JUKI_2050说明书_.pdf - 第47页
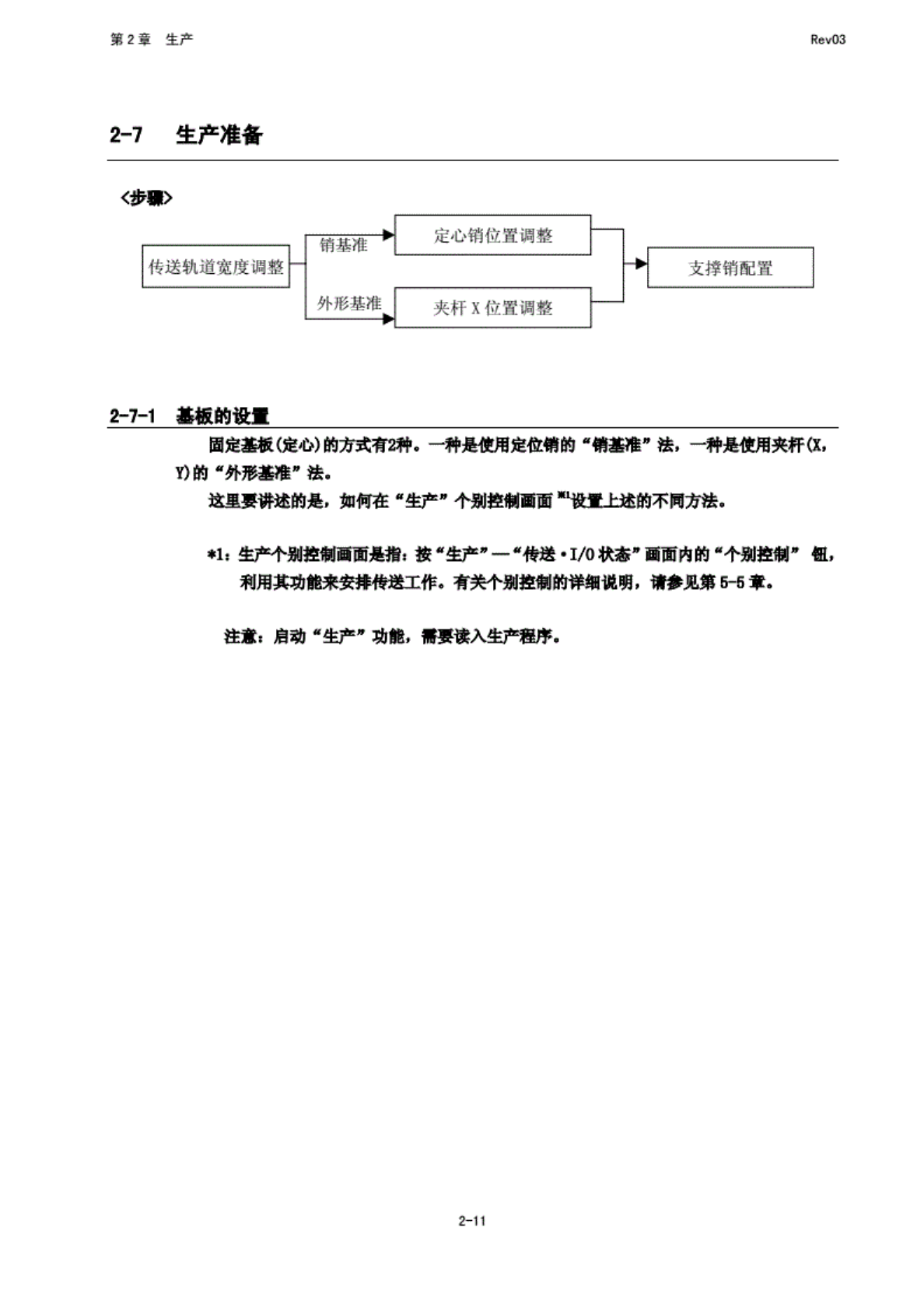
第 2 章 生产 Rev03 2-7 生 产准鲁 步酬 2-7T 基板 的设置 固是基 板使 心) 的方 式育弱 丸 一种是 使用定 位销的 "销 基准 此 法, 一 种是使 用夹杆 (L 9 的 0 弗形 基准* 法. 这里 要洪述 的是, 如何在 "生 产" 个别 控制画 面班雎 置上述 的不同 方法. *h 生产个 别控 制画 面是揄 按* 生产 ”一* 传送 *1/0 状态 "画 面内的 …
第
2
章
生产
Rev03
a-6-7
aa
打印机
设
置打印
机后,
可从
KE-2050/6O
主机上
直接打
印出程
序等各
种信息
资科.
打印机
的设置
r
按照册
ndes
打
印机物
设置方
法进行
操作.
2-6-8
打印
可
以打印
出生产
程序、
生
产管理
信息、
设备运
行情况
书面资
料厂一
除打
印外,
迈可输
出文本
文件.
输出
到打印
机时,
律都见
「壮
T
打印机
设置」
进行
必要的
设置.
2-6~9
控解数
据管理
请参见
附件
使用
说明书
QHWM.
2-10
第
2
章
生产
Rev03
2-7
生
产准鲁
步酬
2-7T
基板
的设置
固是基
板使
心)
的方
式育弱
丸
一种是
使用定
位销的
"销
基准
此
法,
一
种是使
用夹杆
(L
9
的
0
弗形
基准*
法.
这里
要洪述
的是,
如何在
"生
产"
个别
控制画
面班雎
置上述
的不同
方法.
