RHS2B 操作手册.pdf - 第56页
RHS2B 操作手册 3.5 操作 屏幕 3.5 - 12 DA4OCC – 13 – 040 – B0 服务功能 1 Load Save Data Load Parameter Screen Data: NC Data Parts Data, Machine Data Parts Library All Data F1: F2: Program Select w F1: NC Data, Parts Data, Production …
RHS2B
操作手册
3.5 操作屏幕
DA4OCC – 13 – 040 – B0 3.5- 11
w MANUAL
w NC Axis Origin
Monitoring
NC Axis Jog Check
Machine Check
Function
F1:
F3:
Recognition ScreenF5:
TimerF6:
Action Setting
* 1
Sequence Timer Setting
(Angle, Channel, Mode)
CH
SET
ON
F1:
F2:
F3:
OFFF4:
TF5:
REQ:
CLRF6:
ExitF8:
Service Functions
w CONT
NC Axis Move
Check
F2:
NC Axis Move StartF1:
ExitF8:
Service FunctionsREQ:
NC Data Teaching
NC Data TeachingF1 :
ExitF8 :
SearchF1:
Camera OffsetF1:
REQ:
Recognition ScreenF5:
ExitF8:
Service Functions
REQ:Service Functions
Manual Feed SettingF7:
REQ:
ExitF8:
Service Functions
* 2
w EOP
w BLOCK
w RECOV
w Manual Feed Setting
Feed Cassette
Offset UpdateF2:
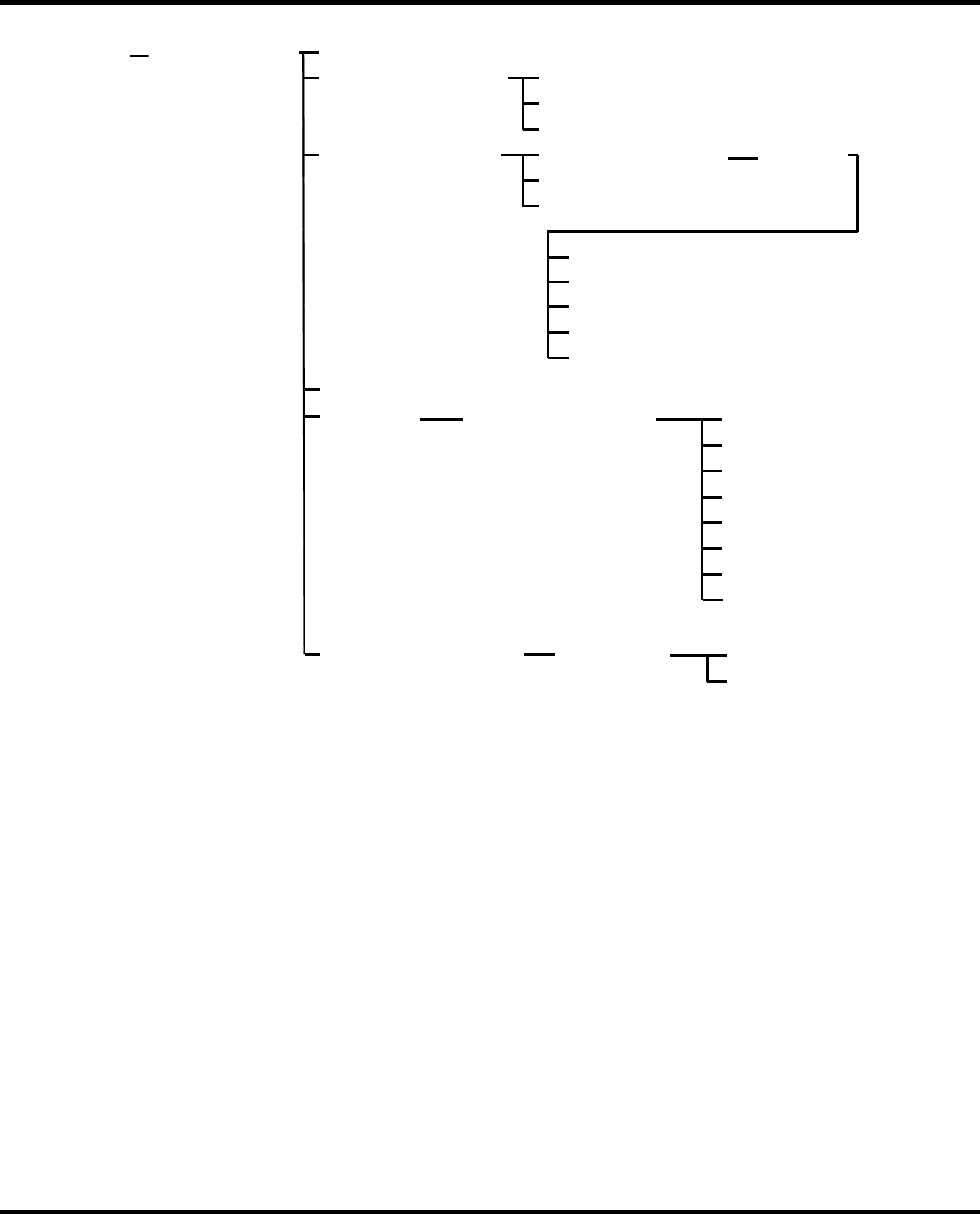
*1:当数字式序列计时器设定为“Updated Enabled [更新已活化]”时,就可以通过功能键来更改设置。
应为每个通道设置角度和模式。
*2:通过手工给料设置,在设置料盒编号之后,可以用子控制面板上的 FEED[给料]键来对特定零件盒内
的零件供料。
• 手动 机器检查功能
•
NC 轴原点
