RHS2B 操作手册.pdf - 第54页
RHS2B 操作手册 3.5 操作 屏幕 3.5 - 10 DA4OCC – 13 – 040 – B0 生产状态 w ON-LINE w AUTO w NC Data Monitoring w NC Axis Origin Monitoring w NC Data, Parts Data, Planned Produced, Display w XY table X/Y Recognition Offset X/Y Pusher Up…

RHS2B
操作手册
3.5 操作屏幕
DA4OCC – 13 – 040 – B0 3.5- 9
3.5.3 菜单屏幕
为了防止设备误操作,RHS2B 的操作被分成三个级别:操作员级、工程师级以及系统/服务级。在工程师和系
统 / 服务级别下,需要输入密码来限制进入系统设置。各种级别可用的功能分别如下:
操作员级别
(无需密码)
• 生产状态屏幕上出现以下功能:
在自动 / 半自动 / 手动模式,操作状态检查和识别屏幕显示。
在自动 / 半自动 / 模式下,开始分区设置功能。
• 产程序选择
• 生产管理信息
• 操作级别设置
工程师级别
(设定一个密码. ‘ENG’ 将会显示在屏幕上)
• 生产状态屏幕上出现以下功能:
操作状态检查功能(在自动 / 半自动 / 手动模式下)。
启动块设置功能(在自动 / 半自动 / 手动模式下)。
半自动插入设置功能(在半自动模式下)。
手工操作设置、NC 轴推动检查、NC 轴移动检查、NC 数据示教功能(在手动模式下)。
• 生产程序选择
• 数据输入 / 输出
• 数据编缉
• 生产管理信息
• 机器初始化设置
调色板信息,错误输出
• 监控
• 操作级别设置
系统和服务级别 (用于系统管理者及服务人员)
(设定一个密码,“SYS”或“SVC”将会显示在屏幕上)
• 生产功能
• 数据输入 / 输出
• 数据编缉
• 生产管理信息
• 机器初始化设置
(系统管理人员不可以使用“Set Option[设置选项]”,“Initialize All Data[初始化所有数据]” 以
及 “O × install ” 功能.)
• 监视
• 操作级别设置
RHS2B
操作手册
3.5 操作屏幕
3.5 - 10 DA4OCC – 13 – 040 – B0
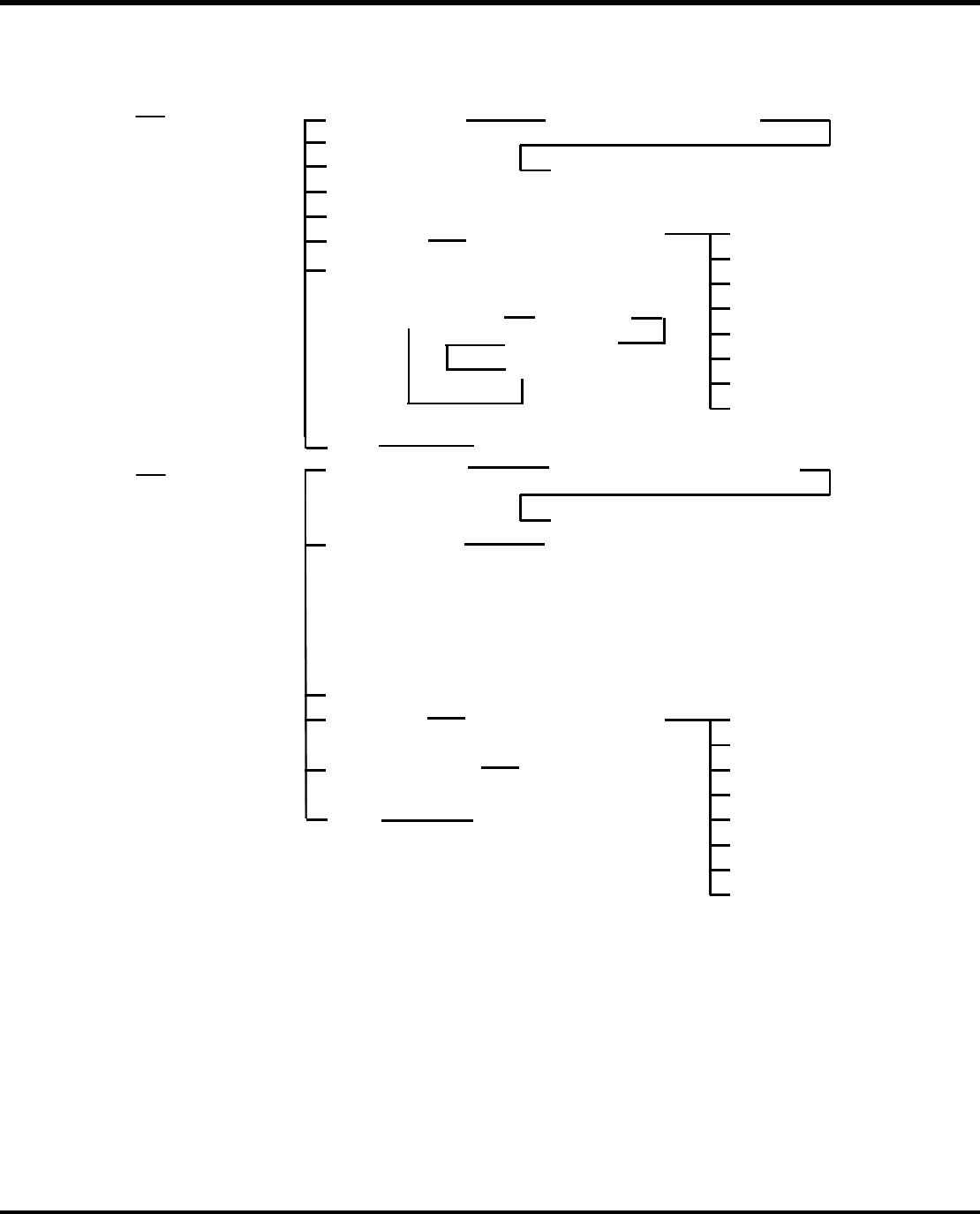
生产状态
w ON-LINE
w AUTO
w NC Data
Monitoring
w NC Axis Origin
Monitoring
w NC Data,
Parts Data,
Planned Produced, Display
w XY table X/Y
Recognition Offset X/Y
Pusher Up/Down
Start Block
Continuous
EOP
Enter start block/pattern No.
