AV131主机系统.pdf - 第98页
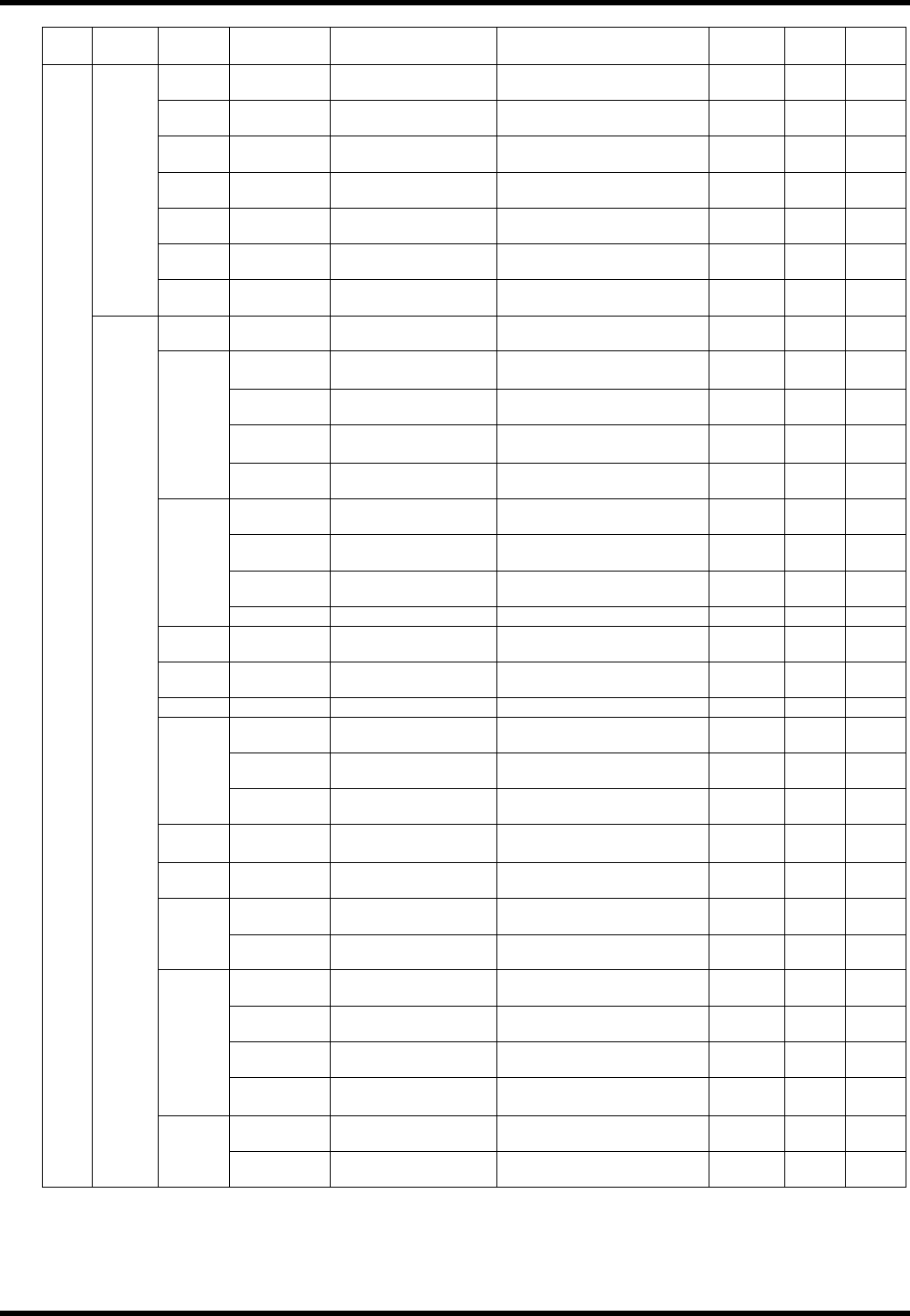
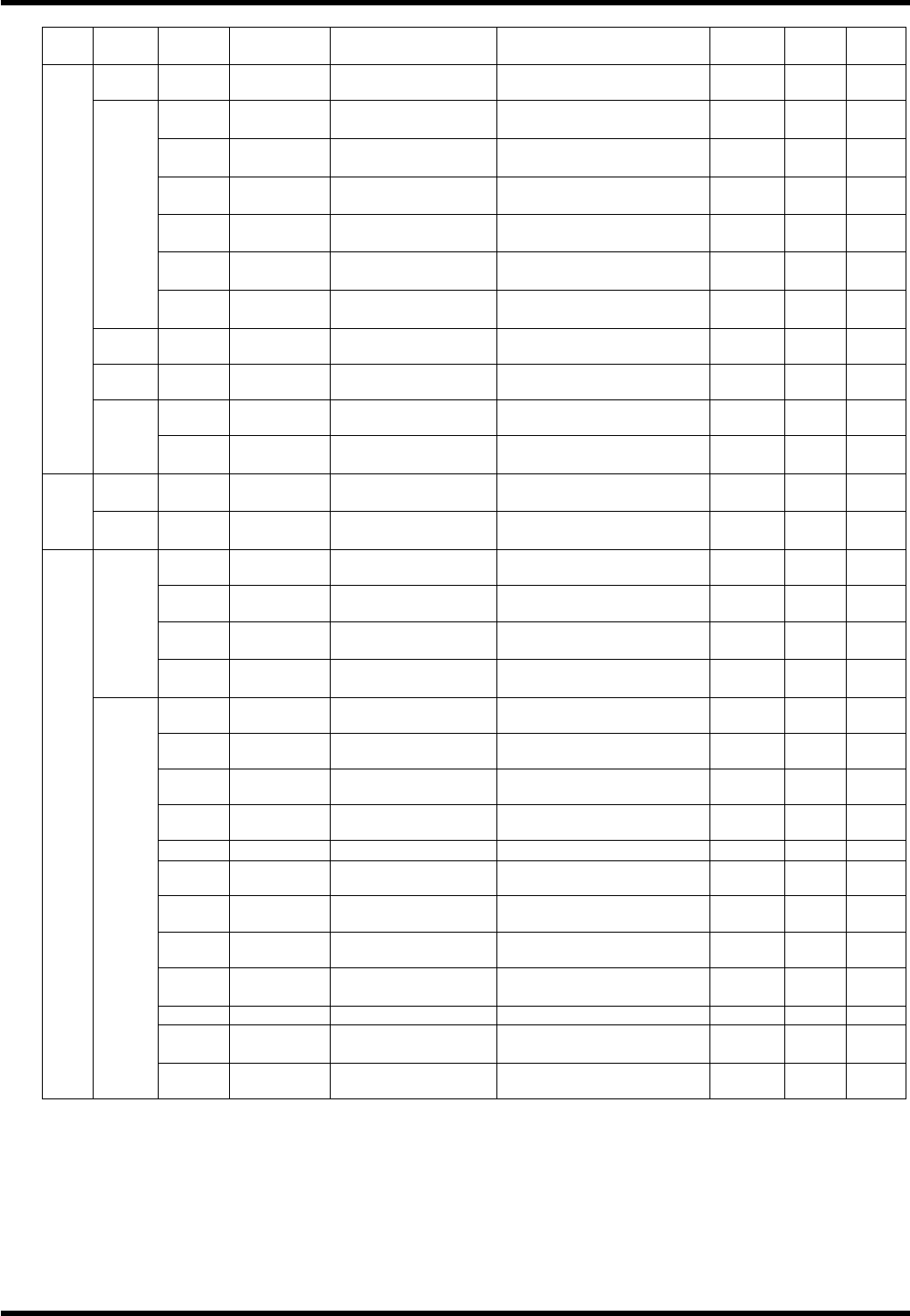
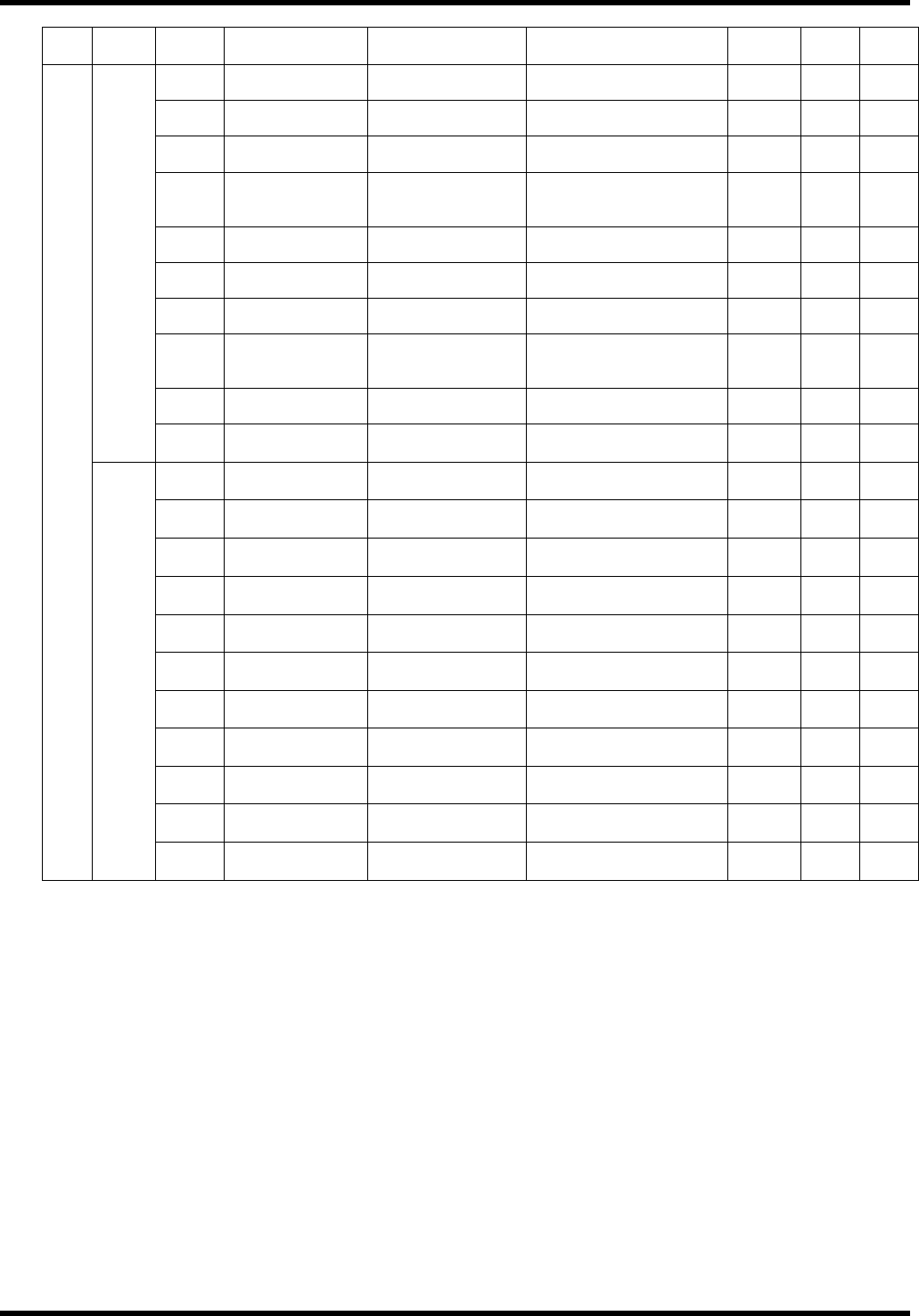
AV131 主机系统 6.1 指令一 览 D79HCC-09-030- A0 6.1- 3 项目 指令 副 指令 数据 名称 指令说明 通信 方向 标准 另售品 A0 无 无 下一数据要求 传送数据时, 要 求传送下一数 据 H ←→ E { E00 无 结构错误 接收过程中发生 错误, 要求再 次 传送。 H ←→ E { E01 无 超限错误 在接收过程中发 生错误, 要求 再 次传送。 H ←→ E { E02 无 奇偶性错 误 …
AV131
主机系统
6.1 指令一览
D79HCC-09-030-A0
6.1-2
项目 指令
副
指令
数据 名称 指令说明 通信方向 标准 另售品
AL
无 NC 数据参照·变更
参照、变更执行程序的 NC 数据
H → E
{
IN
无 NC 数据插入
插入执行程序的 NC 数据
H → E
{
DL
无 NC 数据删除
删除执行程序的 NC 数据
H → E
{
PA
无 元件数据参照·变更
参照、变更执行的元件数据
H → E
{
PD
程序
No.
