JUKI_2050说明书_.pdf - 第89页
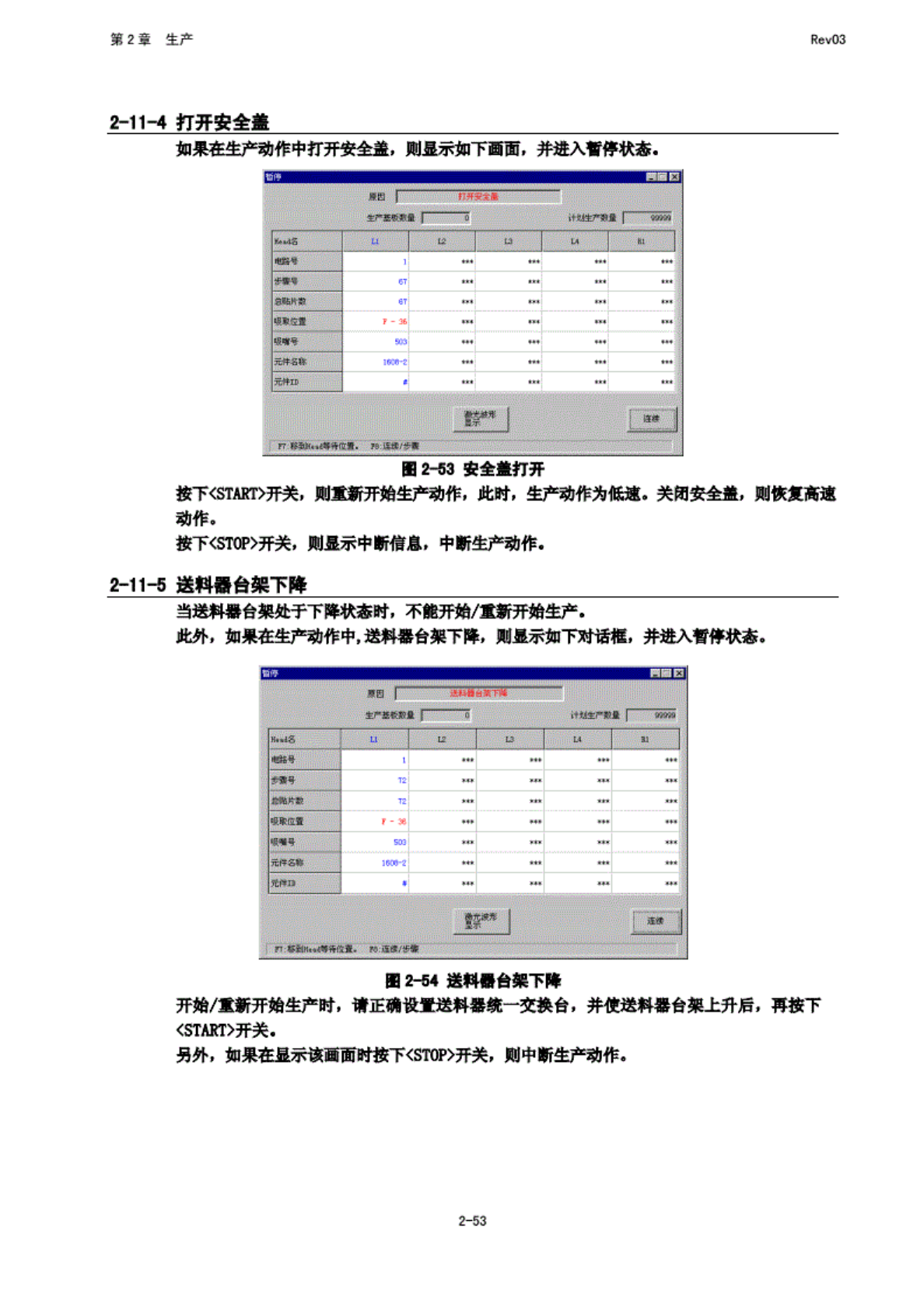
第 2 章 生产 Rev03 2-11-4 打开 安全餐 如果 在生产 动作中 打开安 全盖, 则显 示如下 画面. 并避 久暂停 状蠹. 图 M 3 安全 曾打开 按下 <STABT> 开关, 则 重新开 始生产 动作, 此时, 生产 动作为 低速. 关用安 全费, 则恢复 高速 动作. 攒下 <STOP> 开关, 则显 示中箭 信息. 中 新生产 动作. 2-11-5 送科 般台 架下降 当送 料器合 架处于 下降状 再时, 不 能…
第
2
章
生产
Rev03
Z-1
IT
发生
标记隶
别错限
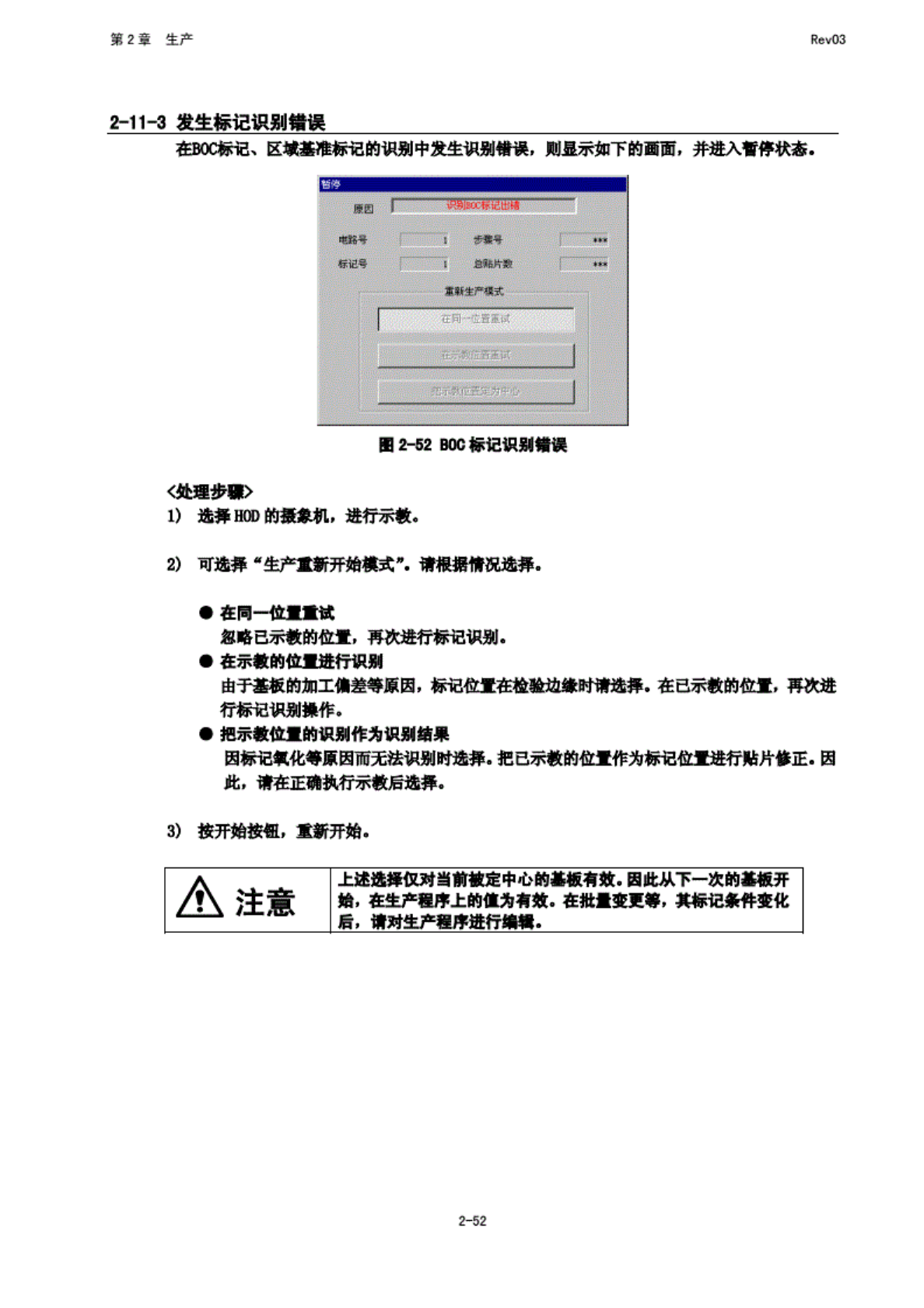
在
BOC
标记、
区域基
灌标
记的第
别中接
生很别
错误,
则显示
如下的
画面,
并进
入暂停
状鑫.
9
2-52
BOC
标记设
别错僵
发理制
1
》
1)
选算
HDD
的摄
靠机,
选
行示物
2)
可选择
"生产
富新开
始模式
.*
请根
据情况
选择.
.在同
TS・tit
忽略已
示数的
位置,
