NPM・选项的设定-1.pdf - 第69页
NPM-series OPNPM1C-MB-00 -06 基板 Y 夹具 功能 设定置于 ON 时 容易破损的陶瓷基板等,若只使用 Z 方向夹具,基板固定不充分的时候。 操作性 メンテナンス 段取り時間短縮 生産性 贴装动作中也进行 Y 方向夹具。 ●通常,实装开始前解除 Y 方向夹具,只进 行 Z 方向夹具。 ● ON 时传送薄基板,基板往上弯,可能引起贴装 不良。建议基板厚度大致在 1.5 mm 以上。 ●只是对应 Y 方向夹具的设…
NPM-series OPNPM1C-MB-00-06
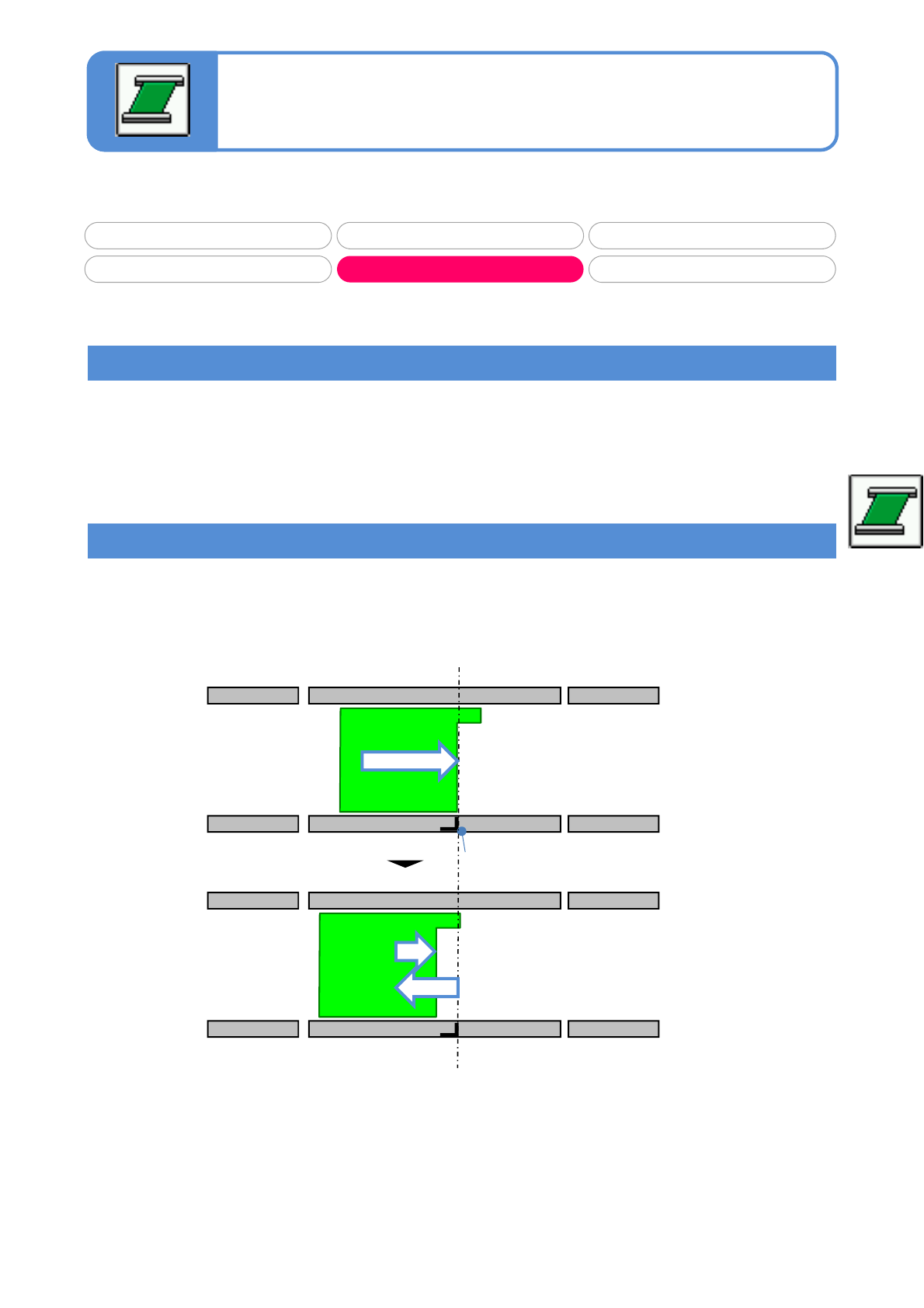
越限时定位动作
功能
设定置于ON时
在容易越限的下游侧,希望生产有切口的基板的时候。
実装品質 操作性
段取り時間短縮
基板传入后越限时,进行再次定位。
4-10
メンテナンス
ノウハウ
■效果
■初始设定:OFF
生产率
基板的定位基准
①
②
NPM-series OPNPM1C-MB-00-06
基板Y夹具
功能
设定置于ON时
容易破损的陶瓷基板等,若只使用Z方向夹具,基板固定不充分的时候。