NC 程序删除
删除指定的 NC 程序
H → E
{
UD
程序
No.
元件程序删除 删除指定的元件程序
H → E
{
C4
CD
程序
No.
基板数据程序删除 删除指定的基板数据程序
H → E
{
ST
无 起动
不变更停止模式而起动机器
H → E
{
BL 1BLOCK 起动
切换到 1BLOCK 停止模式进行
起动
H → E
{
EP
EOP 起动
切换到 EOP 停止模式进行起动
H → E
{
CT CONT 起动
切换到 CONT 停止模式进行起
动
H → E
{
ST
RC
返工起动
进行返工
H → E
{
BL
1BLOCK 停止
切换到 1BLOCK 停止模式
H → E
{
EP
EOP 停止
切换到 EOP 停止模式
H → E
{
CT
CONT 停止
切换到 CONT 停止模式
H → E
{
SP
HT HALT 指令 禁止操作盘的起动键
H → E
{
RE
无 复位指令
进行复位
H → E
{
LP
无 P板取出禁止指令
禁止取出料箱里的 P 板
H → E
{
UP 无 P板排出禁止指令 从 XY 工作台排出 P 板
H → E
{
无
下料器料箱排出指令
对下料器料箱进行排出
H → E
{
UM
下料器料箱排出指令
对下料器料箱进行排出
H → E
{
SK
LM
上料器料箱排出指令
对上料器料箱进行排出
H → E
{
O1 无
ON LINE 运转指示灯
ON 指令
使 ON LINE 运转指示灯亮灯
H → E
{
O2 MN
切换至手动
切换到手动模式
H → E
{
SA
切换至半自动
切换到半自动模式
H → E
{
FA
切换至自动
切换到自动模式
H → E
{
P∗∗∗
NC 程序选择
选择 NC 数据的执行程序
H → E
{
U∗∗∗
元件数据程序选择
选择元件数据的执行程序
H → E
{
C∗∗∗
基板数据选择
选择基板数据的执行程序
H → E
{
SE
Z∗∗∗
Z 分割模式、Z 选择
变更
对 Z 轴 2 分割模式和 ZL、ZR
进行变更
H → E
{
无 执行宽度调整动作
执行宽度调整动作 (切换机型)
H → E
{
C
指
令
C5
WC
OG
执行宽度调整原点复归
执行宽度调整原点复归
H → E
{
AV131
主机系统
6.1 指令一览
D79HCC-09-030-A0
6.1-3
项目 指令
副
指令
数据 名称 指令说明
通信
方向
标准 另售品
A0
无 无 下一数据要求
传送数据时,要求传送下一数据
H ←→ E
{
E00 无 结构错误
接收过程中发生错误,要求再次
传送。
H ←→ E
{
E01 无 超限错误
在接收过程中发生错误,要求再
次传送。
H ←→ E
{
E02 无 奇偶性错误
接收过程中发生错误,要求再次
传送。
H ←→ E
{
E03 无 校验和错误
接收过程中发生错误,要求再次
传送。
H ←→ E
{
E04 无 溢出错误
接收过程中发生错误,要求再次
传送。
H ←→ E
{
A1
E05 无 格式错误
接收过程中发生错误,要求再次
传送。
H ←→ E
{
A2
无 无
通信结束
通知通信已结束
H ←→ E
{
A3
无 无 无要求的数据
通知与 C1 指令的名称不一致
H ←→ E
{
E00
无 操作错误
在非正常状态接收了数据
H ←→ E
{
A
指
令
A4
E01 无 议定书错误
在接收过程中有别的指令被传
送过来了。
H ←→ E
{
D0 无 各种数据 数据传送
在传送 C0 ~ C2 指令的数据时
使用
H ←→ E
{
D
指
令
D1 无 各种数据 数据传送
在传送 C3 ~ C4 指令的数据时
使用
H ←→ E
{
CT
无 EOP 通过
每当 EOP 步骤通过时发生
H ← E
{
EP
无 EOP 停止
当 EOP 步骤停止后发生
H ← E
{
BDGD 步骤 No. 不良标记 GOOD
不良标记被检测为 GOOD 时
发生
H ← E
{
R0
BDNG 步骤 No. 不良标记 NO GOOD
不良标记被检测为 NO GOOD
时发生
H ← E
{
OL
无 在线模式
表示设备为在线模式
H ← E
{
