TM1998_儅僔儞娫懸婡婡擻.pdf - 第8页
ヤマハ発動機株式会社 I M 事業部 マウンター技術部 ソフト開発グループ MD OC- SOFT50038-001 8/12 7 7 7 7 . . . . 附録 附録 附録 附録 7 7 7 7 .1. .1 . .1. .1 . 自動設定 自動設定 自動設定 自動設定 (注) 本 項目は、据え付け 時のライン構成 を変えない限り 、…
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
7/12
Ea7338
Ea7338Ea7338
Ea7338
出口位置
出口位置出口位置
出口位置で
でで
で不明
不明不明
不明な
なな
な基板
基板基板
基板を
をを
を検出
検出検出
検出しました
しましたしました
しました
出口位置で不明な基板を検出しました。
不要な基板の場合は、基板を取り除き、自動
運転を再開してください。
不要な基板の場合は、基板を取り除き、運転を
再開してください。
下流機の待機位置に基板を投入して生産する
場合は、以下の手順を実行してください。
1.下流機と本機をリセットする
2.下流機と本機の非常停止ボタンを押す
3.基板を本機の出口位置から下流機の待機位
置に投入する
4.自動運転を再開する
Ea29556
Ea29556Ea29556
Ea29556
コンベアイン
コンベアインコンベアイン
コンベアインターロックエラー
ターロックエラーターロックエラー
ターロックエラー
