00197543-01_SM_JTF-S_ JTF-M_en.pdf - 第74页
Service Works Troubleshooting SIPLACE JTF-S 2.8 .5 Troubleshooting Charts SIPLA CE JTF-S 74 Service Manual SIPLACE JEDEC Tray Feeder One pneumatic function is slow or sluggish. The mechanism may be blocked or jammed. ► C…
Service Works
2.8.5 Troubleshooting Charts SIPLACE JTF-S Troubleshooting SIPLACE JTF-S
Service Manual SIPLACE JEDEC Tray Feeder 73
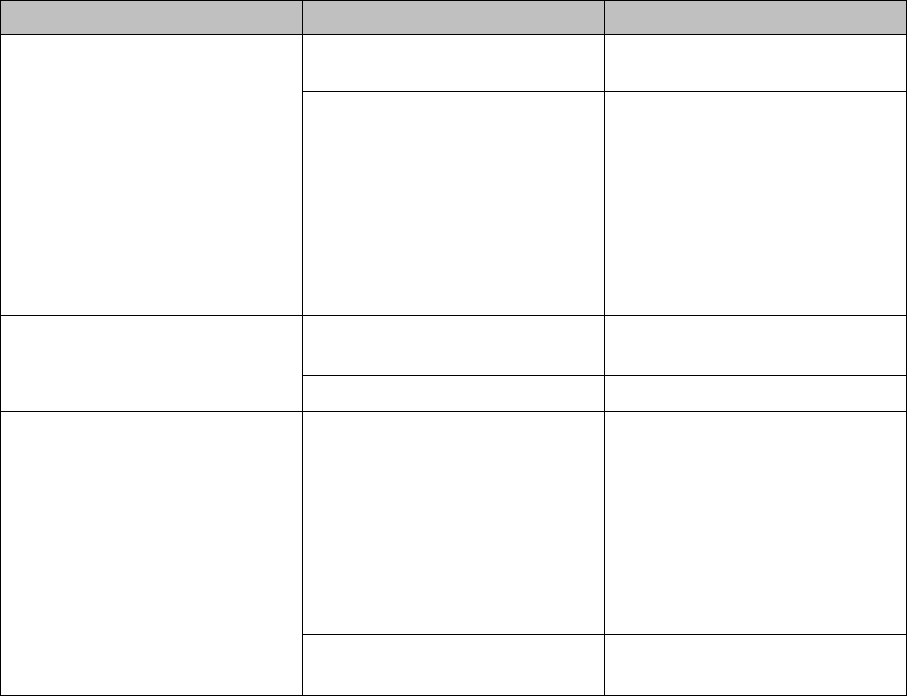
The feeder powers up, but does
not operate.
The Stop button on the feeder
may have been hit.
► Press the Reset button.
The host machine may not be
supplying enough compressed
air.
► Be sure that the air feed line
is connected to the assembly
machine.
► Be sure that the air supply on
the assembly machine is on.
► Be sure the assembly ma-
chine is supplying about 60
psi or 5 bar.
One of the user interface LEDs
remains on.
The interface cable may be bad. ► Check the signals through
the cable.
The motherboard may be bad. ► Replace the motherboard.
All of the pneumatic functions
seem slow or sluggish.
The host machine may not be
supplying enough compressed
air.
► Be sure the host machine is
supplying about 60 psi or 5
bar.
► Be sure that the air feed line
is not pinched.
► Check for variations in air
supply from the host ma-
chine.
The main air regulator on the
feeder may be set up incorrectly.
► Set this to provide 60 psi or 5
bar.
