JUKI_2050说明书_.pdf - 第85页
第 2 章 生产 Rev03 2-11 生产 肘的各 种处理 HIT 元 件用基 当从 带式送 料署、 杆式 送料端 吸取元 件时, 如果发 生童试 超次, 或 当元相 席余数 0时, 需 要进 好以下 的元件 用尽处 理. 请 补充元 件或 解除电 tifi 次 的原因 (补 充元件 第余数 ,等) 后 再升始 生产. 2-11-1-1 元件用 尽标理 1) 信号 灯呈黄 色闪烁 (JUKT 标准 设定) 2 ) 处理 的雄续 对能 …
第
2
章
生产
Rev03
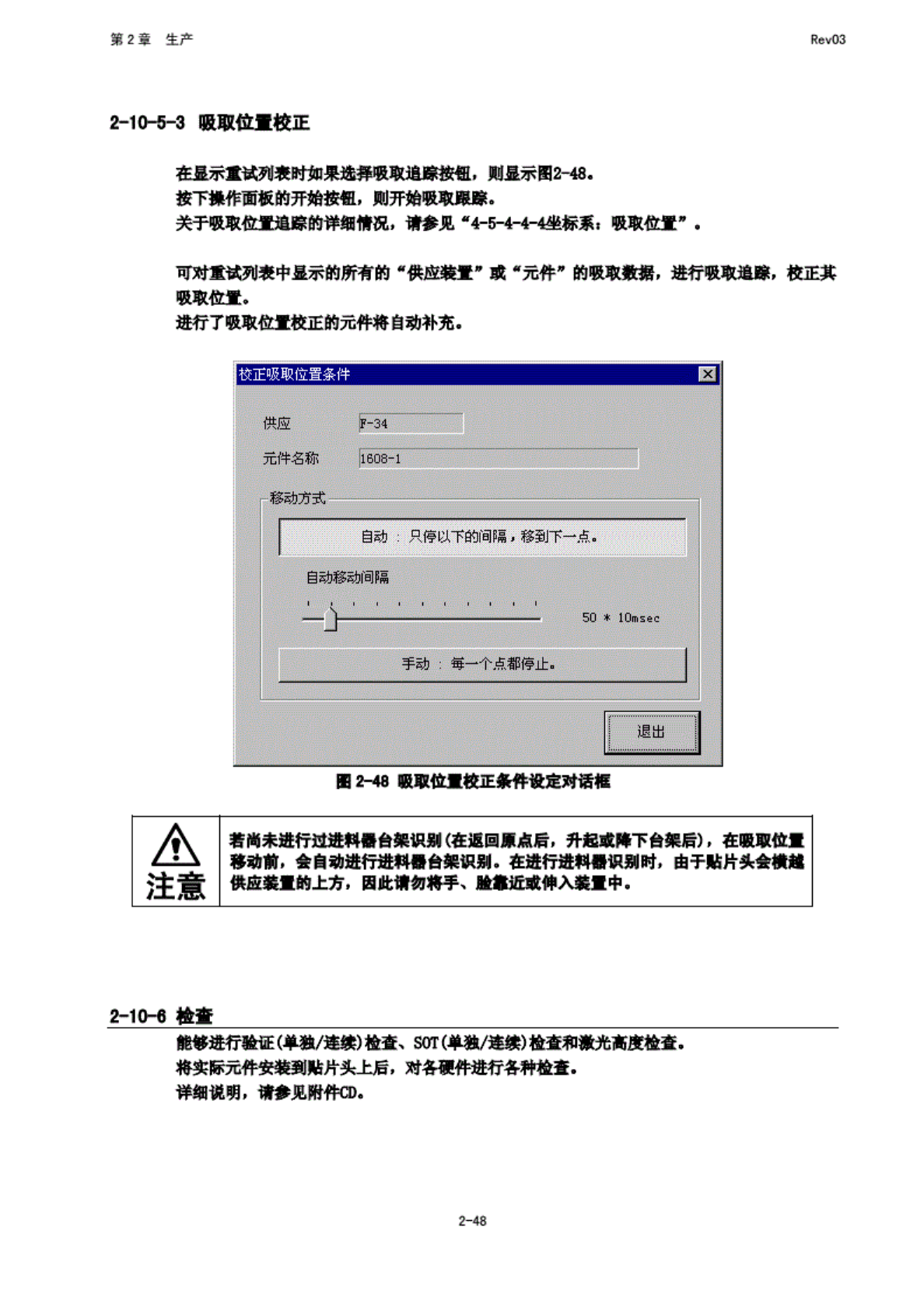
2-10-5-3
吸取位
在显
示流让
列赛时
加果选
择吸取
追原按
蛆,
则
显示图
价48.
