TM1998_儅僔儞娫懸婡婡擻.pdf - 第4页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソフト開発グループ MD OC- SOFT50038-001 4/12 ○ マ シン マシ ン マシ ン マシ ン 間待機機能 間待機機能 間待機機能 間待機機能 の の の の 有効 有効 有効 有効 / / / /無 効表 示 無効表 示 無効表 示 無効表 示に に に に 関 関 関 関 して して して して …
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
3/12
4
44
4.
..
. 基本仕様
基本仕様基本仕様
基本仕様
○ 生産枚数
生産枚数生産枚数
生産枚数カウント
カウントカウント
カウントについて
についてについて
について
生産完了した基板の枚数は、従来通り、出口位置に到着した時点で加算されます。
本機能を使用した場合は、基板は出口位置で停止せず、下流機に搬送するので、出口センサー
に到達した時点で加算されます。
○ 履歴
履歴履歴
履歴に
にに
に関
関関
関して
してして
して
基板が上流機と下流機の間に存在する場合 (乗り継ぎ状態)、その基板は下流機の基板として
扱われます。 そのため、乗り継ぎ状態から実装位置までの搬送時間は、下流機の搬送時間とし
て計測されます。
上流機の搬送時間は、従来通り、出口位置に到着するまでの時間が表示されます。
○ 搬送
搬送搬送
搬送エラー
エラーエラー
エラーからの
からのからの
からの復旧方法
復旧方法復旧方法
復旧方法に
にに
に関
関関
関して
してして
して
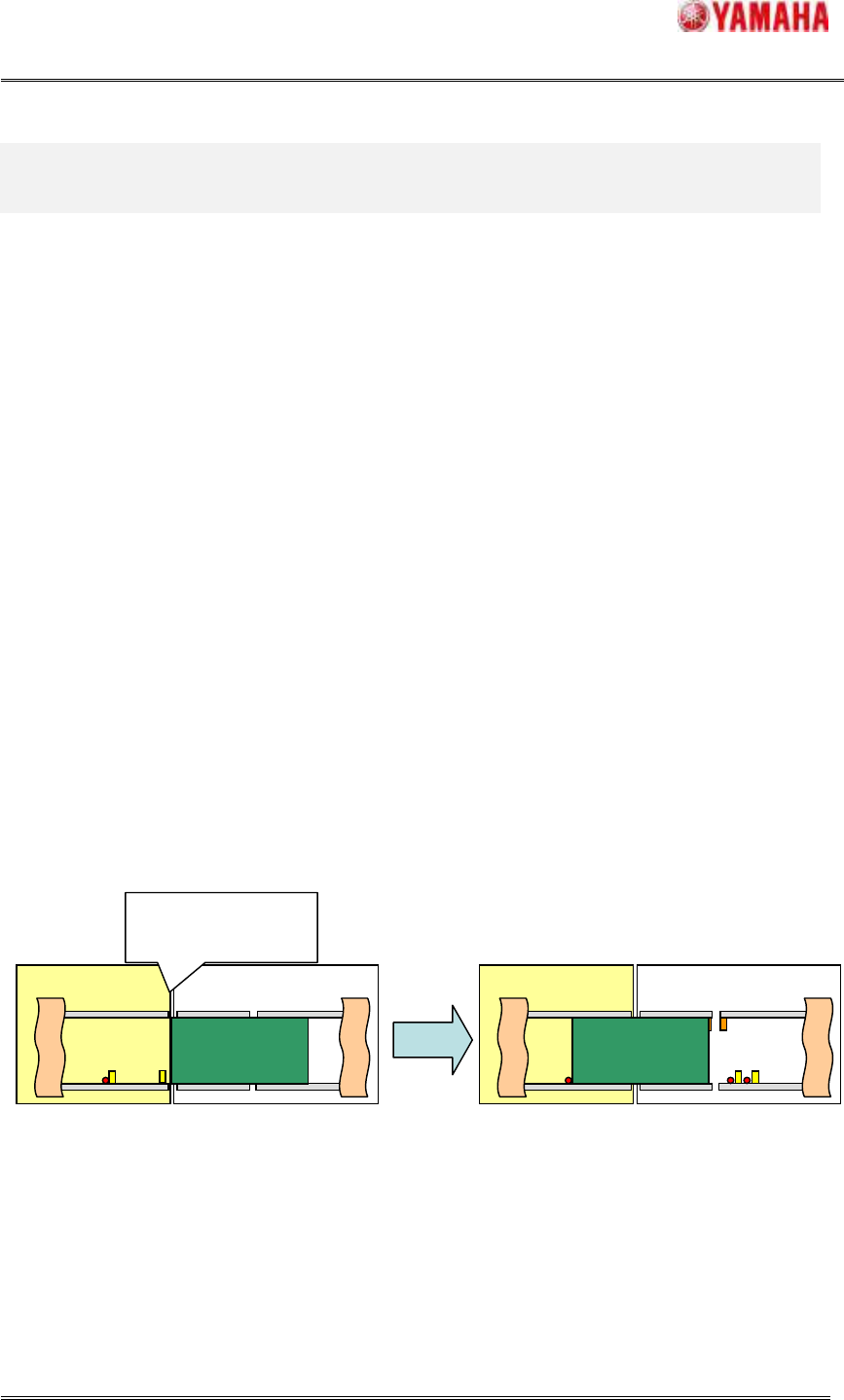
搬送エラーが発生した場合は、エラーメッセージの指示に従い、搬送先まで基板を移動させ、自
動運転を再開してください。 マシン間の乗り継ぎ部で基板が引っかかった場合は、「Ea7337:搬
送エラー」 が発生しますので、下流機の待機位置まで基板を進めて自動運転を再開してください
(図 4.1 参照)。
その他の搬送エラーに関しては、「6.エラーメッセージと対策」 を参照してください。
図
図図
図 4.1
4.14.1
4.1 搬送
搬送搬送
搬送エラー
エラーエラー
エラー発生後
発生後発生後
発生後の
のの
の復旧方法
復旧方法復旧方法
復旧方法
本機
上流機
本機
上流機