FL
无 脱线模式
表示设备为脱线模式
H ← E
{
ES
无 电源断开
设备通知电源断开了
H ← E
{
ST
无 开始
设备通知已开始生产
H ← E
{
SP 无 1步骤停止 设备通知已 1BLOCK 停止
H ← E
{
PS
无 PCB 储存
通知 PCB 已储存在上料器上
H ← E
{
RE
无 复位
设备通知已经复位
H ← E
{
PW
无 PCB 等待
在不能上料的状态时发生
H ← E
{
PE 无 PCB 等待解除
当不能上料的状态已经解除后
发生
H ← E
{
OG 无 XY 原点复归结束 排出 PCB、XY 原点复归后发生
H ← E
{
UP 无 PCB 排出结束
当工作台上的 PCB 全都排出后
发生
H ← E
{
R
指
令
R1
RC
无 返工开始
通知已经起动返工
H ← E
{
AV131
主机系统
6.1 指令一览
D79HCC-09-030-A0
6.1-4
项目 指令
副
指令
数据 名称 指令说明
通信
方向
标准
另售
品
LD
无
上料结束
在上料结束时发生
H ← E
{
LE
无 上料器料箱已空
通知上料器料箱已经空了
H ← E
{
LF
无 上料器料箱已满
通知上料器料箱已经满了
H ← E
{
LS 无 上料器料箱设置
通知上料器料箱已经设置上
了
H ← E
{
LO
无 上料器料箱排出
通知上料器料箱已经排出
H ← E
{
UE
无 下料器料箱已空
通知下料器料箱已经空了
H ← E
{
UF
无 下料器料箱已满
通知下料器料箱已经满了
H ← E
{
US 无 下料器料箱设置
通知下料器料箱已经设置上
了
H ← E
{
UO
无 下料器料箱排出
通知下料器料箱已经排出
H ← E
{
R1
TE 无
宽度调整动作正常结
束
通知宽度调整动作已经正常
结束
H ← E
{
E01
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
插入错误
通知因发生插入错误已经停
止运转了
H ← E
{
E02
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
砧台不到位错误
通知因发生砧台不到位错误
而停止运转了
H ← E
{
E03
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
元件用完错误
通知因发生元件用完而停止
运转了
H ← E
{
E04
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
P 板导向件错误
通知因发生 P 板导向件错误而
停止运转了
H ← E
{
E05
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
上料器错误
通知因发生上料器错误而停
止运转了
H ← E
{
E06
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗∗∗∗
切断失误错误
通知因发生轴向元件的切断
失误错误而停止运转了
H ← E
{
E07
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
超限错误
通知轴因超极限而停止运转
了
H ← E
{
E08
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
错误之外的停止
通知因错误之外的原因停止
运转了
H ← E
{
E09
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
Z 位置错误
通知 Z 轴在缝隙以外的位置停
止了。
H ← E
{
E10
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
联锁错误
通知因联锁生效而停止运转
了
H ← E
{
R
指
令
R2
E16
(S∗∗)
N∗∗∗Z∗∗∗M∗∗∗T∗∗∗
警告错误
虽然没有停止运转,但通知已
发生了警告错误
H ← E
{