Problem Possible Cause Solution
Service Works
Troubleshooting SIPLACE JTF-S 2.8.5 Troubleshooting Charts SIPLACE JTF-S
74 Service Manual SIPLACE JEDEC Tray Feeder
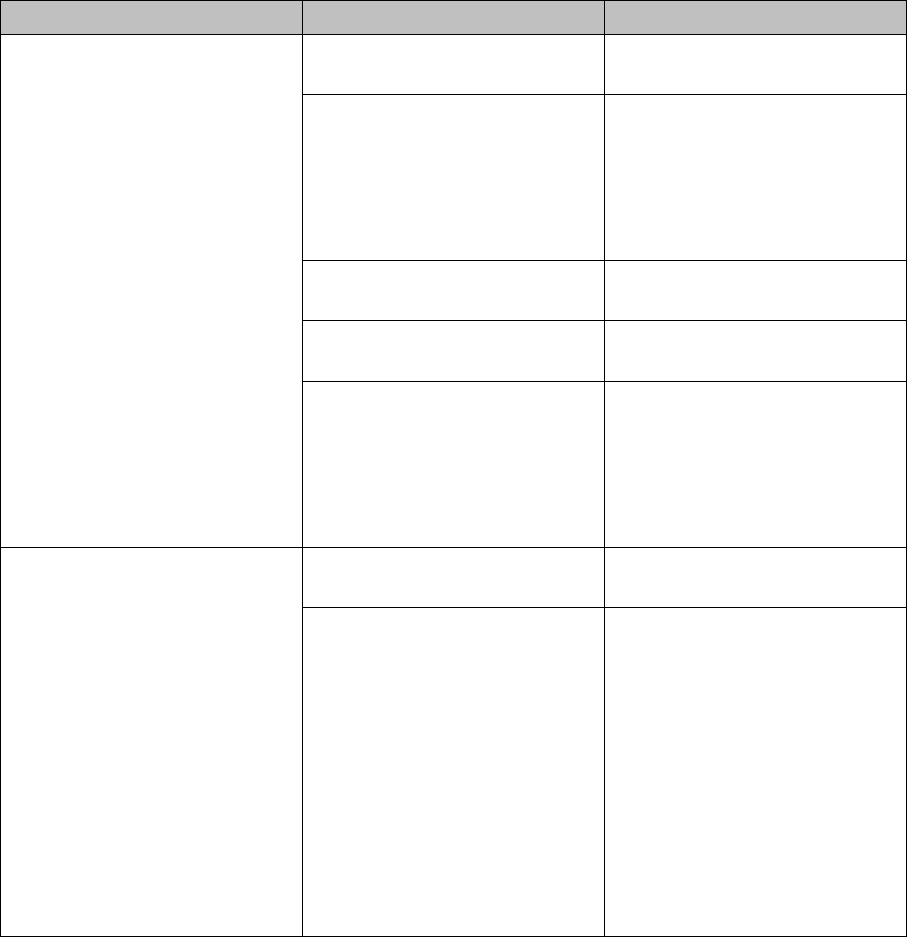
One pneumatic function is slow
or sluggish.
The mechanism may be blocked
or jammed.
► Check for a mechanical prob-
lem.
The flow control(s) for that func-
tion may need adjustment.
► Lift cylinder – see "2.5.7 Lift
Cylinder Flow Control Adjust-
ments (SIPLACE JTF-S)"
[ ➙ 46].
► Tray clamp – see "2.5.3 Tray
Clamp Adjustments" [ ➙ 40].
The valve block for that function
may be bad.
► Check and replace if neces-
sary.
The cylinder for that function may
be bad.
► Check and replace if neces-
sary.
The air pressure from the host
machine may be too high.
► Be sure the host machine is
supplying about 60 psi or 5
bar.
► Check for variations in air
supply from the host ma-
chine.
All of the pneumatic functions
seem too fast.
The main air regulator on the
feeder may be set up incorrectly.
► Readjust this to provide 60
psi or 4.2 bar.
The flow control(s) for that func-
tion may need adjustment.
► Lift cylinder – see "2.5.7 Lift
Cylinder Flow Control Adjust-
ments (SIPLACE JTF-S)"
[ ➙ 46].
► Tray clamp – "2.5.3 Tray
Clamp Adjustments" [ ➙ 40].
► Feed pusher – "2.6.3 Feed
Pusher Pneumatic Adjust-
ment" [ ➙ 55].
► Return pusher – "2.5.6 Re-
turn Pusher Pneumatic Ad-
justment" [ ➙ 44].
Problem Possible Cause Solution
Service Works
2.8.5 Troubleshooting Charts SIPLACE JTF-S Troubleshooting SIPLACE JTF-S
Service Manual SIPLACE JEDEC Tray Feeder 75
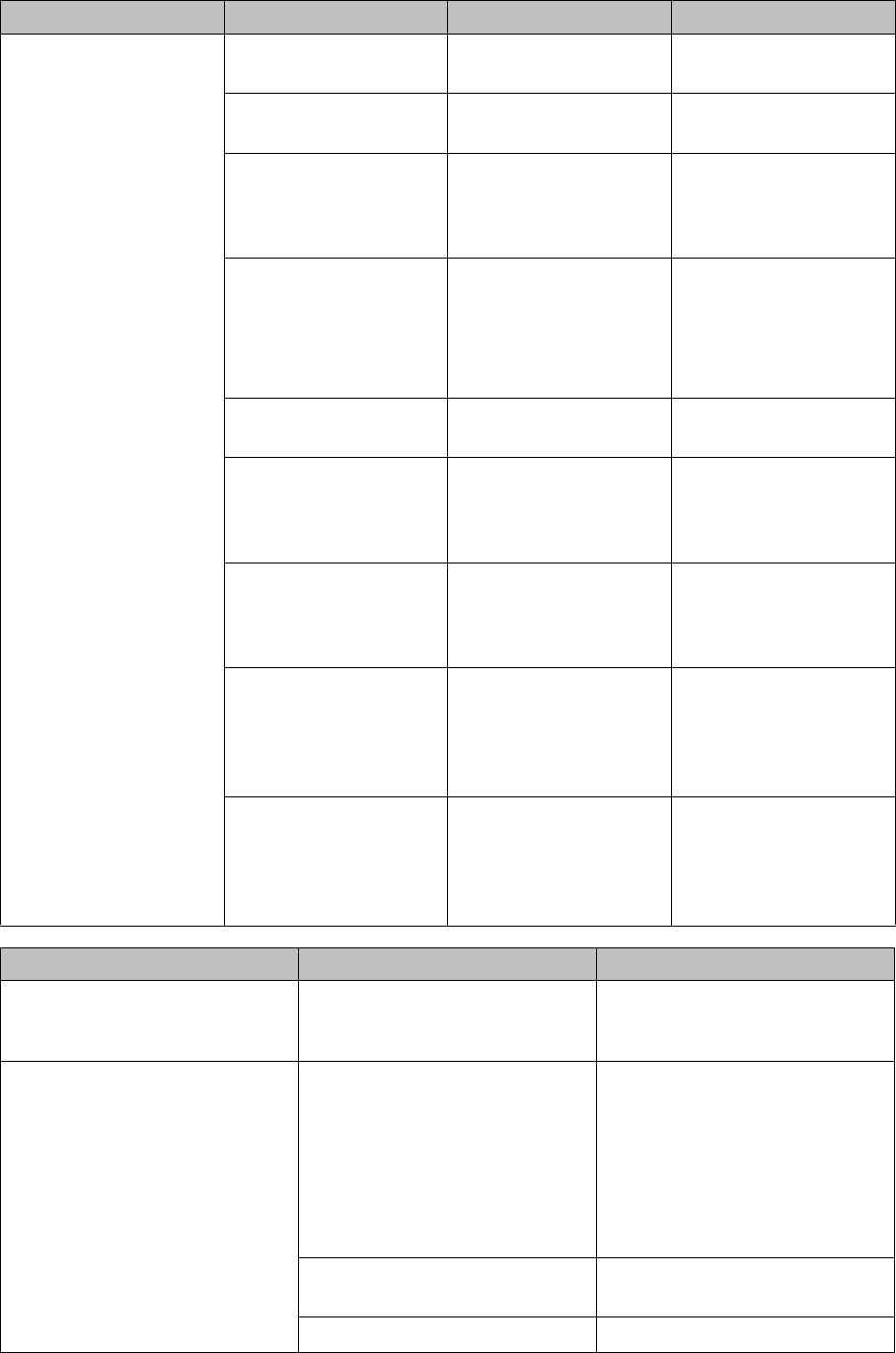
2.8.5.2
2.8.5.2 Logic and Communication Problems
Logic and Communication Problems
Problem Failure Symptom Cause Solution
Error on feeder (blinking
orange LED), error sig-