按下操
作面板
的开始
按钮,
则开始
吸取眼
踪,
关于吸
取位置
斑踪的
详蒯情
况,
请参见
04-5-43
坐
标系,
吸取
位置*
.
可对
重送列
表中星
示的所
有的
"供
应装置
.
或
*
元件内
的吸取
数据,
逃行
吸取追
J®,
校正其
则&,
进行了
吸取位
置校正
的元件
将自动
补充.
图2
吸取闻
K
校正条
件段定
对话程
A
i~i
若梅
未进行
过进料
架识到
《在
返回原
点后
一升起
或降下
台罪后
3
在吸财
移动
前,
会自动
进行进
料格台
架识朝
B
在
进行进
料器岁
别时,
由于
贴片头
会横越
供应
装置的
上方,
因
此调到
将手、
庭
雄近或
伸入装
置中.
-6
检查
81#
进
行照证
(单油
/隽的
检查、
SOT
(单
油物
期检
查和激
光高度
检查.
将实
际元件
安装到
贴片头
上后,
就各
硬件进
行各料
检看.
详细
说明,
请参
见限件
S.
2-4fi
第
2
章
生产
Rev03
2-11
生产
肘的各
种处理
HIT
元
件用基
当从
带式送
料署、
杆式
送料端
吸取元
件时,
如果发
生童试
超次,
或
当元相
席余数
0时,
需
要进
好以下
的元件
用尽处
理.
请
补充元
件或
解除电
tifi
次
的原因
(补
充元件
第余数
,等)
后
再升始
生产.
2-11-1-1
元件用
尽标理
1)
信号
灯呈黄
色闪烁
(JUKT
标准
设定)
2
)
处理
的雄续
对能
博贴片
的其他
部分
斑行
贴片.
