SI-F130AI_1st_CS.pdf.pdf - 第201页
操作篇 5. 手动操作 SI-F130AI 5-31 5.4 视觉 操作 SI-F130AI …
操作篇
5. 手动操作
5-30
SI-F130AI
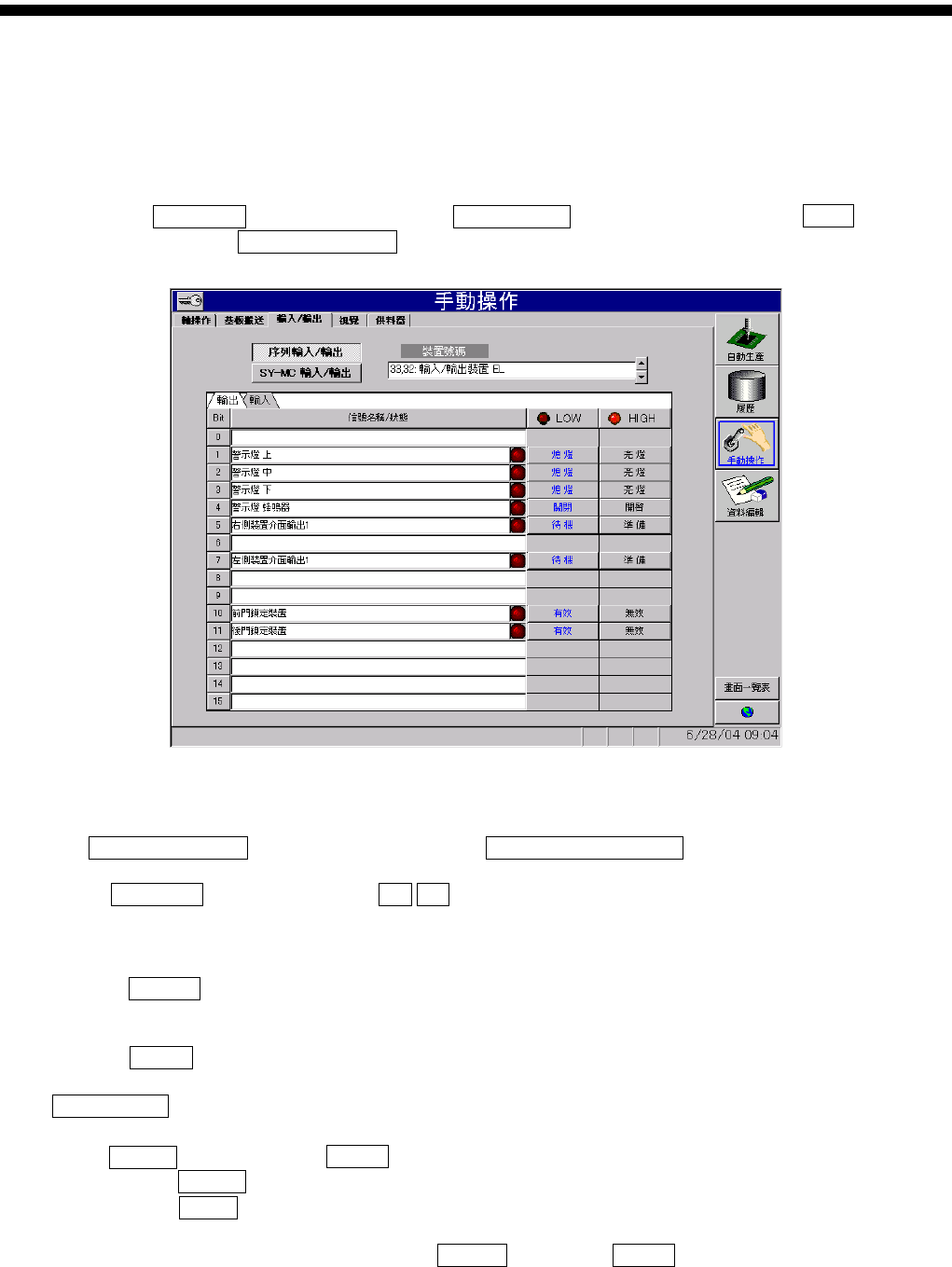
5.3.2 输出信号的状态表示
[ 概要 ]
SI-F130AI
SI-F130AI
[ 操作顺序 ]
手動操作 ( ) 輸出 / 輸入 ( / ) 輸出 ( )
, 信號名稱 / 狀態 ( / )
图
5.3.2
手動操作- 輸 入 / 輸 出
(
手动操作- 输入
/
输出
)
画面
序列輸出 / 輸入 ( / ) SY-MC 輸出 / 輸入 (SY-MC / )
裝置號碼 ( )
输出信号时
HIGH
解除输出信号时
LOW
