NPM-DGS-程序手册1.pdf - 第288页
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-60 EJS9AC-MB-04P-29 关于吐出时间控制 吐出时间控制处于 ON 的情况下 1 在将吐出 2 段动作控制设为 OFF 时,将忽视下降时的动作。 ‘ ■ 数据编制项目默认设定选项卡 (NPM) → 吐出 2 段动作控制 ’ 吐出时间控制处于 OFF 的情况下 点胶下降速度 第 1 段 点胶上升速度 第 1 段 时间 基板上面 开始吐出 ( 开始轴移动…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-29 Page 4-59
项目
说明
点胶喷嘴控制数据
‘
剩余量警告计数
’
设定材料用完传感器感应后为了发出警告所需要的点胶点数。
‘
点胶停止计数
’
设定材料用完传感器感应后为了停止生产所需要的点胶点数。
‘
点胶稳定定时器
(
点胶前
)’ XY
移动完毕后,按照设定时间延缓
Z
下降的开始。
‘
点胶稳定定时器
(
点胶后
)’ Z
上升完毕后,按照设定时间延缓
XY
移动的开始。
‘
点胶压力
’
点胶时的压力。
‘
粘合剂点胶速度
’
粘合剂的点胶速度。
以相对最高速度的百分率指定。
可选择
100
、
90
、
80
、
70
、
60
、
50
、
40
、
30
、
20
、
10
,标准为
100
。
‘
点胶时的
XY
速度
’
点胶时的
XY
移动速度。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
温度偏移量
’
粘合剂的温度偏移量。
( -10.0
℃
~ 10.0
℃
)