乗り 継 ぎ部で 引 っ か
か り 、 搬 送 エ ラ ー
Ea7337 が発生
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
4/12
○ マシン
マシンマシン
マシン間待機機能
間待機機能間待機機能
間待機機能の
のの
の有効
有効有効
有効/
//
/無効表示
無効表示無効表示
無効表示に
にに
に関
関関
関して
してして
して
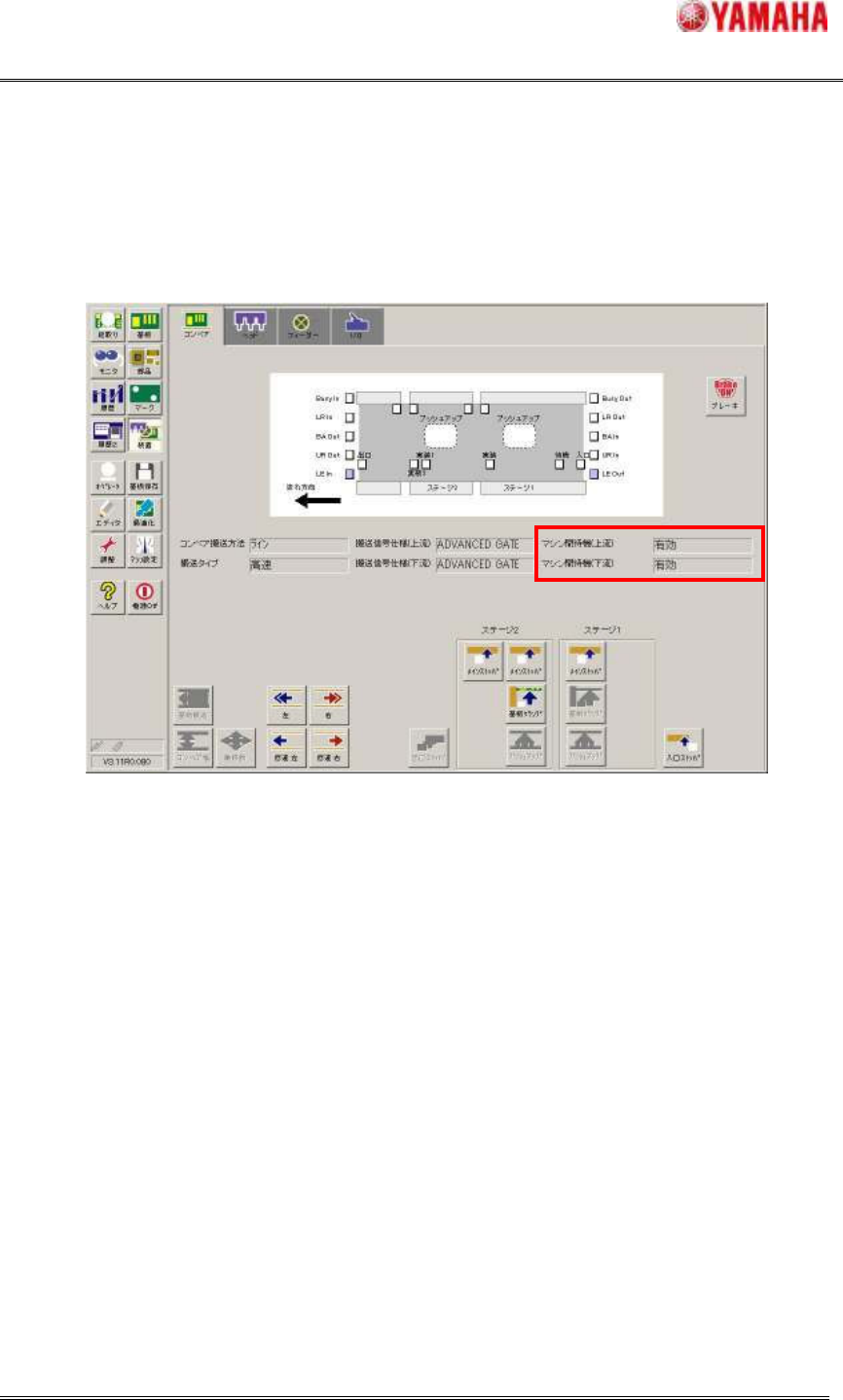
現在の生産基板における、マシン間待機機能の有効/無効状態は、[装置] – [コンベア]画面に、
表示されます(図 4.2 参照)。
*V3.11STDR1.000 以降のバージョンで表示されます。
図
図図
図 4.
4.4.
4.2
22
2
[
[[
[装置
装置装置
装置]
]]
]–
––
–[
[[
[コンベア
コンベアコンベア
コンベア]
]]
]画面
画面画面
画面
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
5/12
5
55
5.
..
. 設定
設定設定
設定
5
55
5.1.
.1..1.