*h
生产个
别控
制画
面是揄
按*
生产
”一*
传送
*1/0
状态
"画
面内的
”个别
控制"
钮,
利用其
功能来
转传送
工作,
有关个
别控制
的详细
说明,
请
参见第
5-6
章,
注意,
启动
"生产
.
功能,
需要读
入生产
程序.
2-11
第
2
章
生产
Rev03
2-7-1T
传送部
的构成
1
.
当为
"
销
基准"
时
1)
基板
被拨
入,
色传感
等①检
浦出基
板后,
传
送电动
机⑦将
3
瞄驱劫
轴⑧,
通过
传送带
开始传
送.
同时,
停止
挡带⑨
将变为
施.
2)
当基板
到达停
止挡情
被停止
传感器
测出,
初
台面
上升.
此时,
基板被
安装在
支撑台
面上
的定心
情、
支撑
销
质定.
3)
固定后
,下
一触
板同样
被送进
,在
特机
传感器
量等候
.
4)
生
产完成
后解除
固定,
开始
提出.
6)
最初
的基板
在通过
C
事
出传
感器④
时,
停止挡
销窗再
次变为
CK,
下一
块基板
则被
固定.
2
当为
外
形基)
ft"
时
握入动
作与精
基雅时
相同,
在固
定时,
由停止
谢腾、
夹杆
X)(X
方
面)、
夹杆如
q
方
商)、
支
挪相
固定.
撮出动
作与销
基准时
相同。
ffl
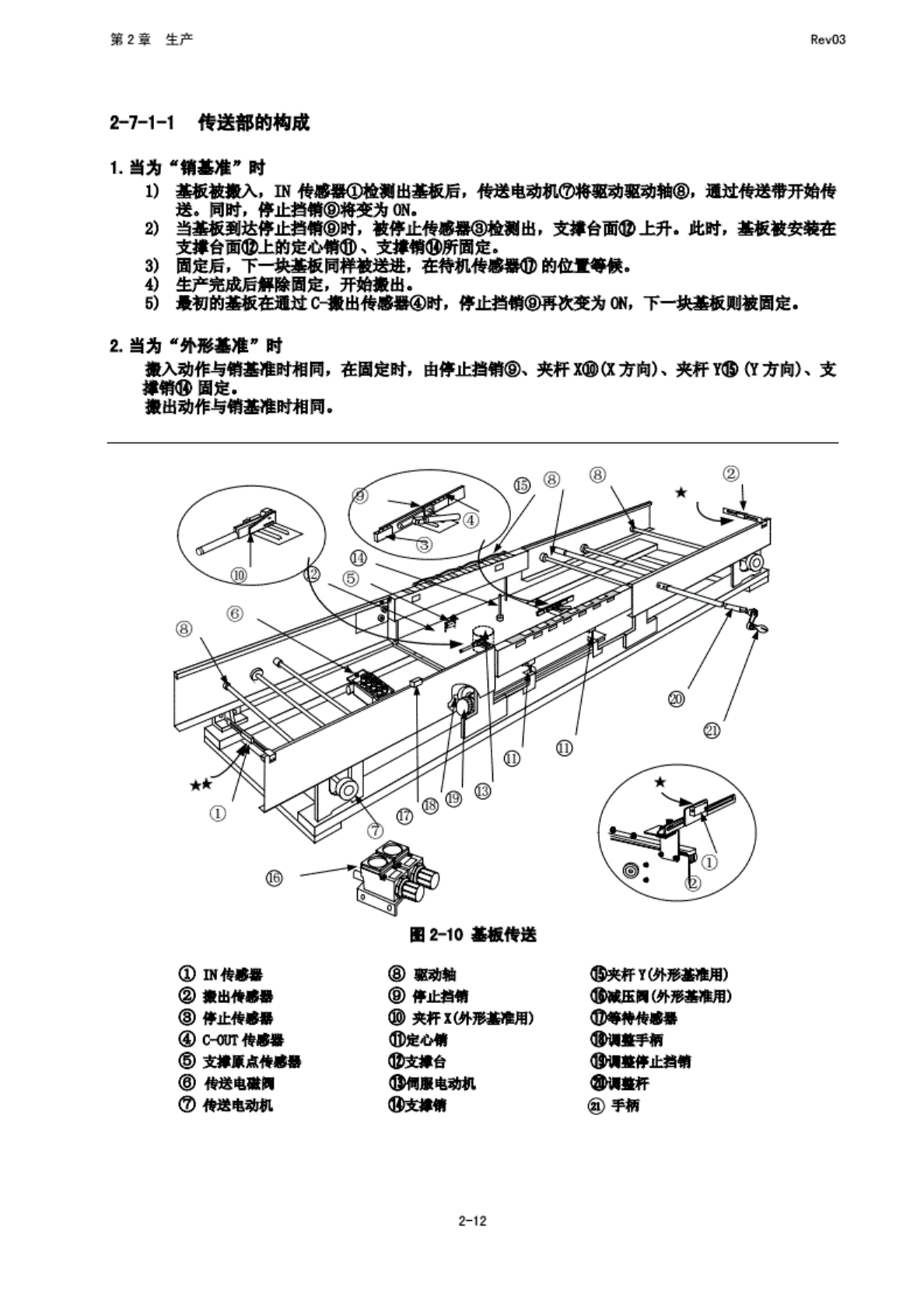
2-10
基
版传送
IH
推端暑
驱邮
。陕杆
Y
确粉
摊剧
裁出传
®
停
止指情
曲健压
81
研强基
准用)
®
停
5
序》
夹杆
X
加建
准用)
迪
神
的
C^W#»
时定
心情
支海原
点卷3
旭邦台
弹
ill
就停
止挡情
椅送
电磁期
星板
b
机
梅送电
动机
%*
精
氧手柄
2-12