本機の出口か下流機の入口に基板が存在す
るため、W 軸を移動することができません。
本機と下流機の非常停止ボタンを押して、また
いでいる状態の基板を取り除いてください。
下流機の電源が OFF している場合は、電源を
ON してください。
注 1
[高速搬送遅延タイマー] の値は、高速搬送時の上流側の基板搬送の開始を遅らせるためのタイマーです。
チャタリング防止タイマーやコンベアスピード等の設定値、ライン構成等により最適値が異なります。 このエラー
が発生した場合は、現在値より 30msec ずつ大きな値を設定し、適切に動作することを確認してください。
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
8/12
7
77
7.
..
. 附録
附録附録
附録
7
77
7.1.
.1..1.
.1. 自動設定
自動設定自動設定
自動設定
(注) 本項目は、据え付け時のライン構成を変えない限り、変更する必要はありません。
ライン構成を変更する場合、もしくは上・下流側の機種を変更する場合は、以下の設定が必要です。
ただし、上流機・本機・下流機の何れかに、コンベア部のメカ的変更をしている場合は、「7.2.手動設
定」 を参照し、必要な項目を手動設定してください。
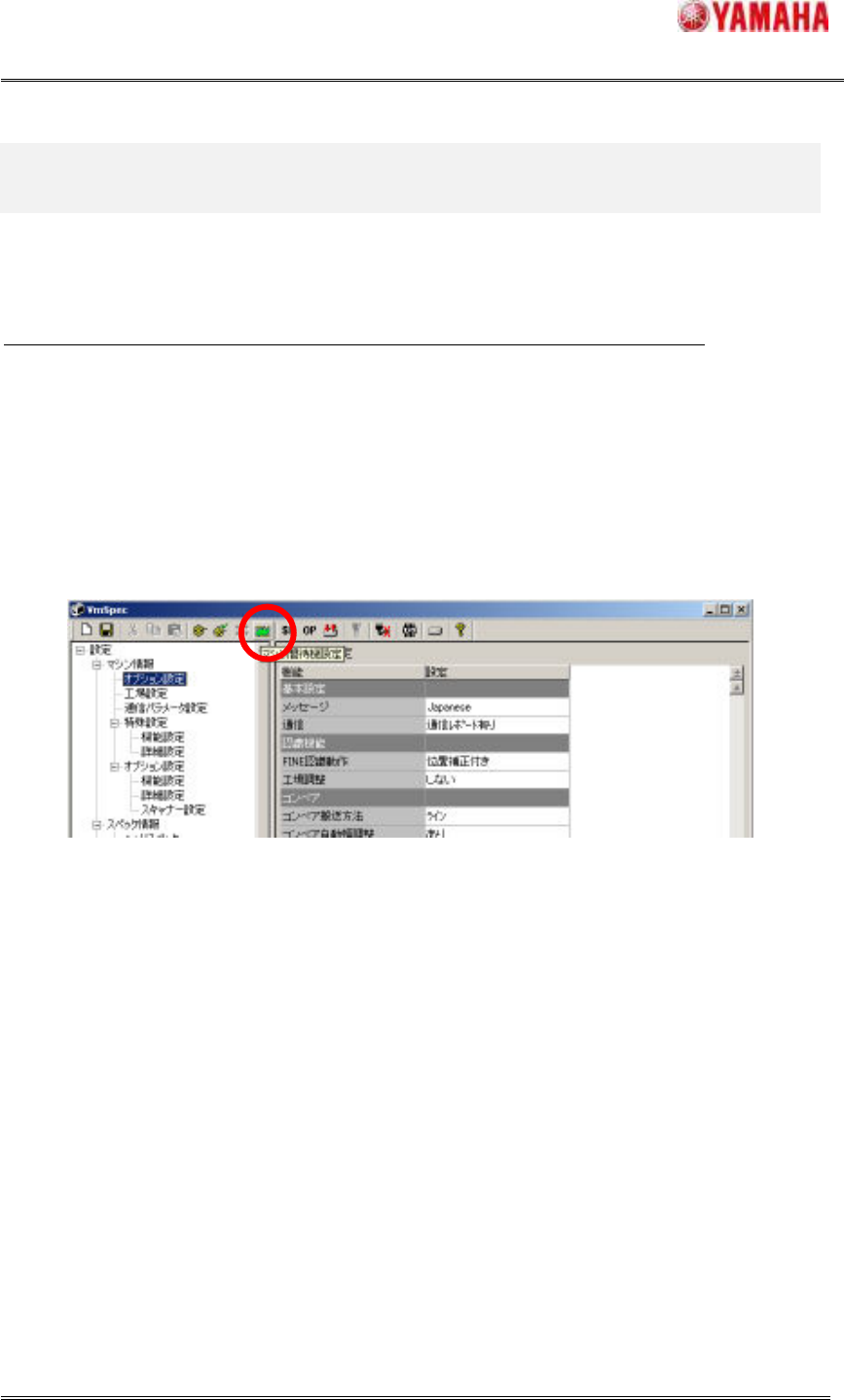
[マシン設定]–[ツールバー]-[マシン間待機設定] ボタンを押してください(図 7.1 赤丸)。
