00198720-01_UM_X-Serie-S_ET.pdf - 第141页
Kasutusjuhend SIPLACE X-seeria S 3 Tehnilised andmed ja sõlmed Alates tarkvaraversioonist 713.0 Väljaanne 11/2019 3.6 Portaalisüsteem 141 3.6.6 Y -telje üleseh itus 3 Jn 3.6 - 6 Y -telje konstruktsioon (SIP LACE X2 S / X…
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE X-seeria S
3.6 Portaalisüsteem Alates tarkvaraversioonist 713.0 Väljaanne 11/2019
140
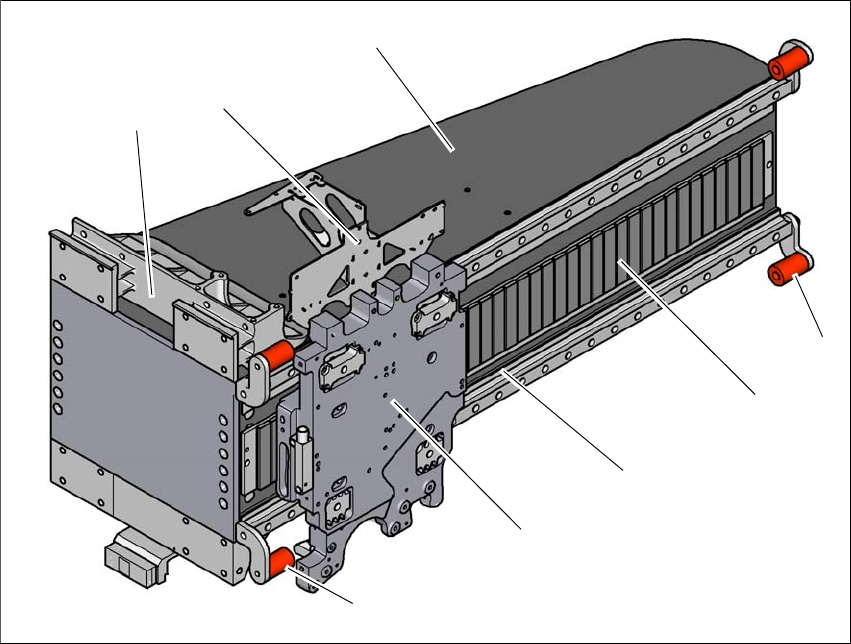
3.6.5 X-telje ülesehitus
3
Jn 3.6 - 5 X-telje ülesehitus - tööpeahoidiku vaade
(1) Ladumispea kinnitus koos X-telje lineaarmootoriga (primaarosa)
(2) Y lineaarmootor, fikseeritud laagriga (primaarosa)
(3) Püsimagnetiga juhiksüsteem (X-lineaarmootori sekundaarosa)
(4) Lõppasendi löögineelaja (4 tk)
(5) Portaali haar
(6) Ladumispea plaadikinnitus
(7) Pikkuse mõõtmissüsteem
(4)
(3)
(1)
(5)
(2)
(6)
(4)
(7)
Kasutusjuhend SIPLACE X-seeria S 3 Tehnilised andmed ja sõlmed
Alates tarkvaraversioonist 713.0 Väljaanne 11/2019 3.6 Portaalisüsteem
141
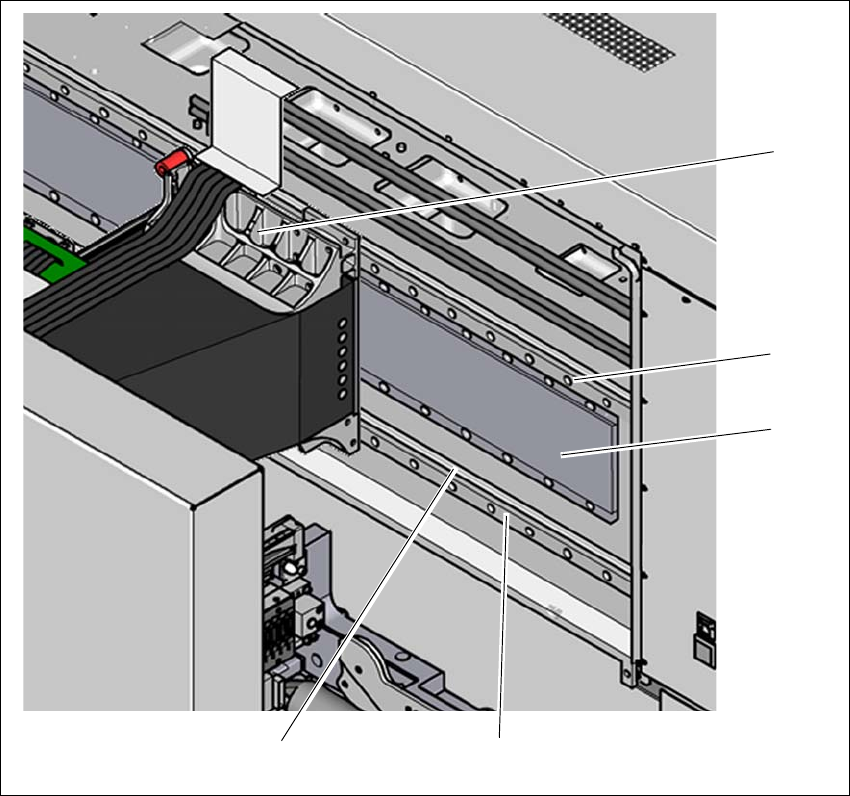
3.6.6 Y-telje ülesehitus
3
Jn 3.6 - 6 Y-telje konstruktsioon (SIPLACE X2 S / X3 S / X4 S näitel)
Y-telg koosneb järgmistest primaarosadest:
(1) Y-lineaarmootorid (primaarosa) monteeritud X-teljele kinnise ja lahtise laagriga
(2) Püsimagnet (X-telje lineaarmootori sekundaarosa)
(3) Lineaarne nihkemõõtesüsteem
(4) Suunamissüsteem
(1)
(4)
(2)
(3)
(4)
3 Tehnilised andmed ja sõlmed Kasutusjuhend SIPLACE X-seeria S
3.7 PCB konveiersüsteem Alates tarkvaraversioonist 713.0 Väljaanne 11/2019
142
3.7 PCB konveiersüsteem
3.7.1 Kirjeldus
Trükkplaadikonveier on viieosaline ning koosneb sisendkonveierist, ladumisalast 1, vahekonveie-