如果有
替代的
送料器
.则
从下
f
取贴用
防刑
&,
使用
替代送
料器.
但是,
着已
逝中操
作逸
项中的
"无
元件
供给时
暂停*
,
则显
示如图
279
的
iffi
面,
机黠
暂停.
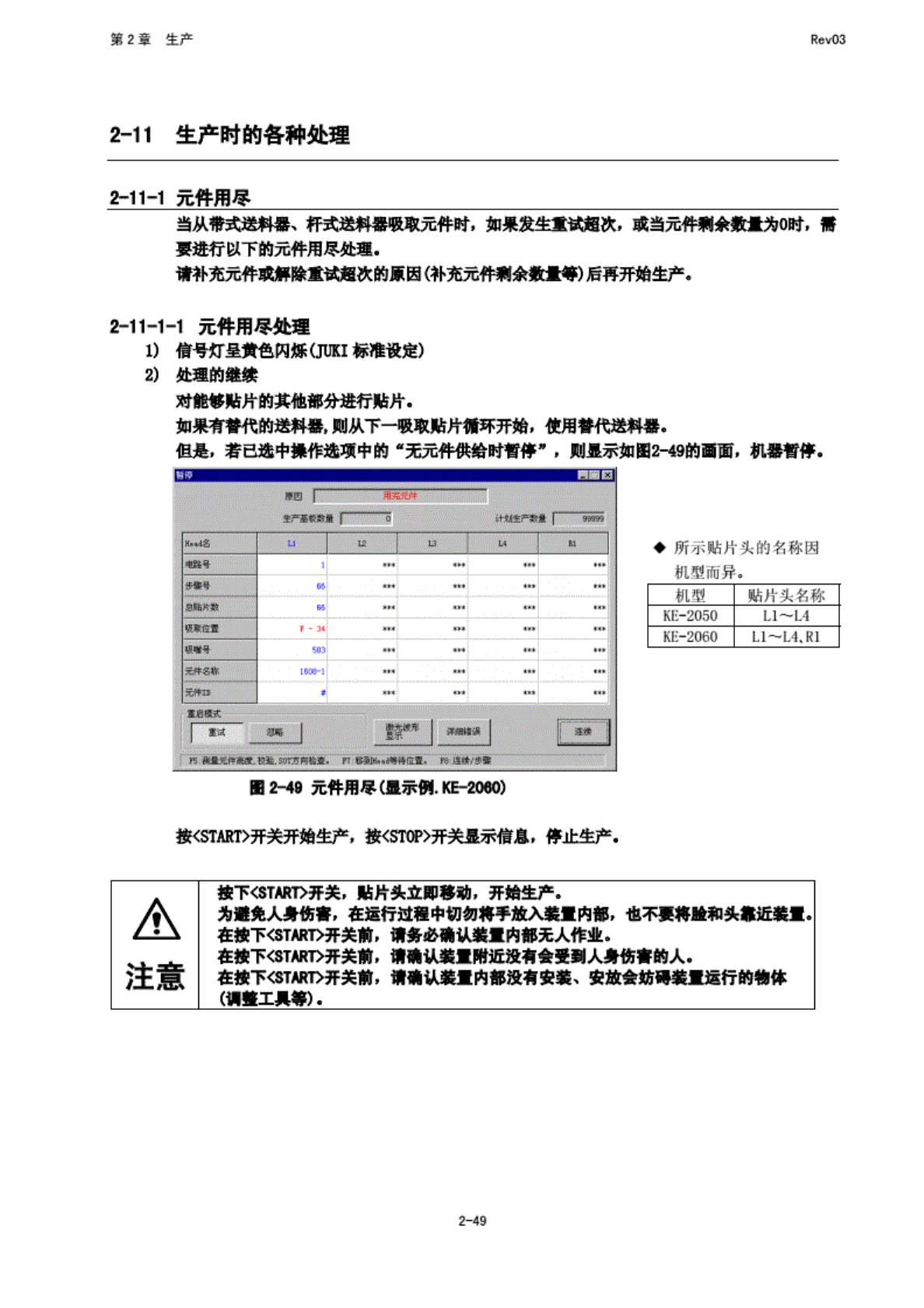
明
智49
元
件用尽
(显
示偶.
KE-2O6O)
所示贴
片头的
容称因
机型
而异.
机型
贴片又
名称
KE=2050
L1
L4
KE=2060
LI~L4
用
按⑶
ART>
开
美升始
生产,
按
<31图》
开
关显示
信息,
停止
生产.
A
注意
按下
<START>
开美,
贴片联
立即
勒动,
开
始生产
.
为愚
免人身
结害,
在运
行过程
中切细
将手版
入装
置内
部,
也
不要将
服池排
靠近禁
・.
在按下
<START>
开
关前,
请
务德瑞
认装
都无
人作业
.
在接下
<3TART>
开
关前,
请确
认姜
,带近
没
有会受
到人身
恼害
的人。
在接下
0TART>
评
美前,
荣
硝认装
・内
部没喜
安装、
安放会
妨碍装
的物体
《退整
工具等
3
2-49
第
2
章
生产
Rev03
遇
厘|
但提
|
免也苫
也
•
Utt
im&3
置助再
.范
担要叫
U
O
・海
.
5
3
)
重
新生产
模式
qW
始生产
动作的
方法有
"重
试"
和
"跳
过"
两种.
补充元
件后,
哪据需
要设定
光件数
量5见
*
(2-10-1
元件数
*设定
R
).