.1. 設定方法
設定方法設定方法
設定方法
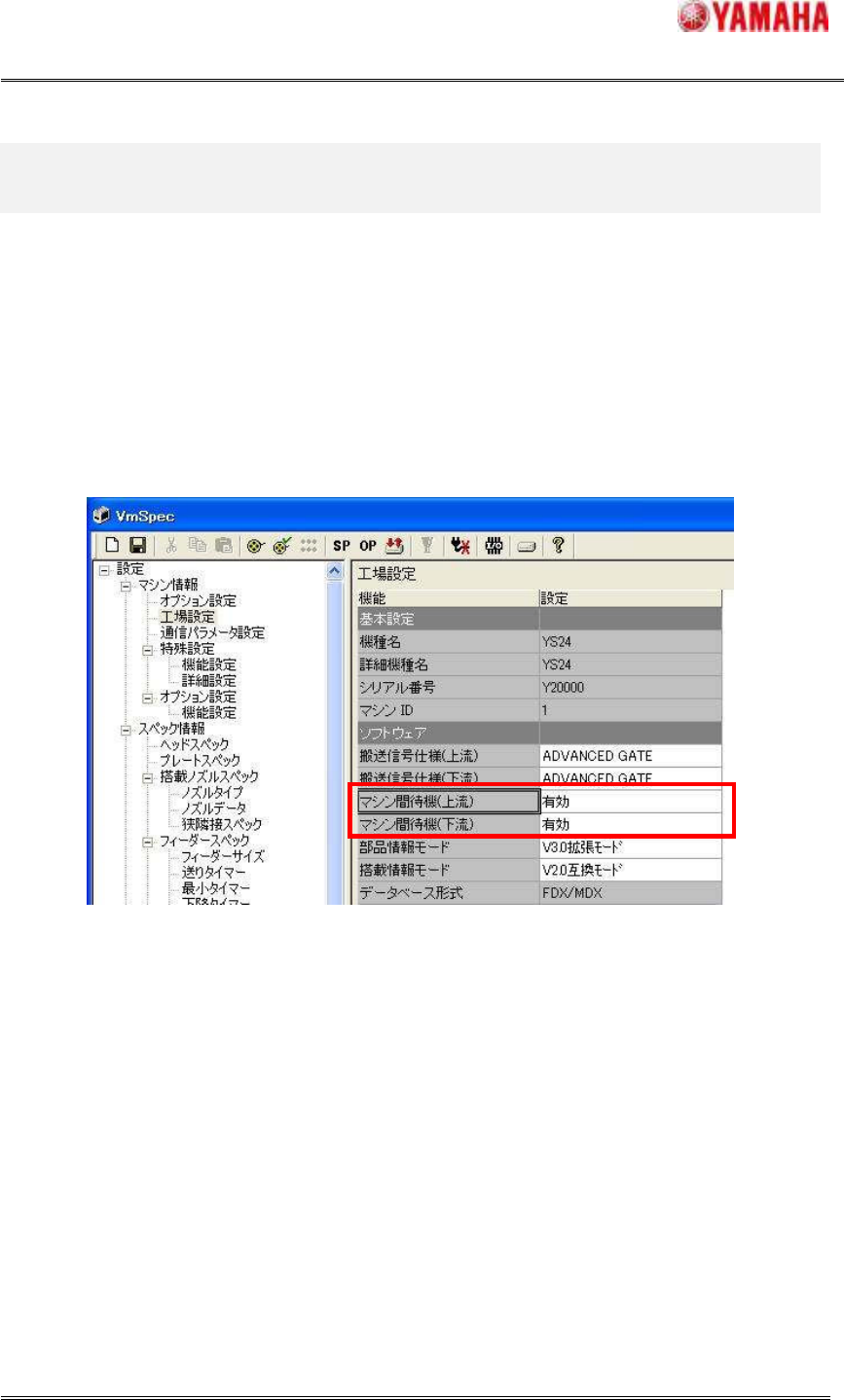
本バージョンから [マシン情報]–[工場設定]–[ソフトウェア] に以下の項目が追加されています(図
5.1 赤枠)。本機能を使用しない場合は下記赤枠項目を 「無効」 に設定してください。
● 「マシン間待機(上流)」
● 「マシン間待機(下流側)」
図
図図
図 5
55
5.1[
.1[.1[
.1[工場設定
工場設定工場設定
工場設定]
]]
]画面
画面画面
画面
上流側、下流側で個別に設定可能となっておりますので、必要に応じ「有効/無効」に設定してくださ
い。工場出荷時は「無効」となっています。