监控
N
C 轴推动检验
N
C 轴移动检验
N
C 数据示教
识别屏幕
计时器
手工给料设置
动作设
置
退
出
请求
:
服务功能
请求
:
服务功能
退
出
N
C 轴移动开始
退
出
请求
:
服务功能
N
C 数据示教
搜索
退
出
请求
:
服务功能
请求
:
服务功能
退
出
摄影机补偿
补偿设置
识别屏幕
*
序列发生器设置
(角度,频道,模式)
少译
手动进料
设置
料盒
• CONT[连续]
• EOP [程序停止]
• BLOCK [区段]
• RECOV [补插]
RHS2B
操作手册
3.5 操作屏幕
3.5 - 12 DA4OCC – 13 – 040 – B0
服务功能 1
Load
Save
Data Load Parameter Screen
Data: NC Data
Parts Data, Machine Data Parts Library All Data
F1:
F2:
Program Selectw F1: NC Data, Parts Data, Production Condition
(Produced, Planned, Skip Block, Insert: Yes/No,
Recognition Method: All Holes, 1st Hole, Optional
Hole, None, NC (XY) Data Update: Yes/No, Auto
recovery: No, 1 time, 2 times, Pass Thru:Yes/No)
Exit
Production Status Screen
F8:
REQ:
Data
Input/Output
w F2: Setting
Complete
ENTER
key ON
Select NC data name
REQ:
ExitF8:
Production Status Screen
REQ:
F8: Exit
Production Status
Screen
ENTER key ON
Select parts data name ENTER key ON
Data Save Parameter Screen
Device: Printer, FD
Data: NC Data,
Parts Data
Machine Data Parts Library
All Data
Setting
Complete
ENTER
key ON
Select NC data name
REQ:
ExitF8:
Production Status Screen
