Administrator’s Guide-Chinese(SM320).pdf - 第112页
Samsung Component Placer SM320 Administrator ’ s Guide <V acuum Check> 校验盒 行 V acuum Check 则 进行校验。 mera> 校验盒 为提高作业效率部件登记时,指定的 Camera 和 FOV 可使用相同的 Camera 进行 作业。 例如,已 指定 “Fix Camera1” 进行作业时, FOV 相 同则为了提高作业效率使用 “…
元件的登记
7-9
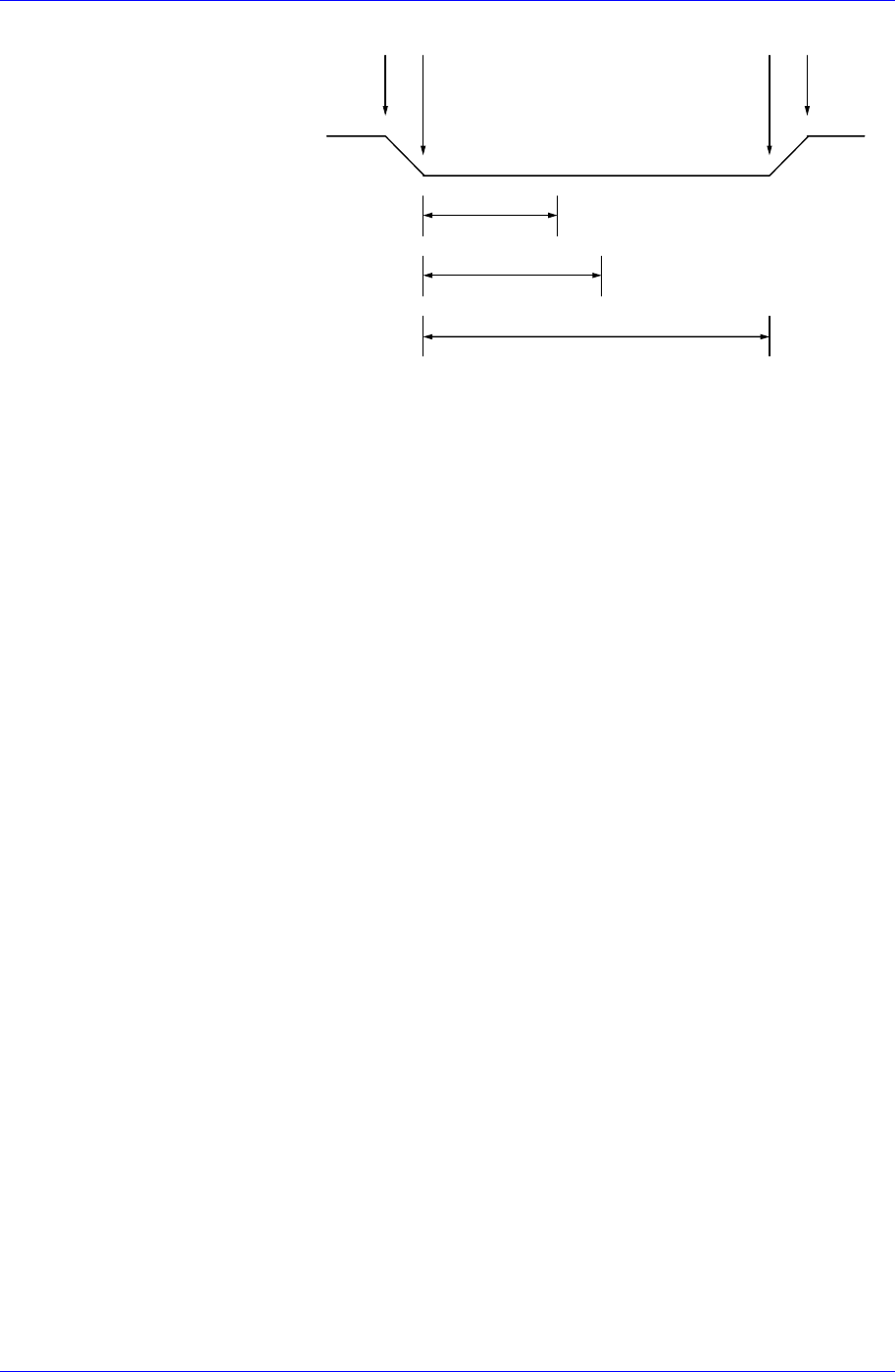
Z축의높이
VacOff
BlowOn
PlaceDelay
하강 시작점 하강 종료점 상승 시작점 상승 종료점
-6. “
贴装部品时延迟时间
”
顺序图
域
贴装(Place), 部件废弃(Dump)作业时设置驱动电动机的驱动
下所示,各驱动速度有关的速度Profile已Setting在系统
最快 。
快: 快的速度。
3-中速: 比较快的速度。
慢速: 比较慢的速度。
最慢: 最慢的速度。
<XY> 组合
选择XY 轴驱动电动机的驱动速度。
<R> 框
