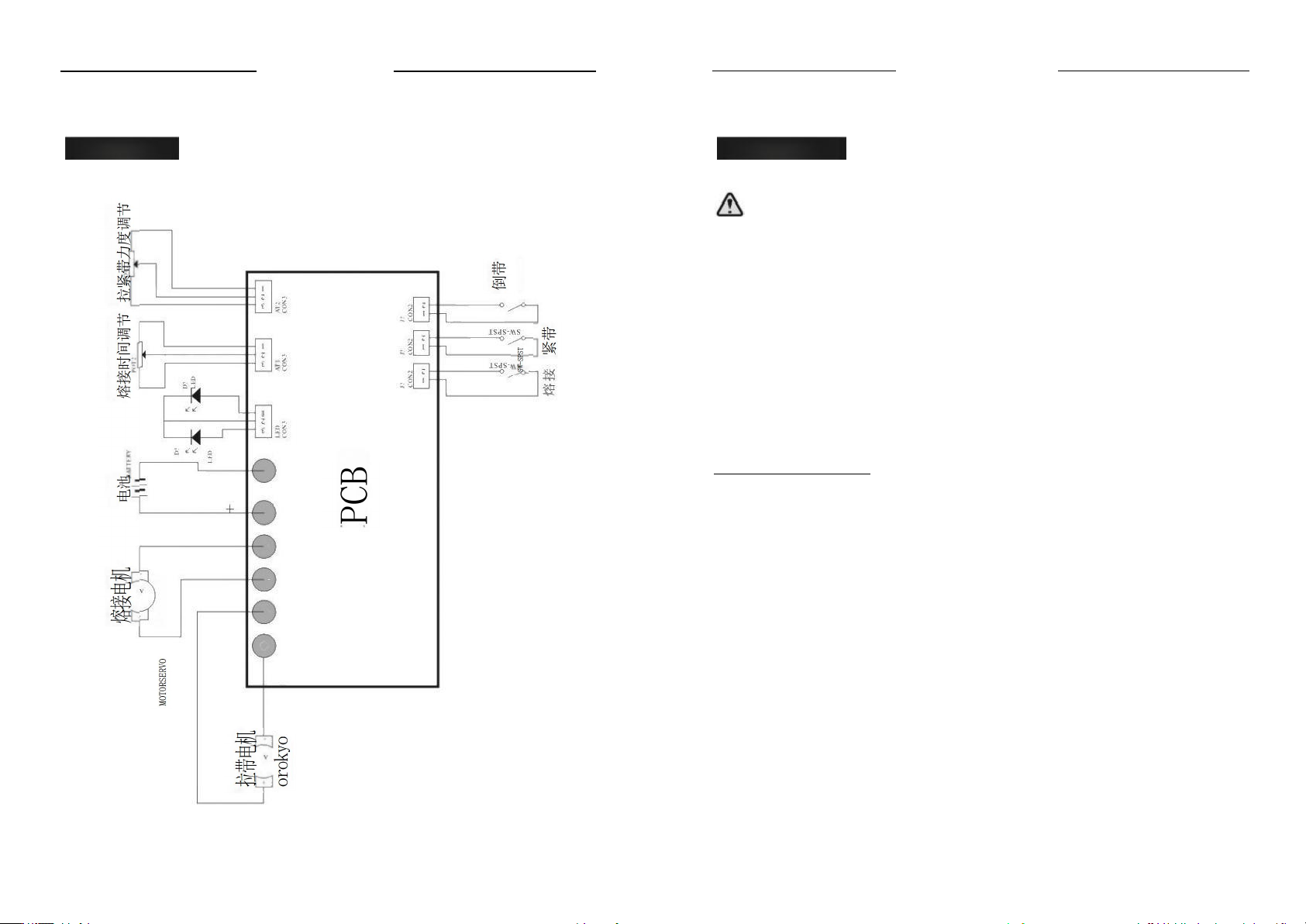
6.电气连接
6.电气连接
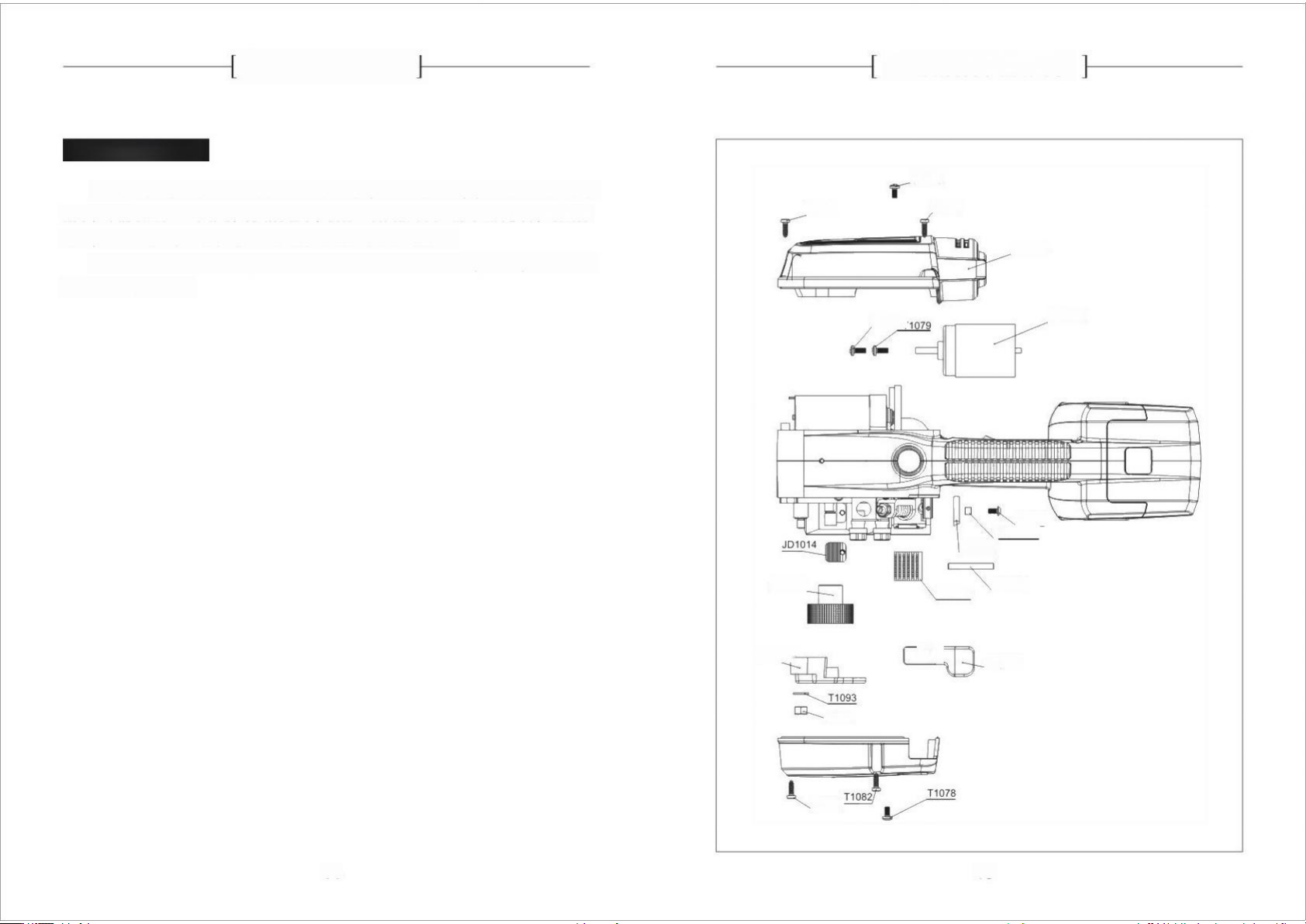
7. 磨损件更换
7 . 磨损件更换
每次维修时,请把电池拆出。
切刀 (JD-1029): 先拆下左面板罩壳螺丝并移开,拆除切刀上的螺丝并移开,取
出切刀更换;相反的次序装配。
熔接下齿板(JD-1024): 先拆除底座上固定熔接齿板的螺丝(JD-1025) 并移
开,顶出齿板更换,相反的次序装配。
拉紧齿板(JD-1014): 拆除底座上固定拉紧齿板的螺丝并移开,顶出齿板更换,
相反的次序装配。
拉紧轮(JD-1013): 拆除左右罩壳移开,拆除连接销轴上的螺帽并移开,拆除前
侧板并移开,拆下拉紧轮。相反的次序装配。
拉紧 、 粘合 和 切断 调 整
如果拉紧打滑,拆除底座上固定拉紧齿板的螺丝并移开,顶出齿板更换。
在拉紧齿板下垫一张厂方配套的垫片,相反的次序装配。
使用0.5-1.2mm 间带子时,不调整上下齿板熔接间隙,会造成熔接不良。拆除左面
板罩壳移开,拆除熔接按钮上螺丝(JD-1010) 并一起移开,调整弹簧支架上的支轴M6螺