REQ:
F8: Exit
Production Status
Screen
ENTER key ON
Select parts data name ENTER key ON
RenameF3: Data Rename Parameter
Screen
Device: HD, FD
Data: NC Data,
Parts Data
Setting
Complete
ENTER
key ON
Select NC data name
REQ:
F8: Exit
Production Status
Screen
ENTER key ON
Select parts data name ENTER key ON
To next page
Copy
F4: Data Copy Parameter Screen
Device: HD, FD
Data: NC Data,
Parts Data
Setting
Complete
ENTER
key ON
Select NC data name
REQ:
F8: Exit
Production Status
Screen
ENTER key ON
Select parts data name ENTER key ON
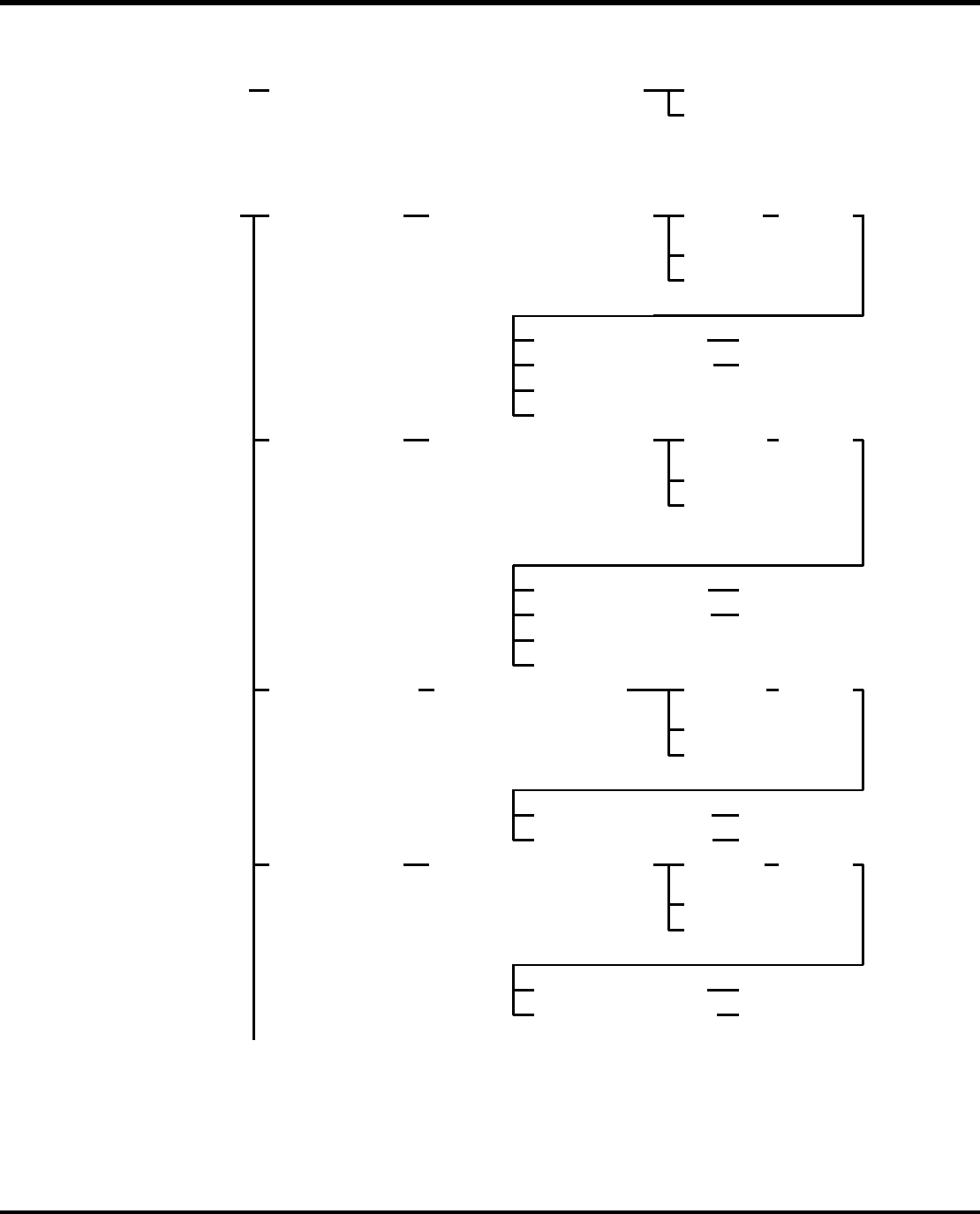
• F1:
程序选择
• F2:
数据
输入/输出
N
C 数据,零件数据,生产条件
(已生产、已规划、跳块、插入:是 / 否、
识别方式:所有孔、第 1 个孔、任意孔、
无、NC(XY)数据更新:是 / 否、自动
恢复:无、1 次、2 次、通过:是 / 否)
退出
请求:生
产状
态屏
幕
给料
保存
重命名
复
制
数据输入参数屏幕
数据:NC 数据
零件数据
机器数据
零件库
所有的数据
设置
完
成
回车
退出
请求:生产状态屏幕
请求:生
产状
态屏
幕
退出
退出
请求:生产状态屏幕
退出
请求
:生
产状
态
屏幕
选
择
N
C 数
据
名
选
择零件
数
据
名
回车
回车
数据保存参数屏幕
设备:打印机,软盘
数据:NC 数据
零件数据
机器数据
零件库
所有的数据
设置
完
成
回车
选择 NC 数据名
选
择零件
数
据
名
回车
回车
数据重命名参数屏幕
设备:硬盘,软盘
数据:NC 数据
零
件数据
设置
完
成
回车
退出
请求:生产状态屏幕
回车
回车
选择
N
C 数据名
选
择零件
数
据
名
设置
完
成
回车
退出
请求:生产状态屏幕
回车
回车
选择 NC 数据名
选择零件数据名
数据复制参数屏幕
