AV131主机系统.pdf - 第93页
AV131 主机系统 5.2 R 指令 : R0,R1,R2, R3 D79HCC-5E- 020-A0 5.2- 6 7. E0 7 (S xxx ) N xxxZxxxMxxxTxxx < X 、 Y 、 ZL 、 ZR 、 WH 、 WA 、 V> 时 各轴超过正向极 限时发生的超 限信息。 <> 内显示 的是因超过极 限而停止的轴 。 8. E0 8 (S xxx ) N xxxZxxxMxxxTxxx …
AV131
主机系统
5.2 R 指令: R0,R1,R2,R3
D79HCC-5E-020-A0
5.2-5
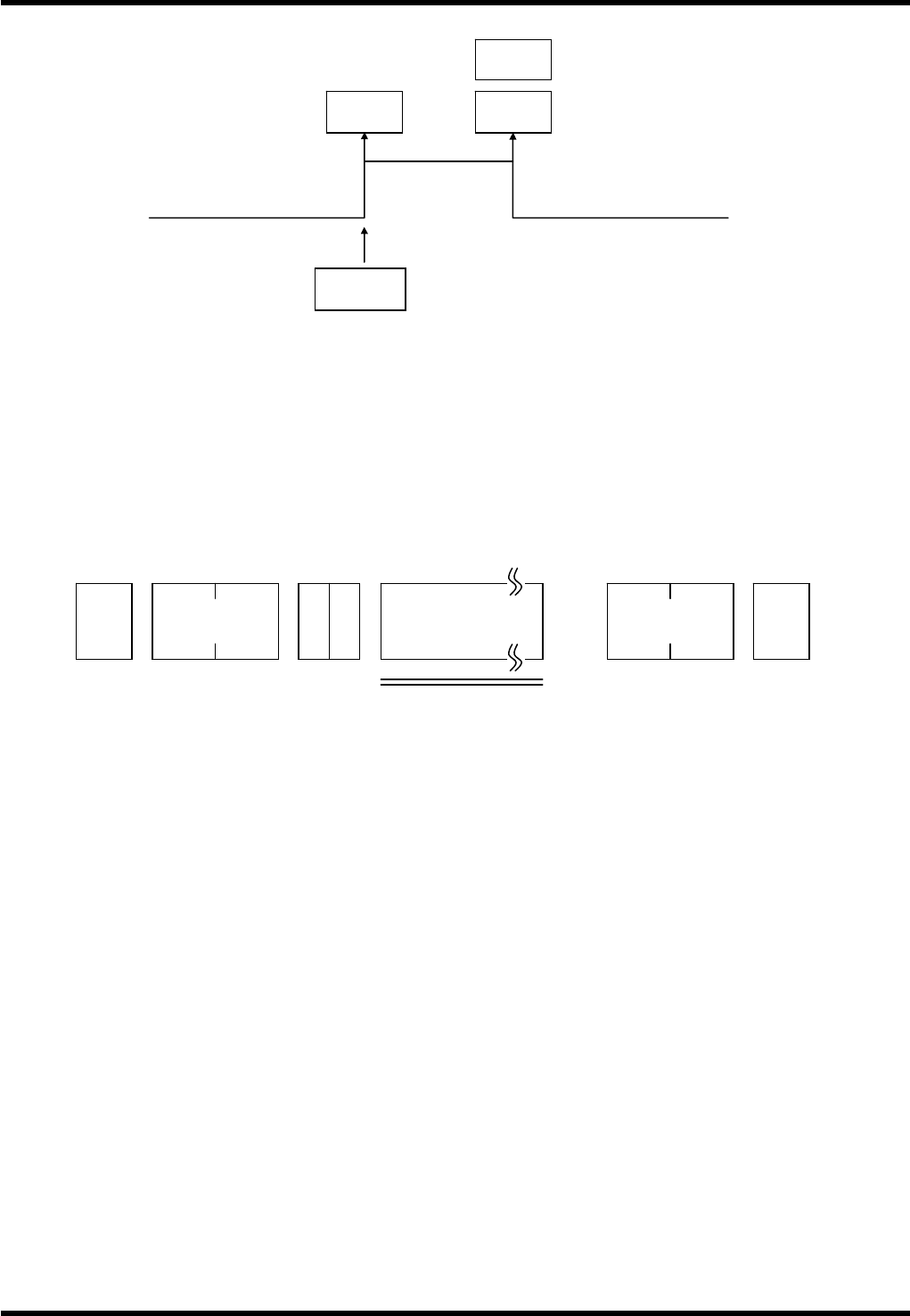
1BLOCK 开始动作
条件
除 R1FL、R1ES 指令以外,均只在 ONLINE 模式时有效。
5.2.3 机器错误信息 : R2
设备在运转中会检测到各种错误,并具有自动停止机器的功能。
将这些错误信息报告给主机的,就是 R2 指令。
R2 指令形态
错误信息内附加有步骤号码 (N) 3 位、料架号码 (Z) 3 位、M 命令 3 位、以及 T 命令 3 位等数据。
数据代码的部分,按如下所示进行适用。( ‘x’代表 0 ~ 9 的数字。)
数据代码的值
3.