选择R轴驱动电动机的驱动速度。
<Z 吸料向下>
为吸附部 磁头下降时选择 Z轴驱动电动机 驱动速度。
> 组合框
后,磁头上升时选择 Z轴驱动电动机的驱动速度。
装> 组合框
部件磁头下降时选择Z轴驱动电动机的驱动速度。
后,磁头上升时选择 Z
轴驱动速度。
al Pick: 假想操作部件
<Dump Angle> 组合框
0,45,90,135,180,225,270,315
Z 轴高度
下降起始点
下降终止点
上升起始点
上升终止点
图
7
<速度> 领
吸附(Pickup),
速度。 驱动速度如
。
1- : 最快的速度
2-
4-
5-
框
组合
组合框
件 的
吸取后上升<Z
部件吸附
<Z 向下贴
为贴装
<Z 贴装后上升> 组合框
部件贴装
<Etc> 领域
<Mount Method> 组合框
1) Normal: 正常操作部件
2) Virtu
Samsung Component Placer SM320 Administrator’s Guide
<Vacuum Check> 校验盒
行 Vacuum Check则进行校验。
mera> 校验盒
为提高作业效率部件登记时,指定的 Camera和 FOV可使用相同的
Camera进行作业。 例如,已指定“Fix Camera1”进行作业时, FOV相
同则为了提高作业效率使用“Fix Camera2”也可进行作业。
吸附部件时要执
<Use Compatible Ca
Fly 2 Cam: 它是 头2用飞行照相机。
住 意
对于冲击敏感的部品如 CSP 或 μBGA, 贴装时必须根据
部品生产商的规范或标准设置与z轴相关的速度参数,并使用
与部品生产商规范或标准相一致的吸嘴。 如果需要与部品生
产商规范或标准相一致的吸嘴,请联系我公司营业部或客户
服务中心。
7.1.1. 共同Align Data
对所有部件共同适用的Align Data作出说明。
<相机号.> 组合框
选择识别部品的摄象机。可选择的摄象机如下。
Fly1 Cam: 它是 头1用飞行照相机。
用飞行照相机。
: 它是 头5用飞行照相机。
6用飞行照相机。
2号固定相机。(2号固定相机已有安装时)
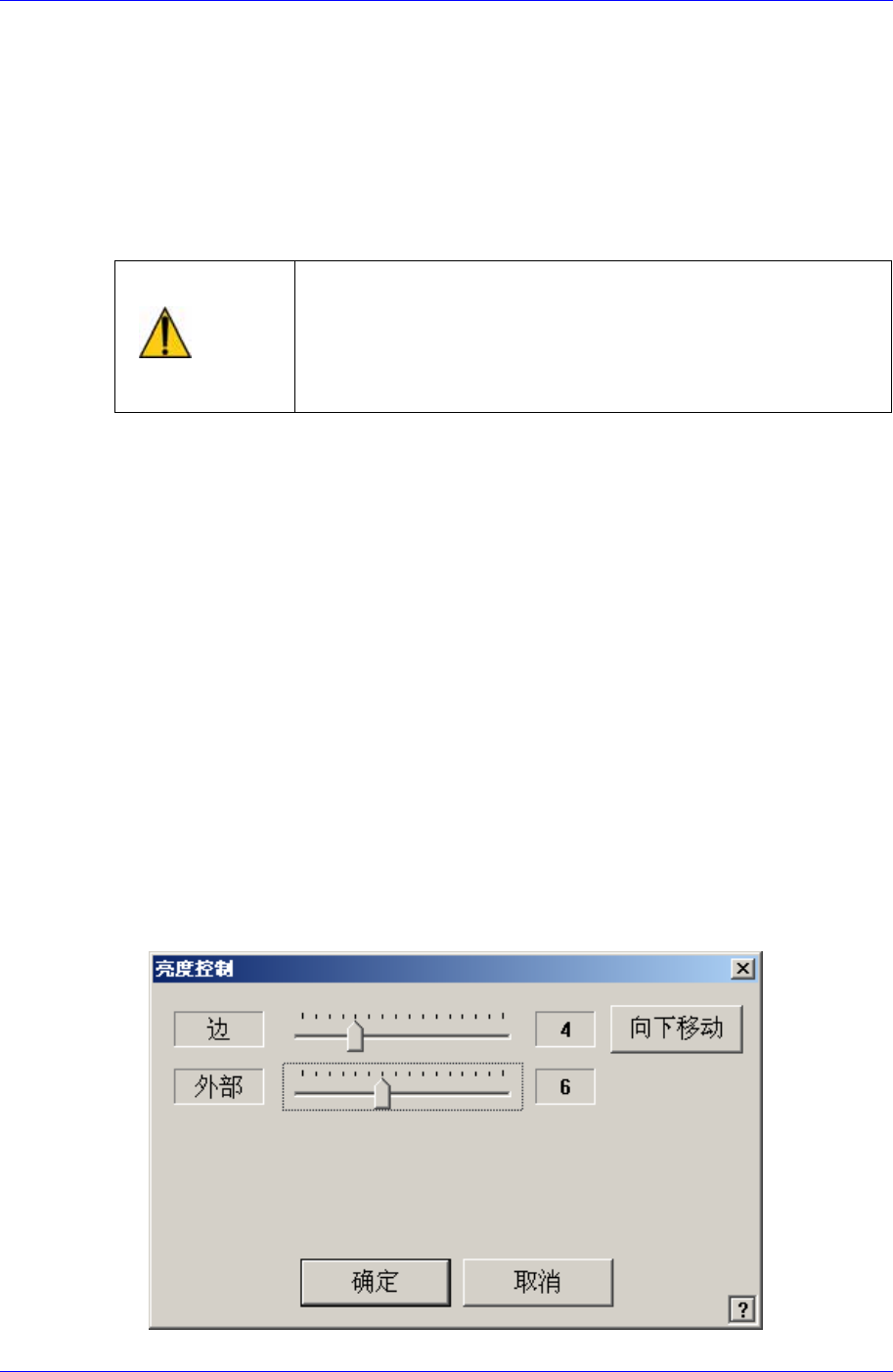
机的照明度。按下此按钮时,显示以下画面。
Fly 3 Cam: 它是 头3
Fly 4 Cam: 它是 头4用飞行照相机。
Fly 5 Cam
Fly 6 Cam: 它是 头
固定相机1: 它是1号固定相机。(1号固定相机已有安装时)