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-60 EJS9AC-MB-04P-29
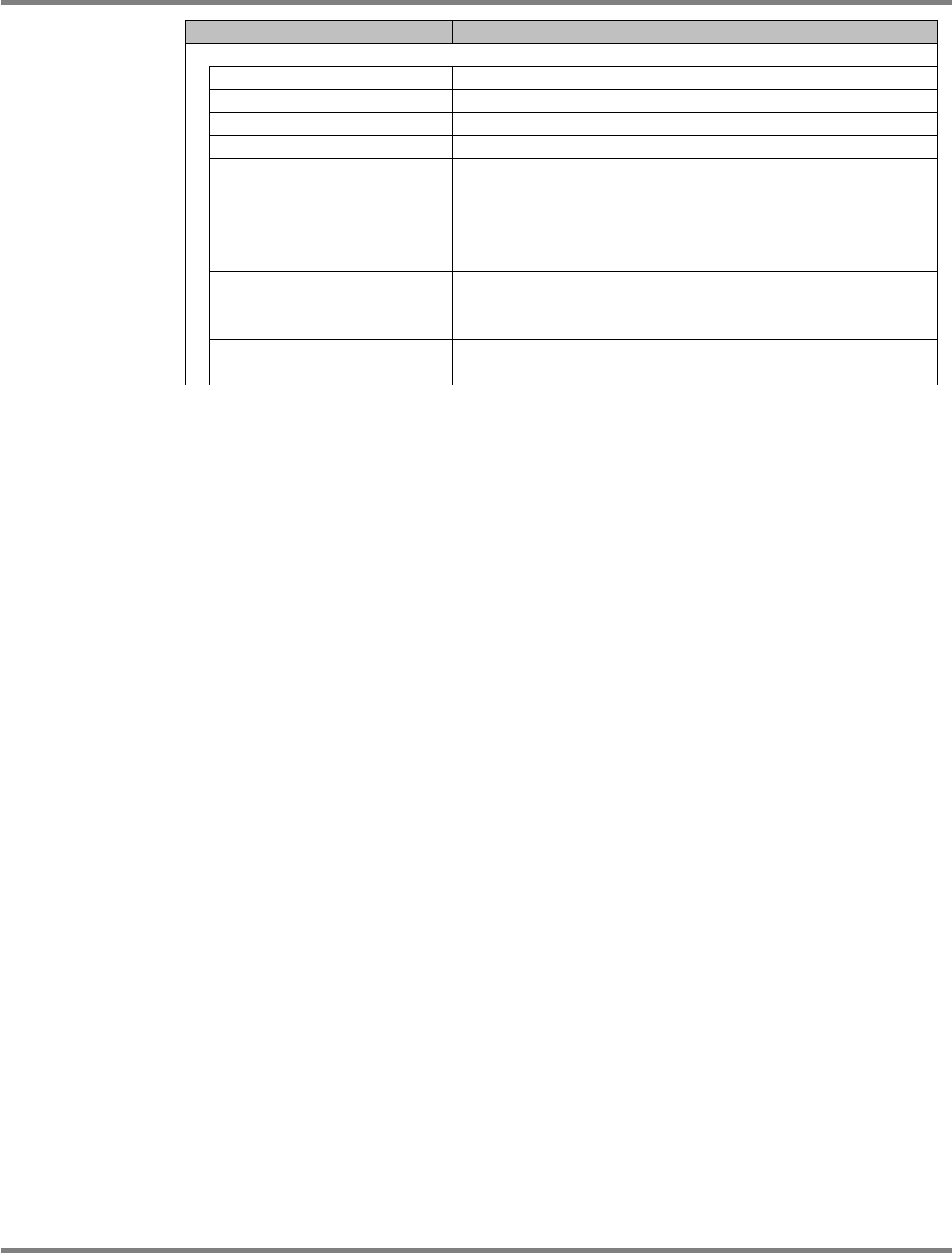
关于吐出时间控制
吐出时间控制处于
ON
的情况下
1
在将吐出
2
段动作控制设为
OFF
时,将忽视下降时的动作。
‘
■
数据编制项目默认设定选项卡
(NPM)
→
吐出
2
段动作控制
’
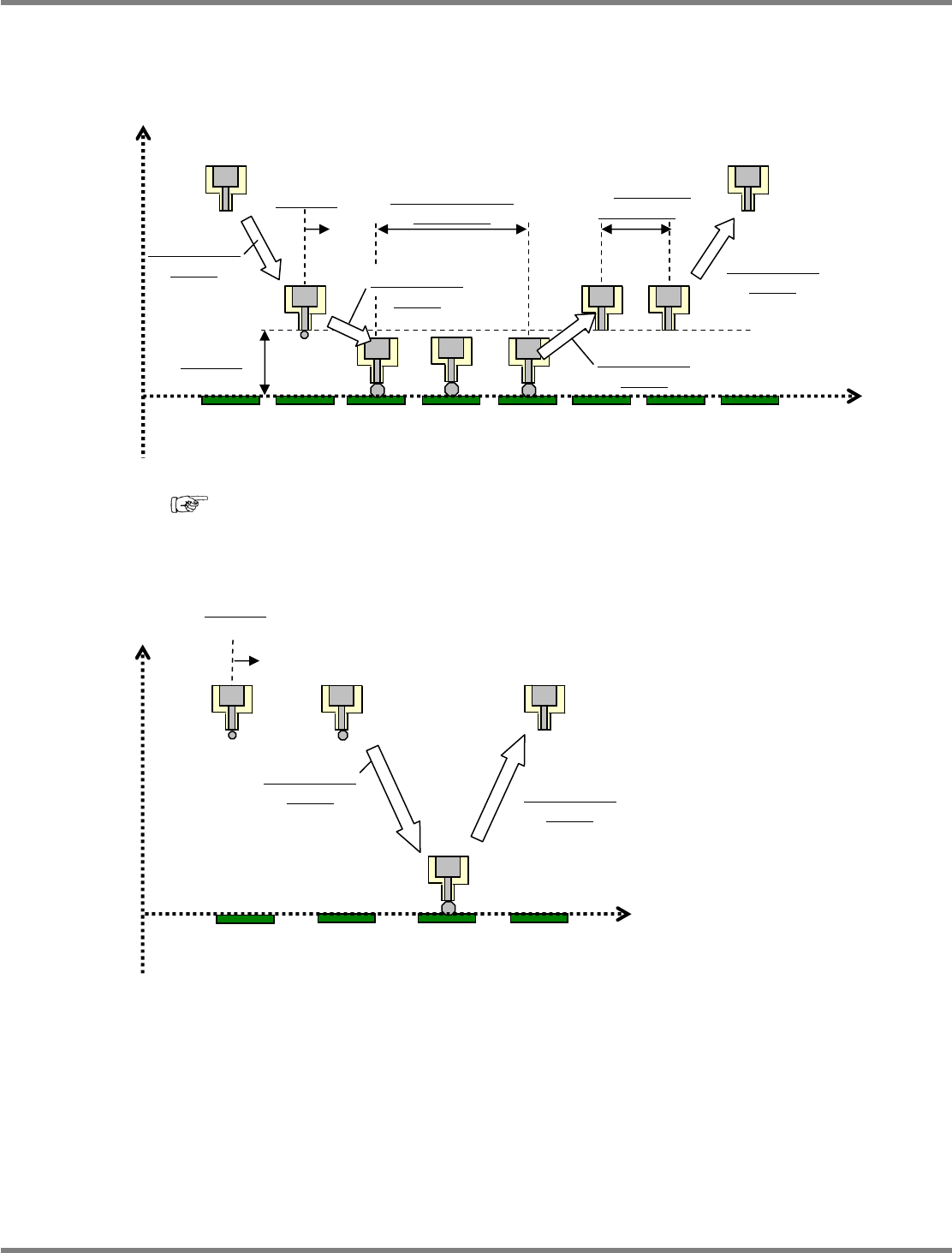
吐出时间控制处于
OFF
的情况下
点胶下降速度
第
1
段
点胶上升速度
第
1
段
时间
基板上面
开始吐出
(
开始轴移动
)
Z
Z
点胶高度
点胶下降速度
第
1
段
开始吐出
点胶时在下死点上
等待的时间
点胶上升速度
第
2
段
点胶时在上升后
等待的时间
点胶上升速度
第
1
段
时间
基板上面
点胶下降速度
第
2
段

NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-29 Page 4-61
粘合剂点胶不良现象的对策
•
发生粘合剂拉丝现象的情况下
为了降低粘度提高粘合剂的切断性与流动性,提升喷嘴设定温度。
(
通过粘合剂库编辑器进行设定
)
调整头的高度,以使其等粘合剂粘丝断掉后再移动至
XY
。
(
通过点胶条件设定进行设定
)
降低喷嘴上升速度。
(
通过点胶条件设定进行设定
)
•
发生飞溅现象的情况下
为了提高粘度避免发生粘合剂飞溅,降低调温器的设定温度。
(
通过粘合剂库编辑器进行设定
)
降低喷嘴上升速度。
(
通过点胶条件设定进行设定
)
•
其它
为了减轻基板与背面元件受损伤,降低喷嘴的下降速度。
(
通过点胶条件设定进行设定
)