再次进
行标记
很别.
•
在示
教的位
行理理
由
于基板
的加工
偏差等
原因,
标记
位置
在检验
边领
时请
选择.
在已
示教的
位置,
再次进
•
把示
教徒
识副
作为限
期结果
因标记
搞化等
原因而
无法织
别时
选择
.
把已
示教的
位置作
为标记
位量建
行贴片
修正.
因
此,
请
在正确
执行示
教后
选择.
3
)
按开始
按钮,
重新
开始"
上
迷选择
151
对当
前被定
中心的
基板有
效.
因此
从下
一次的
基板开
始,
在生
产程序
上的值
为菊效
,
在批
・变
更等,
其标
记条件
变化
后,
请对生
产程序
进行,
2-52
第
2
章
生产
Rev03
2-11-4
打开
安全餐
如果
在生产
动作中
打开安
全盖,
则显
示如下
画面.
并避
久暂停
状蠹.
图
M
3
安全
曾打开
按下
<STABT>
开关,
则
重新开
始生产
动作,
此时,
生产
动作为
低速.
关用安
全费,
则恢复
高速
动作.
攒下
<STOP>
开关,
则显
示中箭
信息.
中
新生产
动作.
2-11-5
送科
般台
架下降
当送
料器合
架处于
下降状
再时,
不
能开始
/重新
开始
生产.