设备:硬盘,软盘
数据:NC 数据
零
件数据
接
下页
RHS2B
操作手册
3.5 操作屏幕
DA4OCC – 13 – 040 – B0 3.5- 13
From
p
revious
Delete F5: Data Delete Paramete
r
Device: HD
,
Data: NC
Settin
g
com
p
lete
ENTER
ke
y
ON
Select NC data name
RE
Q
:
F8: Exit
Production
screen
ENTER ke
y
ON
Select
p
arts data ENTER ke
y
ON
Format F6: Load a
flo
ppy
ENTER ke
y
ON
Are
y
ou sure
y
ou wish
format flo
ppy
Y
esF1:
ExitF8:
Production REQ:
NoF2: Exit
Execute
Exit F8:
Production REQ:
Data Edit
w
Create/Edit
NC Data
F1: In
p
ut a data name
PXXXXXXXXXXX
CreateF1: ENTER ke
y
ON
(
1
)
EditF2: Select data.
(
2
)
(
3
)
(
4
)
(
5
)
Search F1:
Delete
F2:
Insert F3:
More
F7:
Exit F8:
Production RE
Q
:
(
To next
p
a
g
e
)
Create/Edit
Parts Data
)
Initialize Data
)
Exit
)
Production
Status
)
DeleteF3: Select data. Deletes data
.
Exit
Y
es F1:
No
F2:
ExitF8:
Production REQ:
Convert
F7: Load a
flo
p
py
ENTER
ke
y
ON
Do
y
ou wish to
convert
Exit
F8:
Sort NC Data
)
Select NC
data name
F1:
F2:
Previous
Y
es
No
Set Sort
Part Size Len
g
th Max
,
Width Max
,
Insert
Ski
p
Block of Sor
t
Sort: Yes
,
No
F1:
F2:
Previous
Y
es
No
Starts convertin
g
data.