帽、固定支轴,左右拧动M6螺帽调整弹簧紧力的强弱,相反的次序装配。(机器出厂时
已调整,请检查熔接时间)
如切刀不畅,更换切刀(JD-1029) 或更换切刀压簧(JD-1030), 参考易损件切刀
更换一项。
见图:16-17页。
[8.电气常见故障
9. 磨损件更换图示
8.电气常见故障
T1078
1、 特殊原因:如 打包 过程中振动杆卡死现象 (LED 显 示 红 色 ) , 造 成 打 包 带 卡 在 机
器 中 , 不 能 取 出 。 立 即 断 电 , 剪 断 打 包 带 , 拆 除 左 右 面 板 罩 壳 上 的 螺 丝 并 移 开 , 取 出 打
包 带 , 检 查 机 器 。 检 查 行 程 开 关 上 的 线 有 无 脱 落 及 更 换 微 动 开 关 。
2 、 按熔接和 拉 紧按钮如 果不 见电 机转 动,检查 电 机及微动 开关 (T 10 99 ) , 更 换 电 机
及 微 动 开 关(T1111)。
T1079
JD1036
T1100
JD1031-2
JD1029
JD1013
JD1024
JD1012 ◎
T1081
T1082
14 15
T1082
T1082
JD1002
JD1010
JD1025
16 17
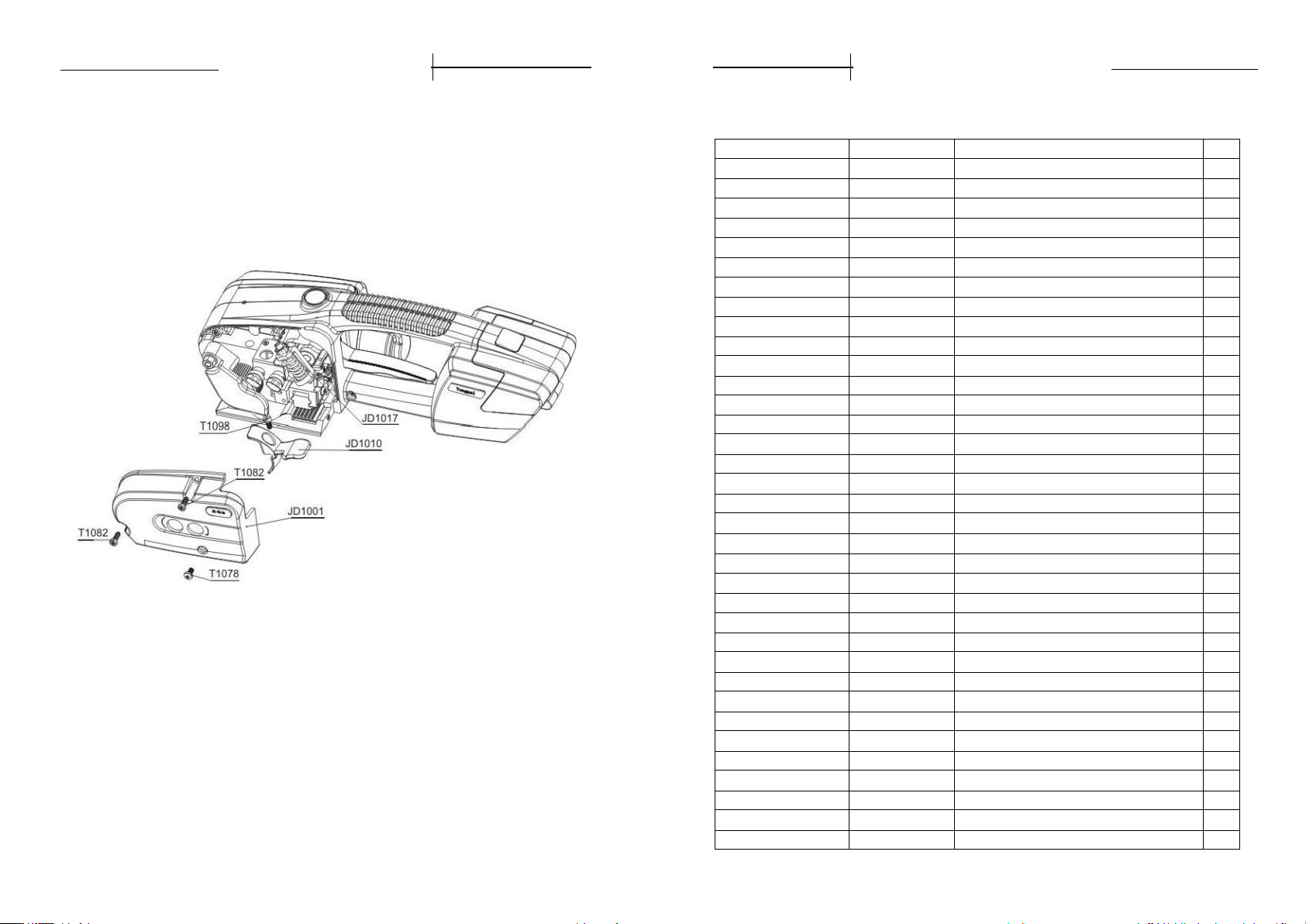
[ 9. 磨损件更换图示
10.HST 装配零件牌号表
表1
物料编码
物料代码(图号)
零件名称
配比
2010013534
JD1001
左面板罩壳
1
2010013535
JD1002
右面板罩壳
1
2010013536
JD1003
电池盒盖总成(组合件)
1
1030113720
JD1003-1
电池盒盖
1
1030113721
JD1003-2
电池盒
1
2010013667
JD1003-3
插件压板
1
1030114021
JD1004
悬挂吊钩(选购件)
1
2010013668
JD1008
电位器固定架
1
2010013125
JD1009
本体座
1
1030113668
JD1010
熔接按钮
1
2010013126
JD1012
左侧面板
1
2010013503
JD1013
拉紧轮
1
2010013127
JD1014
拉紧齿板
1
2010013573
JD1015
连接轴
1
1030113397
JD1016
连接轴弹簧
1
1030113524
JD1017
熔接支架弹簧
1
2010013129
JD1018
熔接支架
1
2010013143
JD1018-1
支架滚轮轴销
1
2010013144
JD1018-2
支架滚轮
1
2010013145
JD1019
熔接支架定位销
1
2010013146
JD1020
熔接支轴
1
2010013128
JD1021
熔接压块
1
2010013574
JD1022
弹簧固定环
1
2010013130
JD1024
熔接齿板
1
2010013147
JD1025
熔接下齿板固定螺丝销
1
2010013131
JD1027
滑槽骨架
1
2010013132
JD1028
滑动齿块
1
2010013133
JD1029
切刀
1
1030113525
JD1030
切刀压簧16
1
1030113526
JD1030-1
切刀压簧13
1
2010013148
JD1031-2
切刀衬套
1
1030113527
JD1032
滑槽骨架拉簧
1
2010013537
JD1033
左壳体
1
2010013538
JD1034
右壳体
1
1020200900
JD1036
熔接电机
1