TM1998_儅僔儞娫懸婡婡擻.pdf - 第9页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソフト開発グループ MD OC- SOFT50038-001 9/12 図 図 図 図 7.2 7.2 7.2 7.2 マシ ン マシン マシン マシン 間 待機設 定画面 間待 機設定 画面 間待 機設定 画面 間待 機設定 画面 [マシン間待機設定 ] 画面 で、以下の手順で 設定を行って ください。(図 7.…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
8/12
7
77
7.
..
. 附録
附録附録
附録
7
77
7.1.
.1..1.
.1. 自動設定
自動設定自動設定
自動設定
(注) 本項目は、据え付け時のライン構成を変えない限り、変更する必要はありません。
ライン構成を変更する場合、もしくは上・下流側の機種を変更する場合は、以下の設定が必要です。
ただし、上流機・本機・下流機の何れかに、コンベア部のメカ的変更をしている場合は、「7.2.手動設
定」 を参照し、必要な項目を手動設定してください。
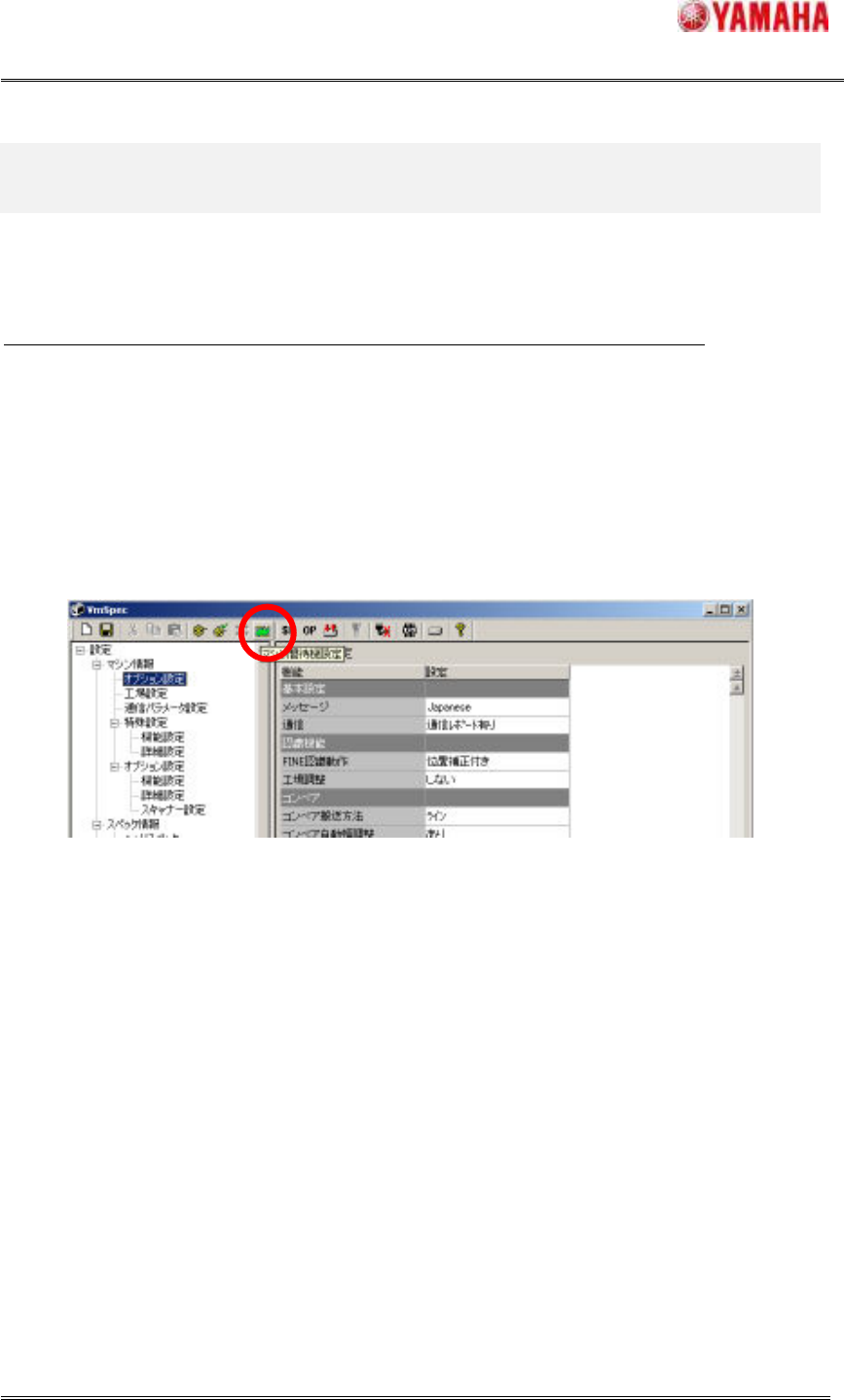
[マシン設定]–[ツールバー]-[マシン間待機設定] ボタンを押してください(図 7.1 赤丸)。
押すと、[マシン間待機設定] 画面が開きます。
図
図図
図 7.1
7.17.1
7.1 マシン
マシンマシン
マシン設定画面
設定画面設定画面
設定画面
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
9/12
図
図図
図 7.2
7.27.2
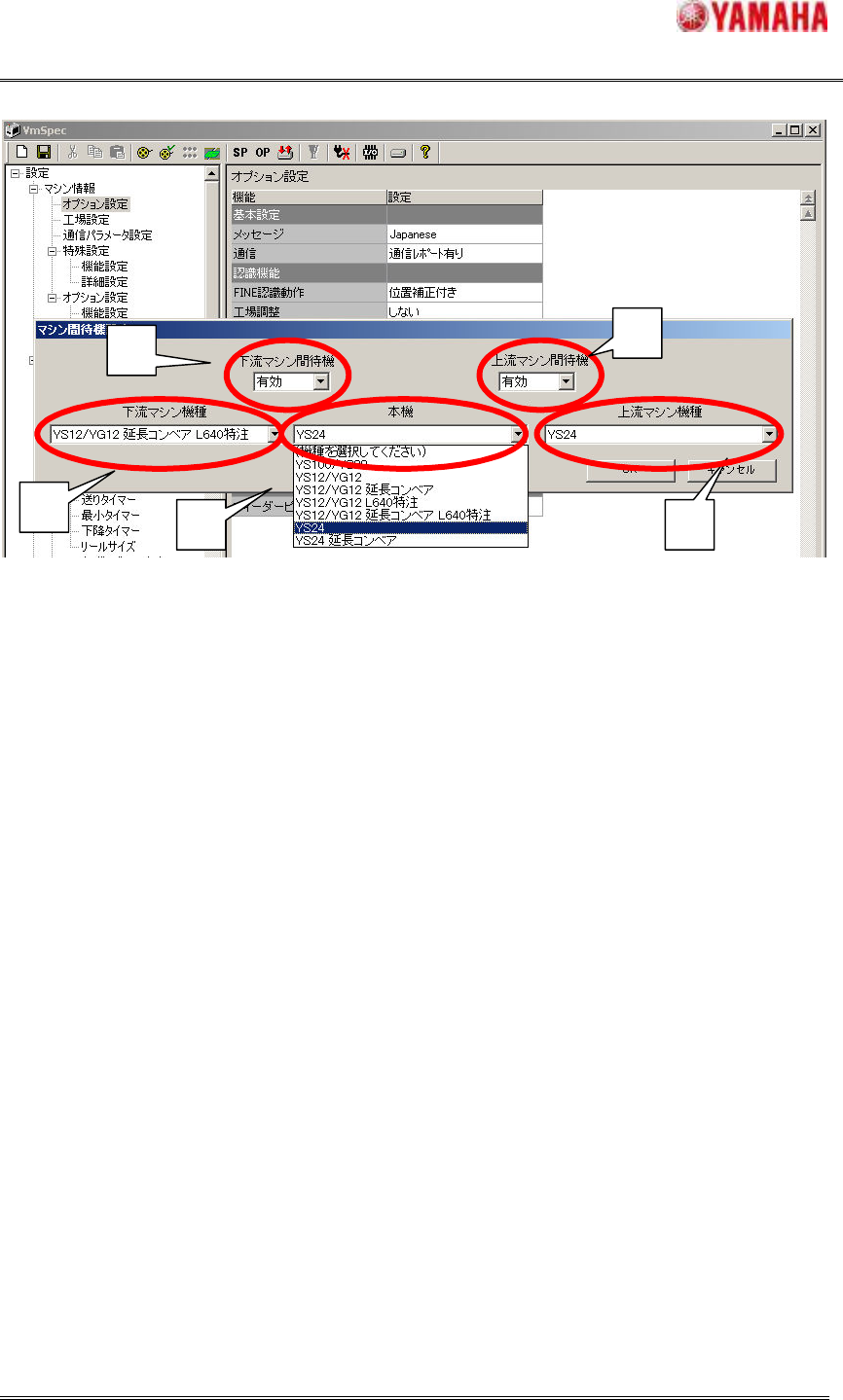
7.2 マシン
マシンマシン
マシン間待機設定画面
間待機設定画面間待機設定画面
間待機設定画面
[マシン間待機設定] 画面で、以下の手順で設定を行ってください。(図 7.2)
①[下流マシン間待機] および [上流マシン間待機] コンボボックスを 「有効」 に設定
[マシン情報]-[工場設定]-[ソフトウェア] の以下の項目が設定されます。