Production Status F1:
F3:
F4:
Recognition ScreenF5 :
TimerF6:
REQ
Service Functions
Press START to start production.
*
Sequence Timer Setting
(Angle, Channel, Mode)
CH
SET
ON
F1:
F2:
F3:
OFFF4:
TF5:
REQ:
CLRF6:
Exit
F8:
Servic
e
w SEMI AUTO
w NC Data
Monitoring
w NC Axis Origin
Monitoring
w NC Data,
Parts Data
Planned, Produced. Loaded Parts, Display
w XY table X/Y Recognition Off set X/Y
Pusher Up/Down
Start Block
Set Action
Enter start block/pattern No.
Production Status
F1:
F2:
Recognition ScreenF5:
TimerF6:
Service Functions
Press START to start production.
*
Sequence Timer Setting
(Angle, Channel, Mode)
CH
SET
ON
F1:
F2:
F3:
OFFF4:
TF5:
REQ:
CLRF6:
F8:
Set Semiauto Insert
(Casette NO., Pusher Up/Down, Part
Height 1/2, Pitch, 1805 Invert: Yes/No
Auto Parts Supply: Disable/Enable
LRG Part: Standard/Large)
Exit
Service
F2:
New Production
F7:
REQ
F7:
Display GRP
PCB image
Display GRP
(Press F7 to repeat the following cycle )
Standard Screen
PCB image
Palette image
Palette image (zoom)
* 当时序控制器设定为 “Updated Enabled [更新已活化]”时, 该设置可以通过使用功能键进行更改。
为每个通道设置角度和模式。
在线
自动 生产状态
• NC 数据监控
• NC 轴原点监
控
• NC 数据,
零件数据
已计划已生
产,显示
• XY 工作台 X/Y
识别
补偿 X/Y
推杆上 / 下
启动块
新产品
连续
程序终止
识别屏幕 *
计时器
显示组
(按下 F7 键可重复以下循环)
输入启动块 / 模式编号
开始生产
序列发生器设置
(角度、频道、模式)
标准屏幕
PCB 图
像
调色板图
像
(区)
调色板图
像
请求
请求:服务功能
服务功能
SEMI
自动 生产状态
• NC 数据监控
• NC 轴原点监
控
• NC 数据,
零件数据