[ 輸入 / 輸出 ( 输入 / 输出 ) 画面说明 ]
16 LED
HIGH ON LOW OFF
: HIGH ON
: LOW OFF
LOW/HIGH 2 HIGH ON LOW OFF
操作篇
5. 手动操作
SI-F130AI
5-31
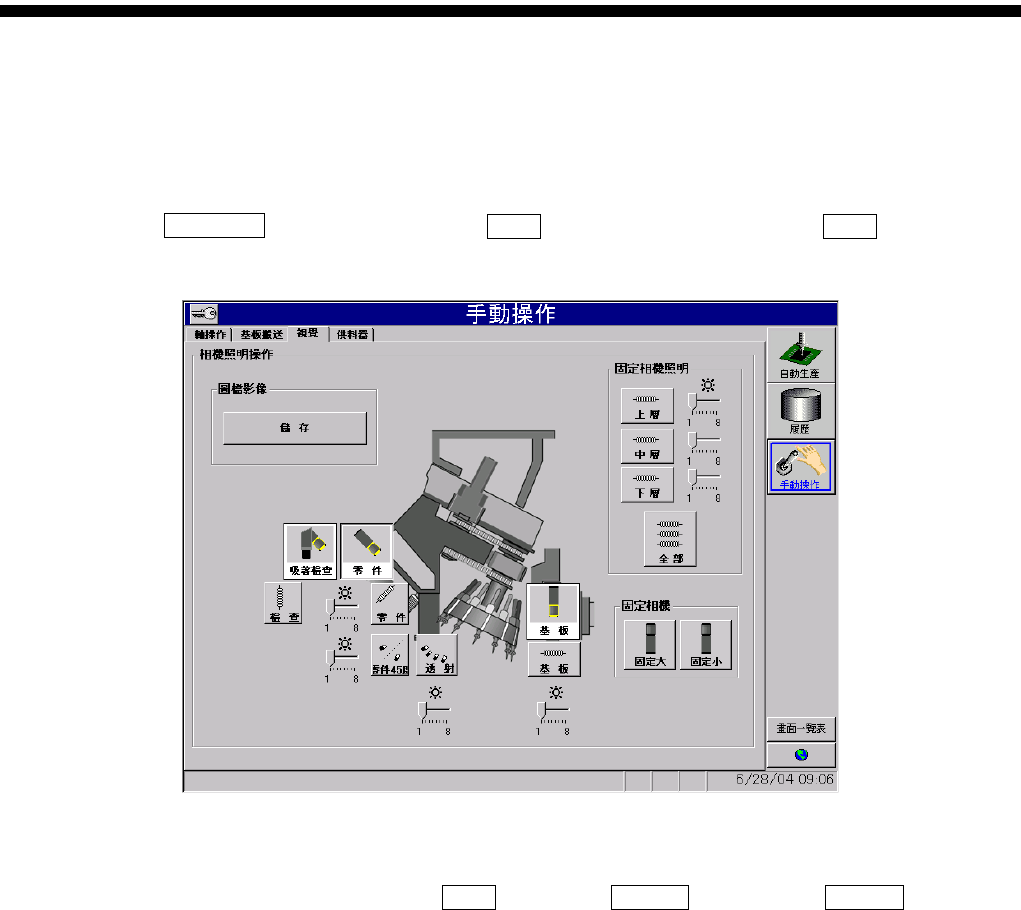
5.4 视觉操作
SI-F130AI
SI-F130AI
/ /
·用基板相机认识一定厚度的零件坐标时,根据相机照明和零件电极等光的反射情况,画面上坐
标值和实际值的间有时会存在误差。
注意 :
操作篇
5. 手动操作
5-32
SI-F130AI
5.4.1 相机操作
[ 概要 ]
[ 操作顺序 ]
手動操作 ( ) 視覺 ( ) 視覺 ( )
图
5.4.1
手動操作- 視覺
(
手动操作- 视觉
)
书面
零件 ( ) 固定大 ( ) 固定小 ( )