操作性メンテナンス
段取り時間短縮 生産性
贴装动作中也进行Y方向夹具。
●通常,实装开始前解除Y方向夹具,只进行Z方向夹具。
●ON时传送薄基板,基板往上弯,可能引起贴装不良。建议基板厚度大致在1.5 mm以上。
●只是对应Y方向夹具的设备的功能。
实装品质
技巧
■效果
■初始设定:OFF
4-11
NPM-series OPNPM1C-MB-00-06
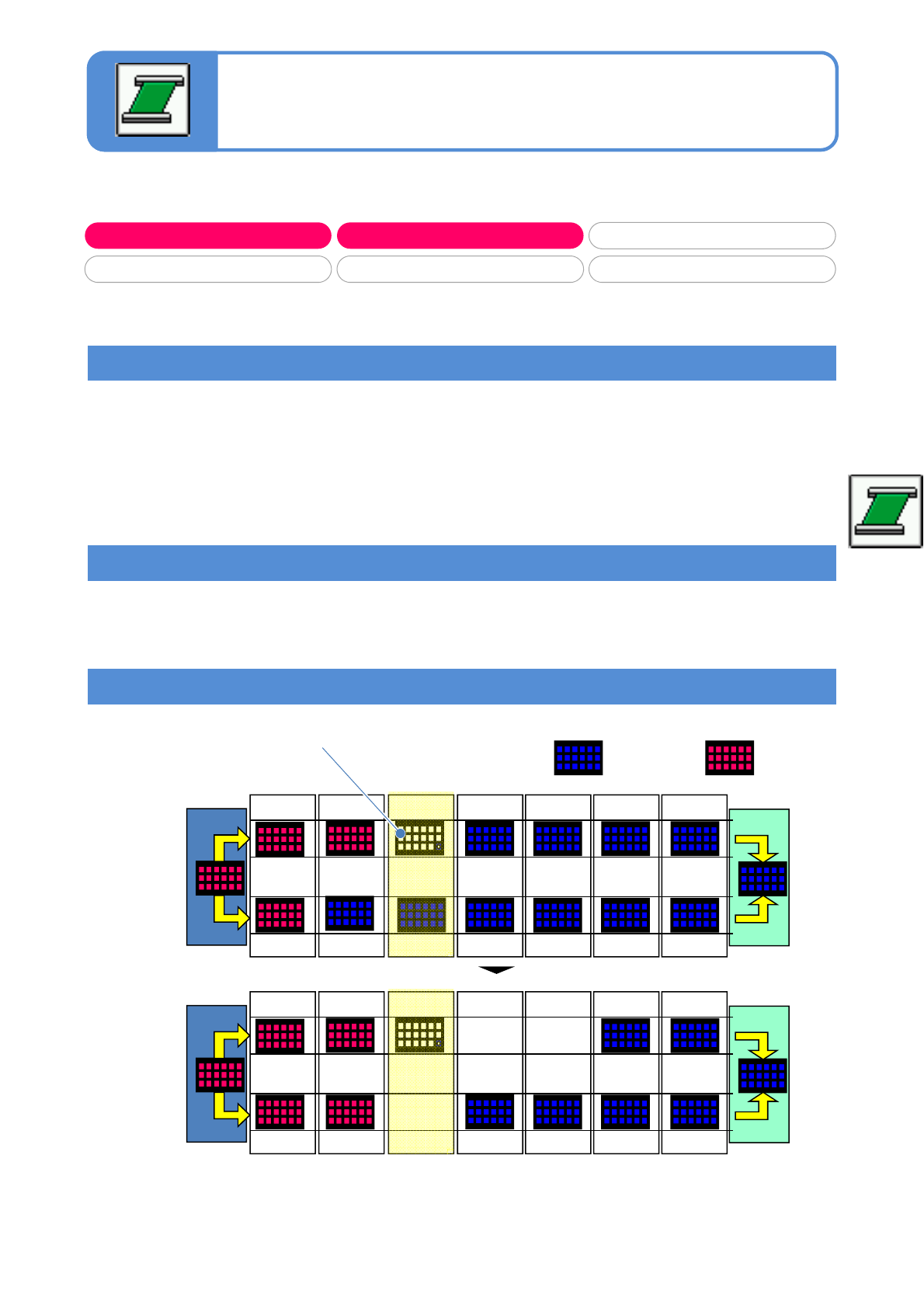
多批次防止搬送
功能
设定置于ON时
双轨生产,复数批量生产时,希望防止批量间的超越(批量混合)的时候。
操作性
段取り時間短縮 ノウハウ生産性
双轨生产时,控制传送,使后续批量不超过前批量。
●下述情况时显示。
①生产线选购件『批量混合防止传送功能』ON时。
②LNB连接状态,并且是自己设备是最终设备以外,而且邻接设备信息的下游侧设备是NPM、排出传送
带(前面是NPM)」以外。
操作画面信息等
虚拟工件(批量终结)
批量B
批量A
END
轨道2
轨道1
(例)
轨道2
轨道1
维修保养实装品质
■效果
■初始设定:OFF
4-12