此外,
如果
在生产
动作中
,送料
播台架
下降,
期显示
如下对
话椎,
并进
入暂停
状态,
H2-54
送
料每台
架下降
开始
/重普
开始生
产时,
请正确
设置送
料器
统一交
换台,
并使
送料舞
台架上
升后,
再按下
《START》
开关.
另外,
期果
在显示
该画面
时按下
《$砸>
开美,
则中
断生产
动作.
2-53
第
2
章
生产
Rev03
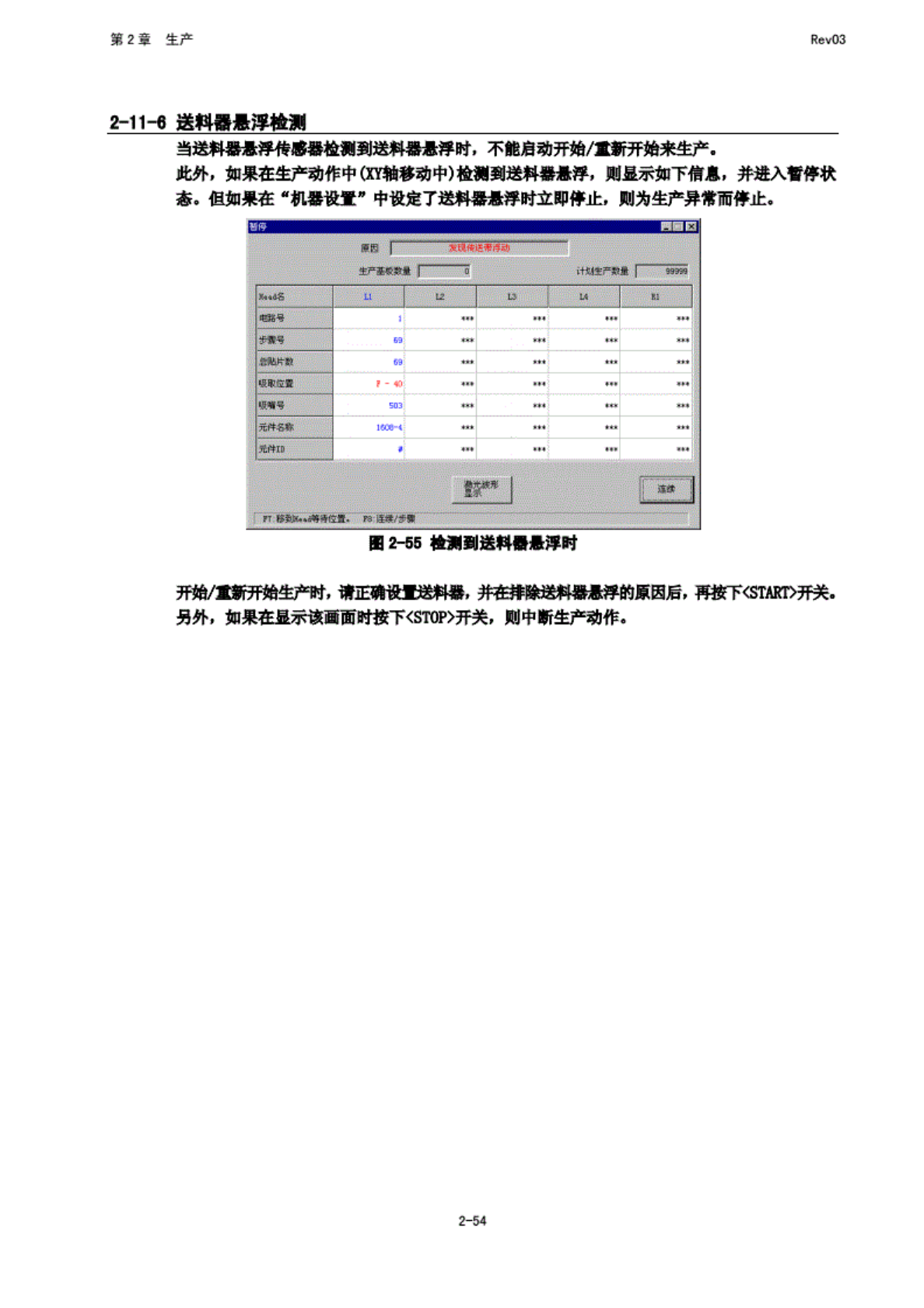
Z-1
IT
送料
器悬
浮检禽
当送料
器悬
浮传感
器检涌
到送料
舞悬
浮时,
不能启
动开始
/直新
开始来
生产.
此外,
如果
在生产
动作中
(XY
轴移
动中)
检
II
到送
料器
加浮,
则显
示如下
信息,
并进入
雪停状
态,
但
知果在
“机器
设置”
中设
定了送
料器
悬浮时
立即停
止,
则为生
产异常
而停
止.
图
检窝到
送料器
悬浮时
开始
/M
新开
始生产
时,
请正
确设置
送料路
弄
由除送
料博悬
浮的原
因后,
再按下
<STAJQ
开关.
另外,
加果
在显示
该画面
时按下
《
STOP》
开关,
则中
断生产
动作.
2-54