RHS2B 操作手册.pdf - 第36页
RHS2B 操作手册 3.2 主控 制面板 3.2 - 4 D A 4 O C C – 1 3 – 0 2 0 – A 0 “MANUA L”[手动] 选择手动操作模 式。当使用主控 制面板以及子 控制板时,用于 手动操作执行 机构。 “CONT” [连续] 选择连续操作模 式,可连续执行 当前所选择的 程序。操作持不 断地进行,直 到出现错误 或者操作员改变 操作模式时为止 。 “EOP”[ 程序结束] 选择 EOP 行动模 式。 在…
RHS2B
操作手册
3.2 主控制面板
DA4OCC – 13 – 020 – A0 3.2 - 3
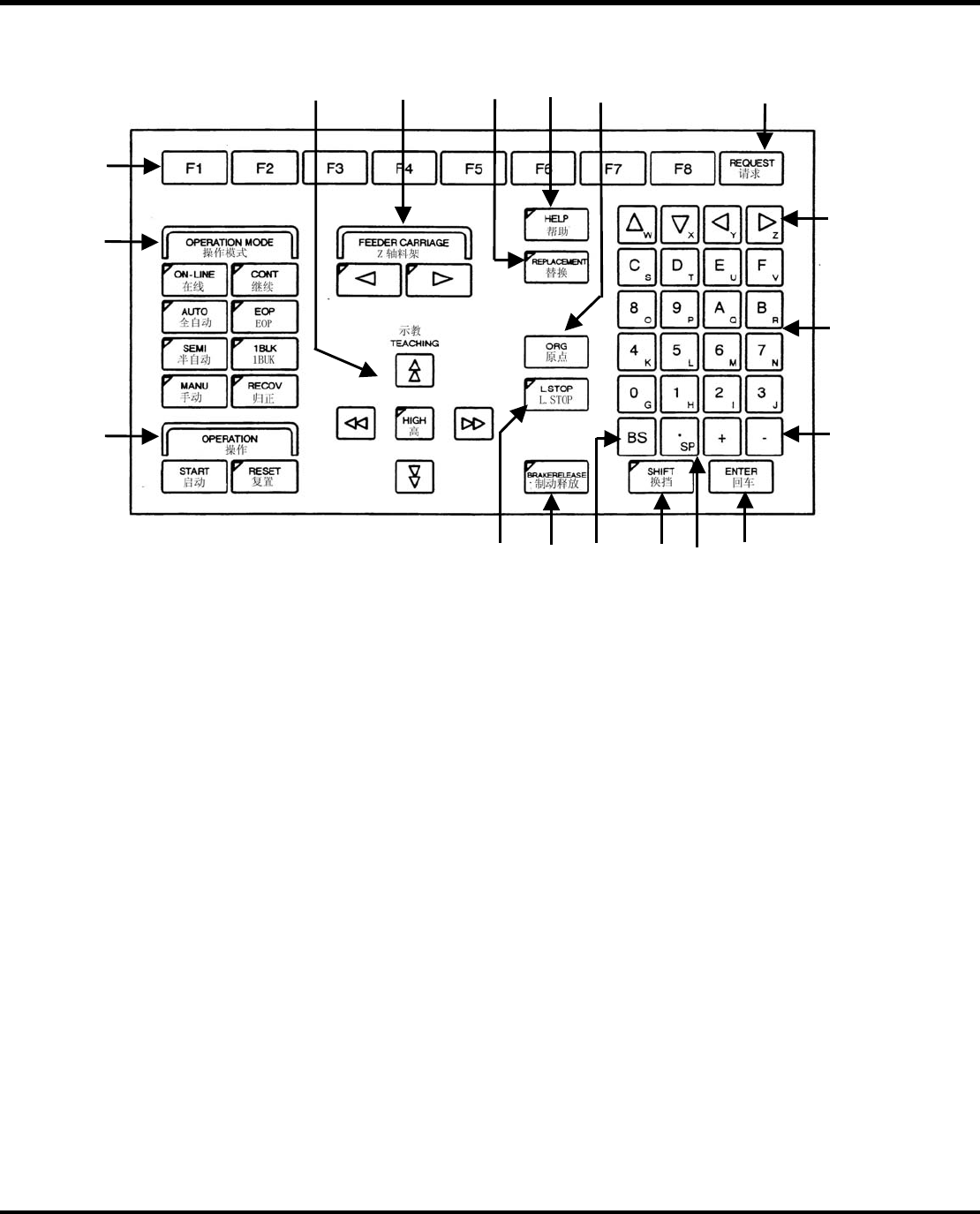
3.2.3 操作控制键
图 3.2-3: 操作控制键
1. 功能键
“F1” - “F8”
用于从显示器上显示的菜单中,选择自己期望的功能。
2. “REQUEST”[请求]
用于在服务功能菜单与机器状态之间进行屏幕切换。
3. 操作模式
“ONLINE”[在线]
当在 RHS2B 与选择系统(主机,Panadata 终端等)之间输入/输出数据时,使用在线模式。
“AUTO”[自动]
选择自动操作模式,用于普通产品,在此模式中,需运行组件插入功能。
“SEMI”[半自动]
选择半自动操作模式。用于检查编程式定位,此模式中需执行组件插入功能。
1
2
3
6
5
8
7
9
2
12
16
13
10
11 14
17
18
15
RHS2B
操作手册
3.2 主控制面板
3.2 - 4 DA4OCC – 13 – 020 – A0
“MANUAL”[手动]
选择手动操作模式。当使用主控制面板以及子控制板时,用于手动操作执行机构。
“CONT”[连续]
选择连续操作模式,可连续执行当前所选择的程序。操作持不断地进行,直到出现错误
或者操作员改变操作模式时为止。
“EOP”[程序结束]
选择 EOP 行动模式。在此模式中,执行选定的程序直到程序结束或机器停止。机器停止后,
按下“
START[开始]”键,可重新启动操作。
“1 Block”[单区段]
选择 “1 Block” 行动为模式。在此模式中,仅执行下一个区段的功能,然后机器就停机。
当在连续或EOP 模式中按下此按键时,就会在机器完成 1 个区段的任务后停机。