Create/Edit
Parts
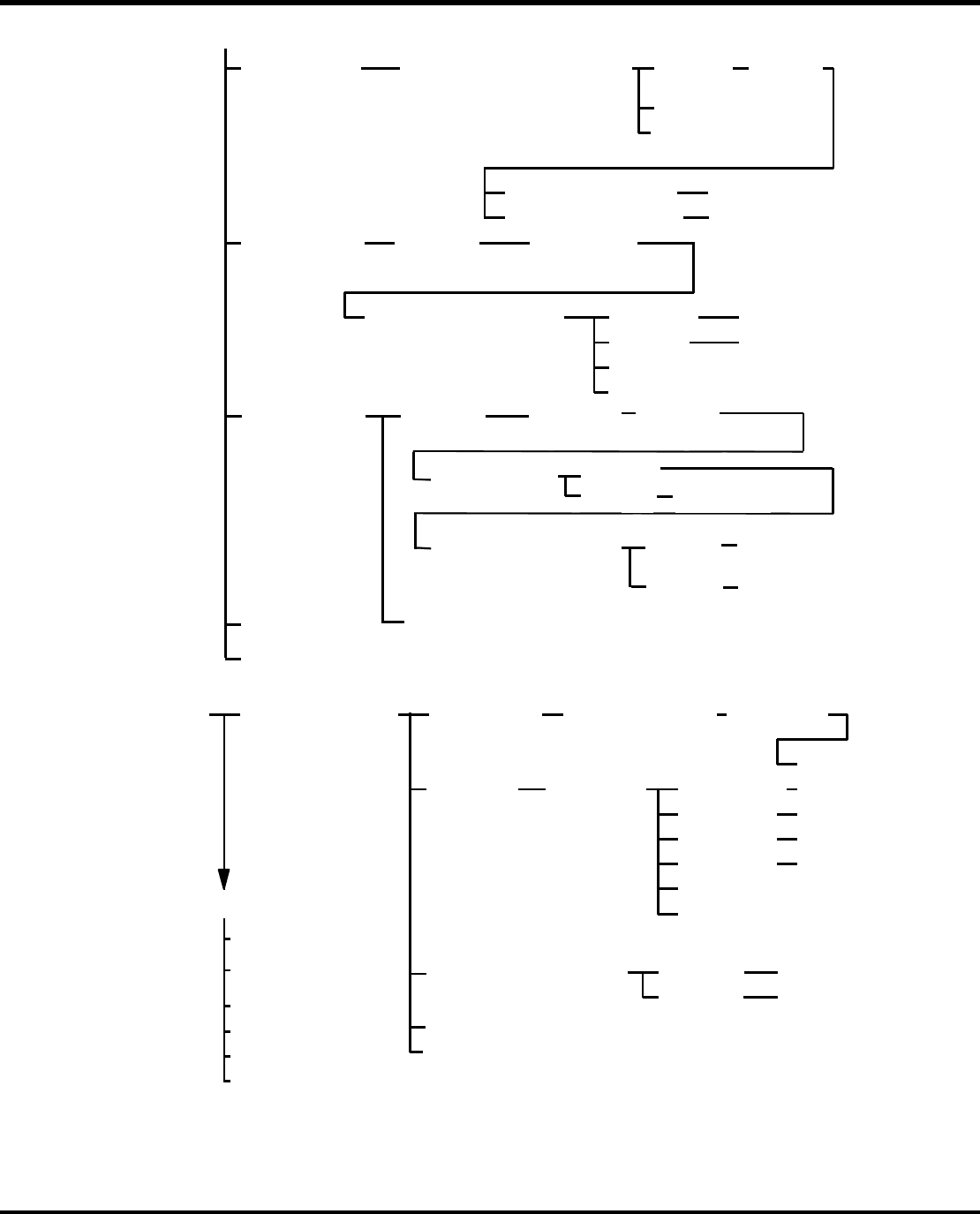
• F3: 数据编辑
接上页
删除
数据删除参数
设备:硬盘
数据:NC 数据
零
件数据
设置
完成
回车
退出
请求:生产状况屏幕
选择
N
C 数据名
选择零件数据名
回车
回车
格式化
安装一个
软盘
回车
您确定要格式化软盘吗?
退出
请求:生产
是
否
退出
执行
转换
安装一个
软盘
选择 NC
数据名
回车
退出
设置分类,
零件大小,最大长度,
最大宽度,跳块设置:
是,否
是
否
开始转换数据
返回屏幕
退出
请求:生产
建立/编辑
N
C 数据
:编辑
建立
输入数据名
PXXXX
回车
选择数据
查找
删除
插入
更多
退出
请求:生产
(
接
下页)
删除
-选
择
数
据
退出
退出
请求:生产
是
删除数据
(F2: 创建/编辑零件
数据)
(F3: 创建/编辑零件
库
(F5: 分类 NC 数据
(F6: 初始化数据
(F8: 退出
请求: 生产
否
状态
状态
状态
状态
状态
你希望数据
转换吗?
是
否
返回