4}
元件教
工设定
5
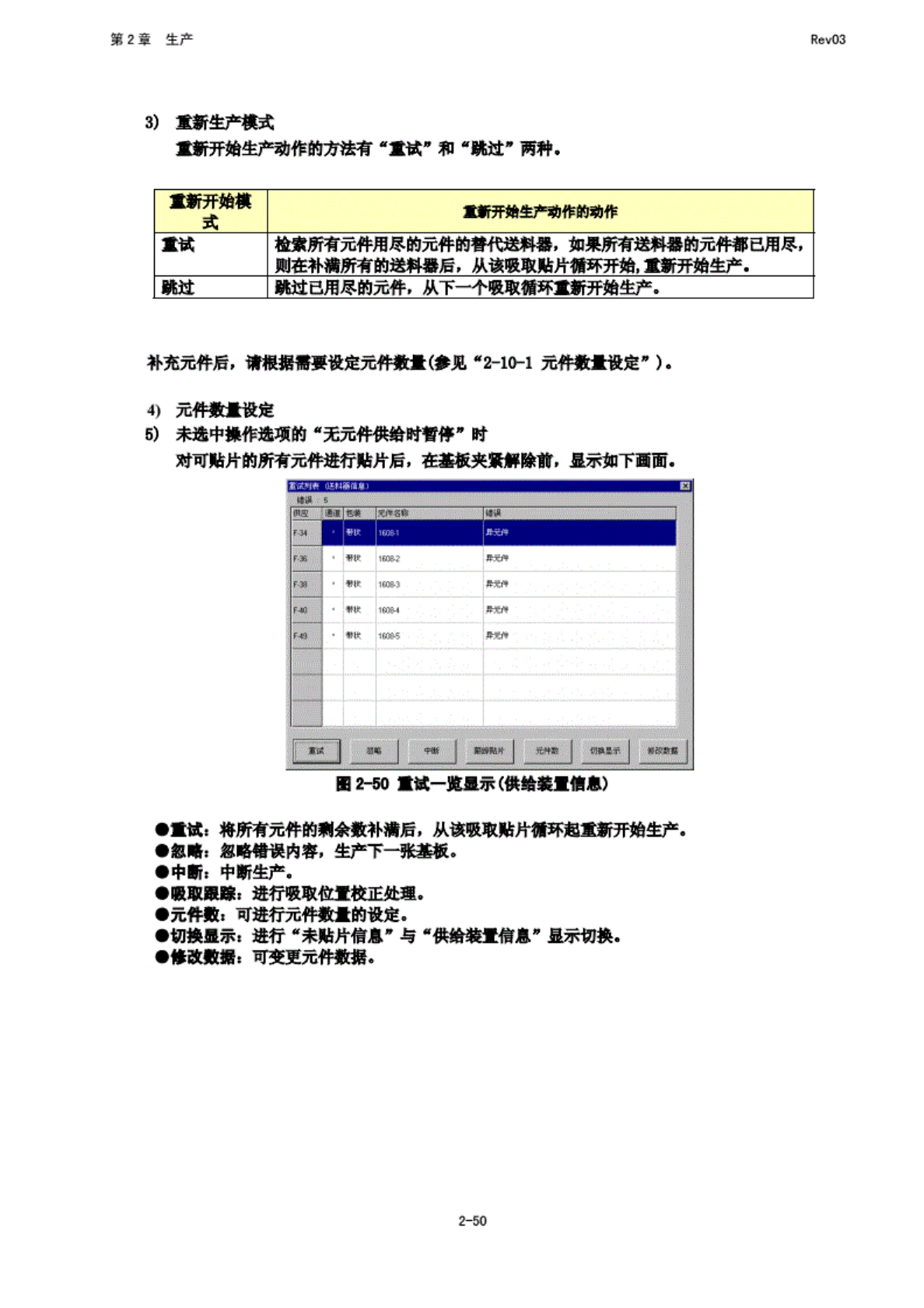
)
未选
中操作
选项的
“无
元件
供给时
暂停*
时
对可贴
片的所
有元件
进行贴
片后,
在加
缺量解
除前.
显
示如下
画面.
册2-50
*就一
览显示
(供
给装
・
・试
:
将所
有元件
的剩
余徵补
满后,
从
该吸取
贴片循
以起重
新开始
生产.
忽
**
忽
略错误
内容,
生产下
FESL
・
中
斯:
中断
生产.
,吸
取跟踪
3
进行
赢取位
・校
正处理
a
・
元件
JR,
可进行
元件数
・的设
定.
・切换
显示工
送行
"未
贴片
信息”
与
给装置
信息”
显示切
换.
・
修改
触据工
可变
更元件
数据.
重新
开始模
式
・1
阳谶
生产
动作
的动作
试
检察所
有元件
用尽的
元件的
替代送
料鎏,
如果所
有送
料器
的元件
都已
用尽,
则在补
满所有
的送料
器后,
队
读吸取
贴片循
环开始
,重
新开始
生产.
跳过已
用尽的
元件,
队下
T
吸取循
拜五新
开始
生产.
2-50