1. E01 (Sxxx) NxxxZxxxMxxxTxxx 时
是因发生插入错误而停止时的报告错无的信息。
E01 后面的数据,为发生插入错误的 NC 程序的数据。
2. E02 (Sxxx) NxxxZxxxMxxxTxxx 时
是因发生砧台不到位错误而停止时的报告错误的信息。
3. E03 (Sxxx) NxxxZxxxMxxxTxxx 时
是因发生元件用完而停止时的报告错误的信息。
Z 编号为发生元件用完的料架号码。
4. E04 (Sxxx) NxxxZxxxMxxxTxxx 时
是因发生 P 板导向错误而停止时的报告错误的信息。
5. E05 (Sxxx) NxxxZxxxMxxxTxxx 时
是向 XY 工作台上载 P 板出现错误时的报告错误的信息 (搬送错误、定位器错误等)。
6. E06 (Sxxx) NxxxZxxxMxxxTxxx 时
是因发生轴向元件的切断错误而停止时的报告错误的信息。
(现在 AV131 上未使用。)
设备
<1BLOCK 动作>
1BLOCK 开始指令
设备自动停止
R1ST
R1SP
STX R 2
字符数
1 ~ 11
ETX
校验和
数据代码
R1SP
C5STBL

AV131
主机系统
5.2 R 指令: R0,R1,R2,R3
D79HCC-5E-020-A0
5.2-6
7. E07 (Sxxx) NxxxZxxxMxxxTxxx <X、Y、ZL、ZR、WH、WA、V> 时
各轴超过正向极限时发生的超限信息。
<>内显示的是因超过极限而停止的轴。
8. E08 (Sxxx) NxxxZxxxMxxxTxxx 时
发生 P 板等待错误,或者头开始旋转、头原点出现偏移且 15 秒后仍未回到原点时,发生的错误信息。
9. E09 (Sxxx) NxxxZxxxMxxxTxxx 时
Z 轴在缝隙以外位置停止时发生的错误信息。
10. E10 (Sxxx) NxxxZxxxMxxxTxxx <X、Y、ZL、ZR、θH、θA、WH、WA、U、V> 时
是各轴的联锁信息。
<>内显示的是因联锁错误而停止的轴。
11. E16 (Sxxx) NxxxZxxxMxxxTxxx 时
虽未停止、但出现报警信息 (元件用完预告等) 时的信息。
=注意=
(Sxxx) 仅在执行分步重复程序时出现。
条件
只在 ONLINE 模式时有效。
5.2.4 修正信息:R3
设备发生错误时,能够自动重新贴装。此动作若使用 C5STRC 指令,亦可从主计算机执行。此时,表示修正贴
装是否正常的就是本指令。
详细数据
4.
1. GD 时
表示错误发生后的修正动作正常。
2. G2 时
不使用。
3. NG 时
表示错误发生后的修正动作不正常。
4. N2
不使用。
=注意=
修正动作时的 Z 号码代表料架 No.,但修正动作时若 Z 轴并未移动,此号码不显示。
ETX
校验和
注意
1 ~ 4
STX
R 3
字符数
∗
∗
Z x x x

AV131
主机系统
6. 附录
D79HCC-09-000-A0
6-1
6. 附录