“RECOV”[补插]
该功能用于当机器在插入出错后进行补插。
4. 操作
“START”[启动]
用于启动自动或半自动操作。
“RESET”[复置]
用于对错误进行复置。
5. “FEEDER CARRIAGE”[Z 轴料架]
按箭头方向移动 Z 轴料架。
每按一次键,Z 轴料架仅移动 1 站。
6. “TEACH”[示教]
“ ”, “ ”, “ ”, “ ”
用于手动模式下的示教操作。
当进行XY或PCB数据示教时,移动XY表格至箭头所指方向(位于机器的前面)。
“HIGH”[高速]
当LED灯亮时,可高速运行示教功能。 (每次按键时,LED自动交替地 ON 和 OFF)。
7. “HELP”[帮助]
显示帮助屏幕。
8. “REPLACEMENT”[替换]
在替换好耗尽的组件后,使用该键来通知机器替换已经完成。
9. “ORG”[返回原点]
使交流伺服电机所有的轴都回到原点位置。
(在使用该键前,应确保所选择的是手动模式。)

RHS2B
操作手册
3.2 主控制面板
DA4OCC – 13 – 020 – A0 3.2 - 5
10.“LSTOP”[停止上料]
停止加载新的印刷电路板,在完成当前的电路板并卸载后,机器就停机。
11. “BRAKE RELEASE”[释放制动器]
将该键旋到 ON 的位置,就可以在手摇凸轮轴时,释放制动器。
12. “Cursor keys”[光标键]
用于移动操作屏幕上的光标。
按箭头方向移动光标。
当<SHIFT>键的LED亮灯时,可输入从 W 到 Z 的字母。
13. “10-key pad”[十键盘]
用于输入 0 到 9 数字键以及 A 到 F 字母。
当要输入 G 到 V 的字母时,应将
<SHIFT>键移到 ON 的位置。
14. “Backspace”[删除左边]
用于删除光标左边的字母。 (每按键一次,删除一个字母。)
15. “Decimal Point Key”[小数点键]
用于输入小数点。
当
<SHIFT>键灯亮时,也可用作空格键。
16. “+/-”
用于输入符号 + 或 - 。
17. “SHIFT”[上档]键
用于输入 G 到 Z 的字母或者输入空格(标于键的右下角的字母有效)。
18. “ENTER”[回车]
确认输入的数值或者字符串。