已计划已生
产,
已加载的零件,
显示
• XY 工作台 X/Y
识别
补偿 X/Y
推杆上 / 下
启
动块
设
置
动作
识别屏幕
计时
器
显示组
服务功能
请求:服务功能
请求
印
刷
电路板图
像
*
序列发生器设置
(角度、频道、模式)
输入启动块 / 图形区号
开
始
生
产
设置半自动插入
(料盒编号,推杆上 / 下,零件高度 1 / 2,
跨距,180 °反演:是 / 否 自动零件供应:
激活 / 不激活 大零件:标准 / 大件)
退出
退出
RHS2B
操作手册
3.5 操作屏幕
DA4OCC – 13 – 040 – B0 3.5- 11
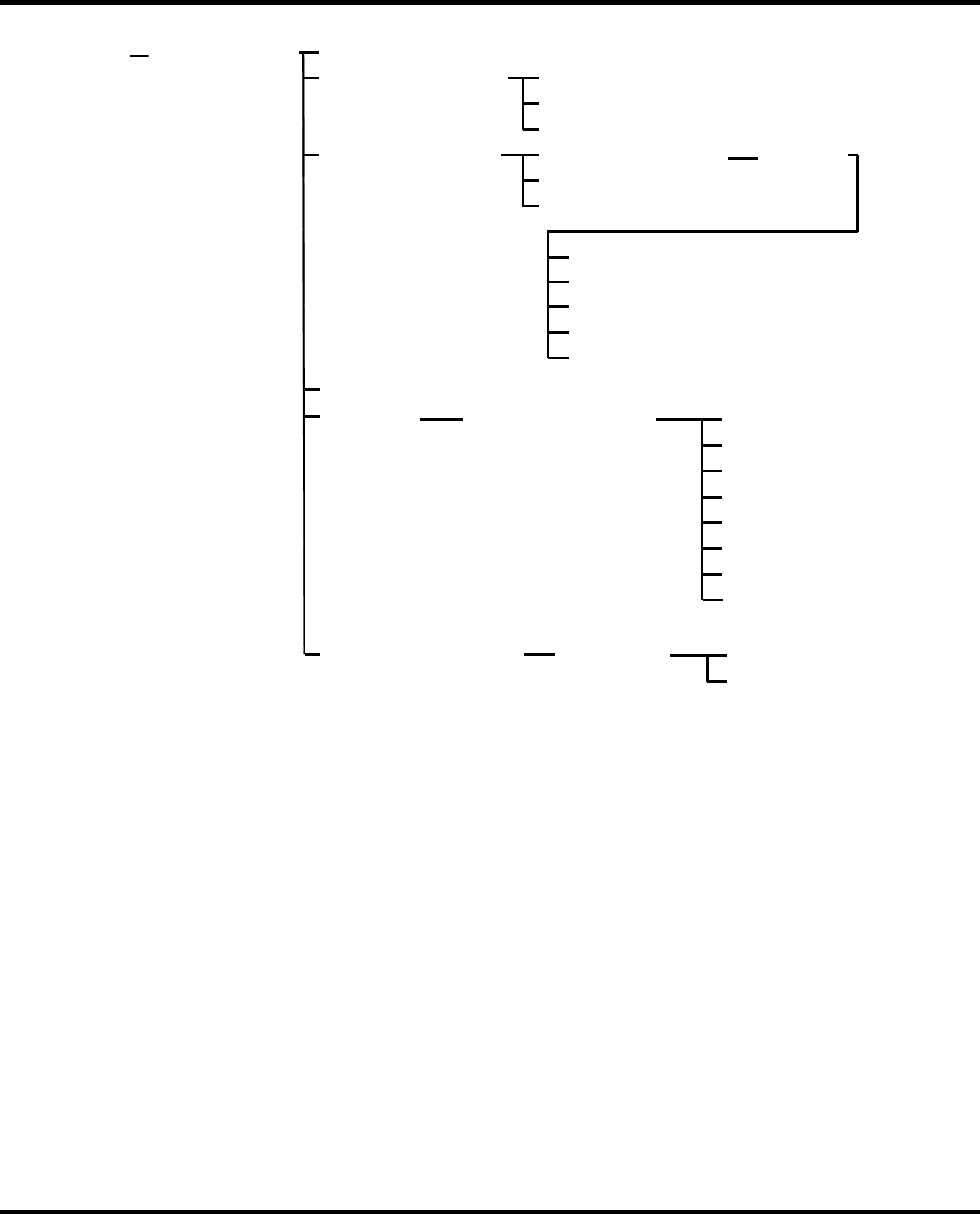
w MANUAL
w NC Axis Origin
Monitoring
NC Axis Jog Check
Machine Check
Function
F1:
F3:
Recognition ScreenF5:
TimerF6:
Action Setting
* 1
Sequence Timer Setting
(Angle, Channel, Mode)
CH
SET
ON
F1:
F2:
F3:
OFFF4:
TF5:
REQ:
CLRF6:
ExitF8:
Service Functions
w CONT
NC Axis Move
Check
F2:
NC Axis Move StartF1:
ExitF8:
Service FunctionsREQ:
NC Data Teaching
NC Data TeachingF1 :
ExitF8 :
SearchF1:
Camera OffsetF1:
REQ:
Recognition ScreenF5:
ExitF8:
Service Functions
REQ:Service Functions
Manual Feed SettingF7:
REQ:
ExitF8:
Service Functions
* 2
w EOP
w BLOCK
w RECOV
w Manual Feed Setting
Feed Cassette
Offset UpdateF2:
*1:当数字式序列计时器设定为“Updated Enabled [更新已活化]”时,就可以通过功能键来更改设置。
应为每个通道设置角度和模式。
*2:通过手工给料设置,在设置料盒编号之后,可以用子控制面板上的 FEED[给料]键来对特定零件盒内
的零件供料。
• 手动 机器检查功能
•
NC 轴原点
监控
N
C 轴推动检验
N
C 轴移动检验
N
C 数据示教
识别屏幕
计时器
手工给料设置
动作设
置
退
出
请求
:
服务功能
请求
:
服务功能
退
出
N
C 轴移动开始
退
出
请求
:
服务功能
N
C 数据示教
搜索
退
出
请求
:
服务功能
请求
:
服务功能
退
出
摄影机补偿
补偿设置
识别屏幕
*
序列发生器设置
(角度,频道,模式)
少译
手动进料
设置
料盒
• CONT[连续]
• EOP [程序停止]
• BLOCK [区段]
• RECOV [补插]