1) 「マシン間待機(上流)/(下流)」が「有効」に設定
2) 「搬送信号仕様(上流)/(下流)」が「ADVANCEDGATE」に設定
②[下流マシン機種]、[本機]、[上流マシン機種]コンボボックスを設定
下流側・本機・上流側の機種をコンボボックスの一覧から選択してください。「マシンデータ」「機
械座標」「位置座標」の[マシン間待機]の以下の値が変更されます。
1) 「上流側最大基板サイズ X」
2) 「下流側最小基板サイズ X」
3) 「下流側最大基板サイズ X」
対象の機種が一覧に無い場合には、[下流マシン間待機]または[上流マシン間待機]の項目を
「無効」に設定してください。
①
①
②
② ②
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
10/12
7.2.
7.2.7.2.
7.2. 手動設定
手動設定手動設定
手動設定
(注) 本項目は、据え付け時のライン構成を変えない限り、変更する必要はありません。
ライン構成を変更する場合、もしくは上・下流側の機種を変更する場合は、以下の設定が必要です。
上流機・本機・下流機の何れかに、コンベア部のメカ的変更をしている場合に手動設定が必要になり
ます。メカ的な変更が無い場合は「7.1.自動設定」で自動設定を行うことが出来ます。
●
●●
●工場設定
工場設定工場設定
工場設定
機能を使用する場合は、「マシン間待機(上流)」及び、「マシン間待機(下流)」の項目を「有効」に設
定してください(「5.1.設定方法」を参照ください)。
なお、マシン間待機機能を有効にするには「搬送信号仕様(上流)/(下流)」を「ADVANCED GATE」に
設定する必要がありますので、合わせて設定してください。
●
●●
●機械座標
機械座標機械座標
機械座標
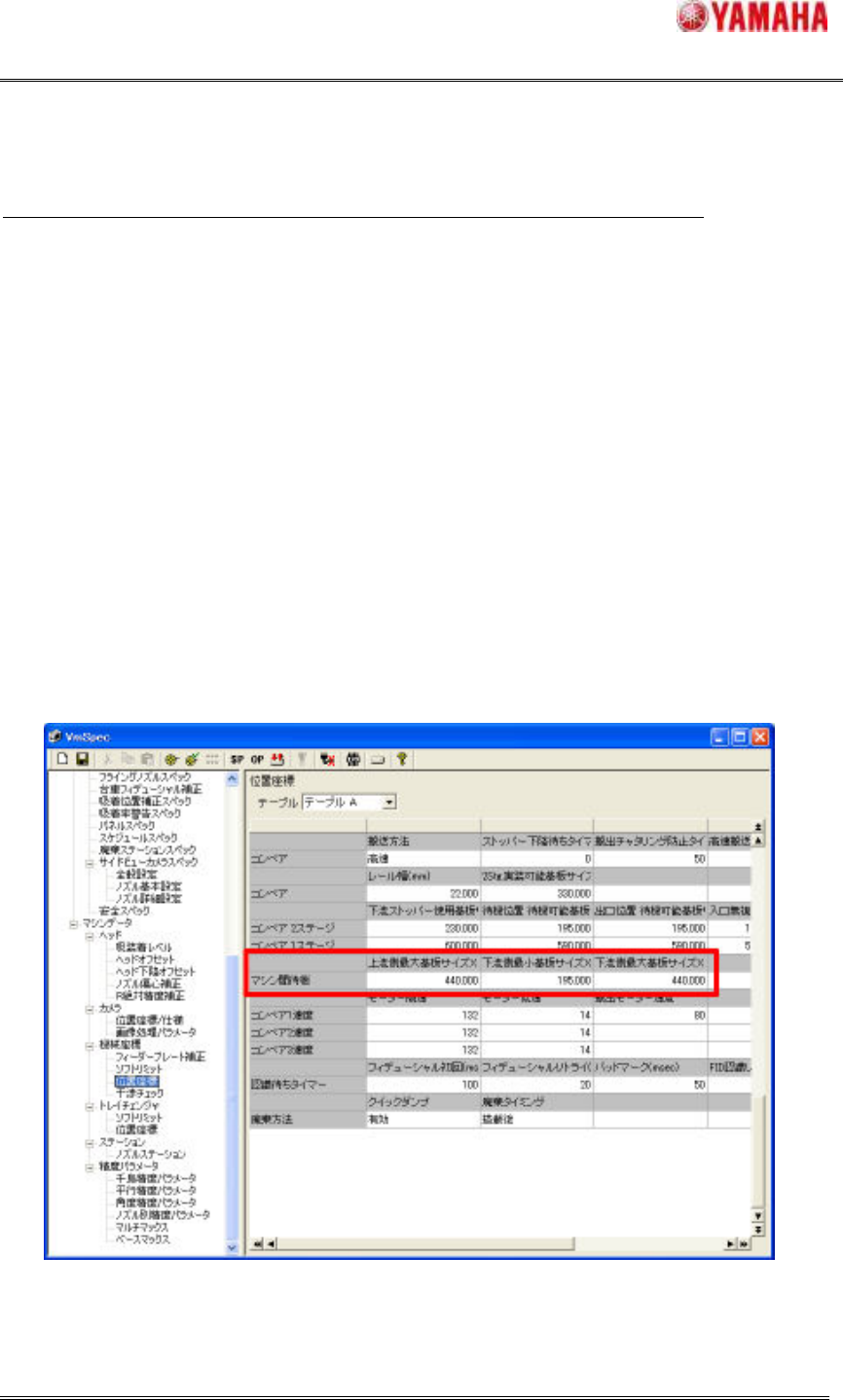
本バージョンから[マシンデータ]-[機械座標]-[位置座標]に「マシン間待機」の項目が追加されていま
す(図 7.3 赤枠)。機能に必要なコンベア寸法に関する設定を行うことが出来ます。
図
図図
図 7.3[
7.3[7.3[
7.3[位置座標
位置座標位置座標
位置座標]
]]
]画面
画面画面
画面