固定相机2: 它是
<亮度控制> 按钮
设定识别部品用摄象
7-10
元件的登记
7-11
图
7-7
相机“为头照像机”时的对话框
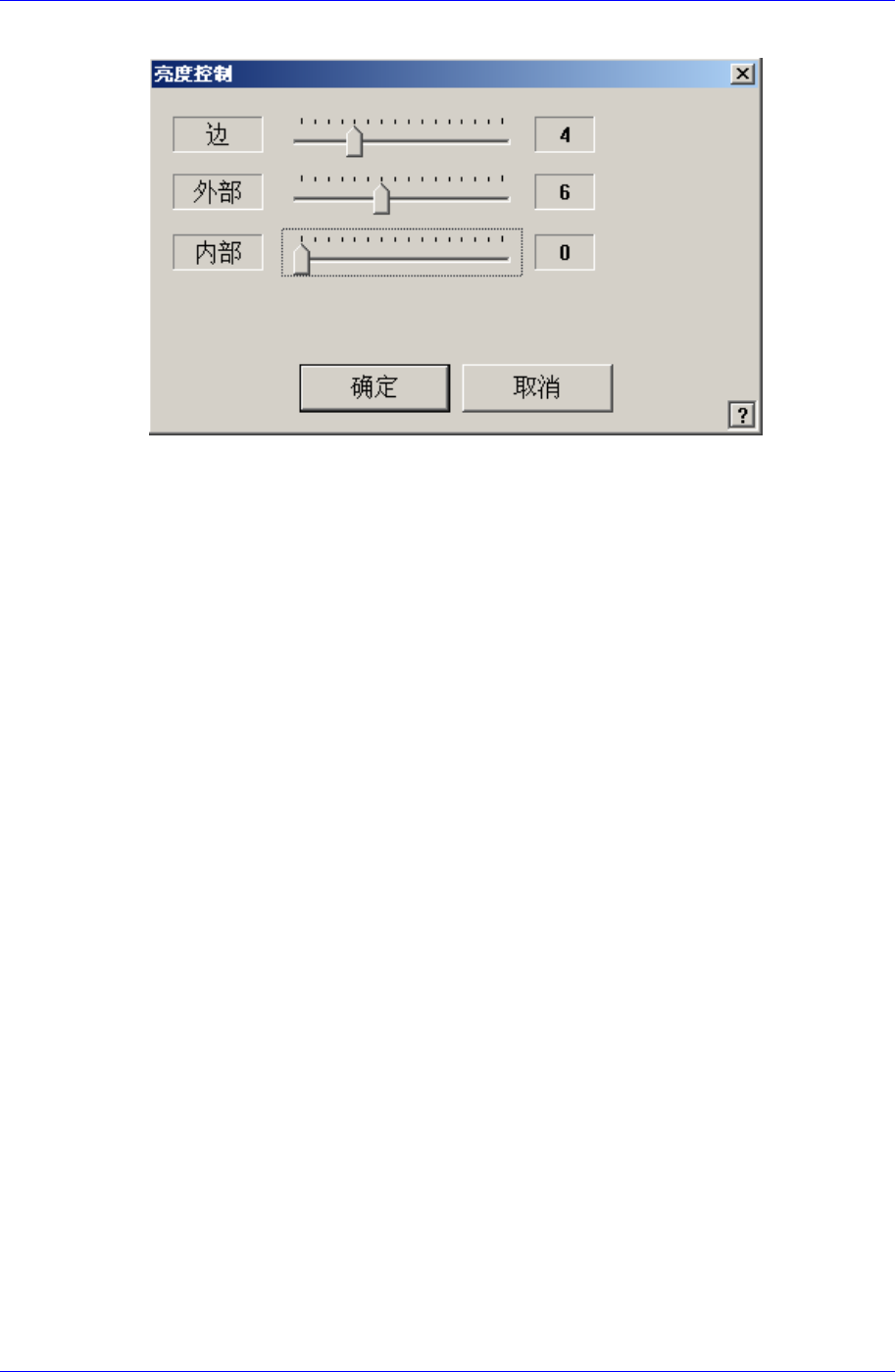
图
7-8.
相机“为固定照相机”时的对话框
<边>
按钮
<外部>
反映到照明数据后关闭对话框。
编辑框
+值。
<Threshold> 编辑框
通过VisFrame显示的影象由各个像素构成。各个像素因显示亮度不同 , 有
0~255的固有值。 在这里‘Threshold Value’意味着是否把各个象素认知为白
色还是黑色的限制值。
<自动> 检查框
自动设定<Threshold>值时进行检查。
<H[+]> 编辑框
识别部品时,以百分比设定允许上误差。
<误差L> 编辑框
设定侧面的照明度。(0 – 15)
<向下移动>
下降侧面的照明。
设定外部照明度。(0 – 15)
<内部>
Fix Camera时, 设定内部照明度。 (0 - 15)
<确定> 按钮
把设定的照明度
<取消> 按钮
忽略已设定的照明度直接关闭对话框。
<尺寸> 领域
<对准 Z 高度 >
设定需要识别的高度。以部品的底面为准,识别其上面时设定–值,识别其
下面时设定