nal sent to host machine
STOP_ERROR Stop button pushed. ► Press Reset button
to continue.
FAILED_TO_RECLAMP Stop button stuck or
faulty.
► Check U1-7 status
and switch.
TRAY_IN_MAGAZINE Re-Clamp of the tray in
the Ready position failed
during initialization or re-
set.
► Press Reset to con-
tinue.
LIFT NOT DOWN Tray exchange initiated
with tray partially in
magazine.
► Remove tray from
“tray in magazine”
sensor.
► Press Reset to con-
tinue.
ELEV_NOT_IN_POSITI
ON
The tray elevator did not
go down all of the way.
► See “Elevator will
Not Go Down.”
TRAY_NOT_CLEAR The tray returning from
the pick position did not
clear the “return slow-
down” sensor
► .See “Conveyor and
Sensor Problems–
Return Cycle.”
TRAY_NOT_IN The tray returning from
the pick position did not
reach the “stop at stack”
sensor.
► See “Conveyor and
Sensor Problems –
Return Cycle.”
TRAY_NOT_FED The tray being conveyed
to the pick position did
not reach the “forward
slow-down” sensor be-
fore timeout.
► See “Elevator and
Tray Exchange
Problems.”
TRAY_NOT_AT_END The tray being conveyed
to the pick position did
not reach the “stop at
end” sensor before time-
out.
► See “Conveyor and
Sensor Problems –
Outgoing Cycle.
Problem Possible Cause Solution
Error on feeder (blinking orange
LED), error signal sent to host
machine.
The cable to the host machine
may not be connected.
► Check the cable.
There may be a bad connection
in the cable or connector.
► Feeder using Simple or Inter-
mediate mode – Check
brown wire (Output 2).
► Feeder using Advanced
mode – Check grey wire
(Output 5).
► Replace the cable.
The DIP switches not set to sink
or source correctly.
► See the table in Sect. 6.2 and
check the DIP switches.
The motherboard may be bad. ► Replace the motherboard.