押すと、[マシン間待機設定] 画面が開きます。
図
図図
図 7.1
7.17.1
7.1 マシン
マシンマシン
マシン設定画面
設定画面設定画面
設定画面
ヤマハ発動機株式会社 IM 事業部
マウンター技術部 ソフト開発グループ
MDOC-SOFT50038-001
9/12
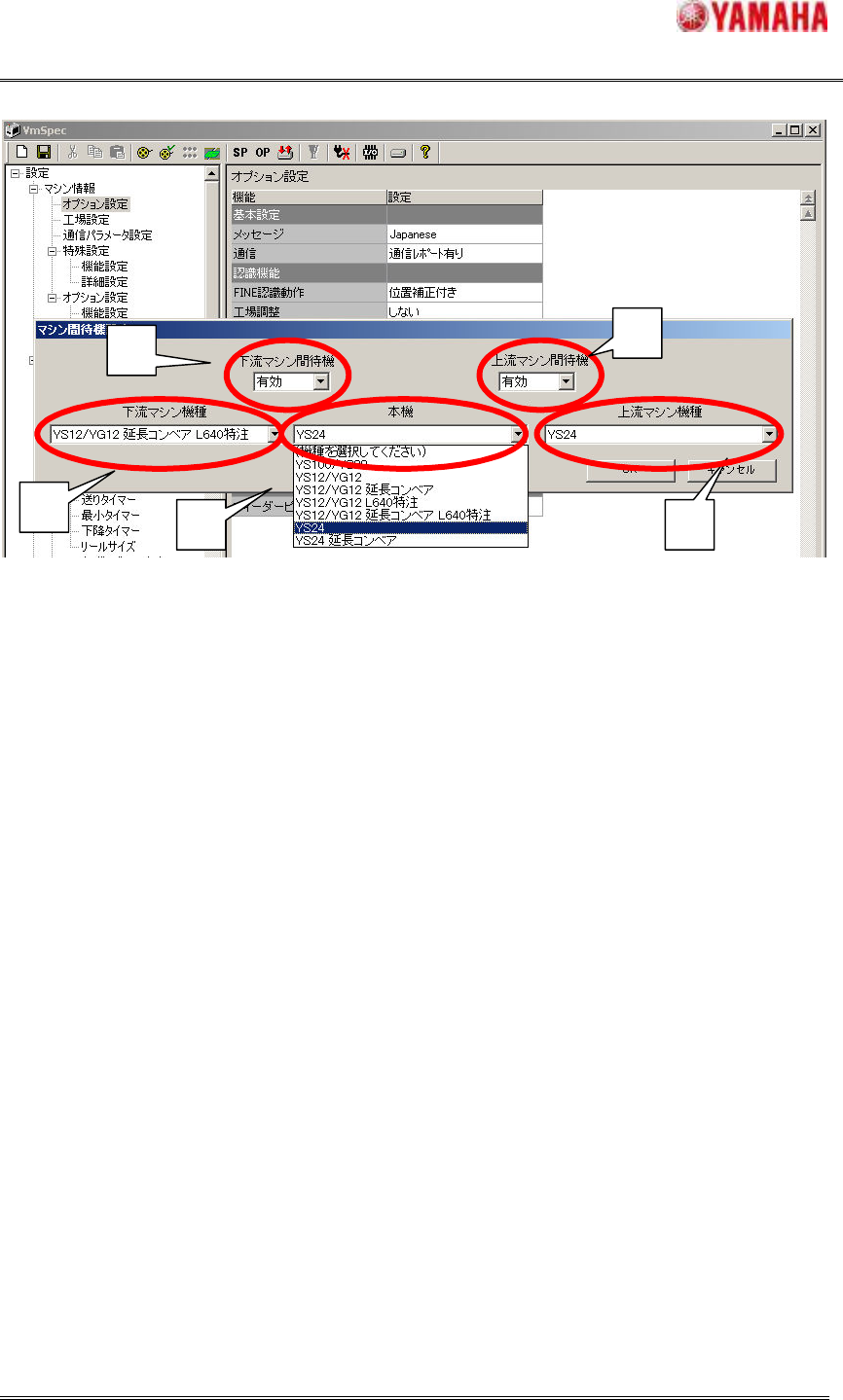
図
図図
図 7.2
7.27.2
7.2 マシン
マシンマシン
マシン間待機設定画面
間待機設定画面間待機設定画面
間待機設定画面
[マシン間待機設定] 画面で、以下の手順で設定を行ってください。(図 7.2)
①[下流マシン間待機] および [上流マシン間待機] コンボボックスを 「有効」 に設定
[マシン情報]-[工場設定]-[ソフトウェア] の以下の項目が設定されます。
1) 「マシン間待機(上流)/(下流)」が「有効」に設定
2) 「搬送信号仕様(上流)/(下流)」が「ADVANCEDGATE」に設定
②[下流マシン機種]、[本機]、[上流マシン機種]コンボボックスを設定
下流側・本機・上流側の機種をコンボボックスの一覧から選択してください。「マシンデータ」「機
械座標」「位置座標」の[マシン間待機]の以下の値が変更されます。
1) 「上流側最大基板サイズ X」
2) 「下流側最小基板サイズ X」
3) 「下流側最大基板サイズ X」
対象の機種が一覧に無い場合には、[下流マシン間待機]または[上流マシン間待機]の項目を
「無効」に設定してください。
①
①
②
② ②