rist, ladumisalast 2 ja väljundkonveierist. Kolm piirkonda, ehk sisendkonveier, vahekonveier ja väl-
jundkonveier, toimivad trükkplaatide puhvertsoonidena.
Konveierilinte käitatakse harjadeta alalisvoolumootoritega. Valgustõkestid jälgivad ja juhivad trük-
kplaatide transportimist. Kui plaat jõuab ladumisalasse ja möödub valgustõkistest, plaat peata-
takse. Laserkiire tõkesti salvestab plaadi asukoha. Niipea, kui trükkplaat jõuab sihtkohta, seiskub
konveierilint ja plaat fikseeritakse altpoolt.
Seetõttu jääb trükkplaadi pealmise poole ja ladumispea vaheline kaugus kõikide trükkplaatide kor-
ral sõltumata trükkplaadi paksusest muutumatuks. Samamoodi ei sõltu ka ladumiskiirus trükk-
plaadi paksusest. Optimeerida on võimalik ka trükkplaatide tsentreerimist koordinaatmärkide
alusel. Kuna vahemaa trükkplaadi pikka ja trükkplaadikaamera vahel püsib muutumatuna, on
trükkplaadikaamera alati fokuseeritud ühtlaselt trükkplaadi pinnale. Trükkplaadi koordinaatmärgid
kantakse trükkplaadikaamera CCD-kiipi optimaalselt üle.
Trükkplaadikonveieri laiust seatakse ja jälgitakse integraalse juhtahela abil. Seda saab aktivee-
rida vastava programmi käivitamisega. Selleks aktiveerib juhtelektroonika senikaua ajamimooto-
rit, kuni saavutatakse soovitud laius. Seetõttu ei sõltu laiuseseadistus masina teistest
komponentidest.
Ladumismasinal on võimalik konveieri kõrgust valida nii, et neid jooni saab konveierikõrguste
joontesse 900, 930 või 950 mm integreerida. Standardseks kõrguseks on 930 mm.
Individuaalsete ladumismasinate PCB konveierite vaheline kommunikatsioon toimub Hermese
standardi või SMEMA liidese kaudu.